

invertec v205-t ac/dc & v305-t ac/dc - Lincoln Electric - documentations
invertec v205-t ac/dc & v305-t ac/dc - Lincoln Electric - documentations
invertec v205-t ac/dc & v305-t ac/dc - Lincoln Electric - documentations

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
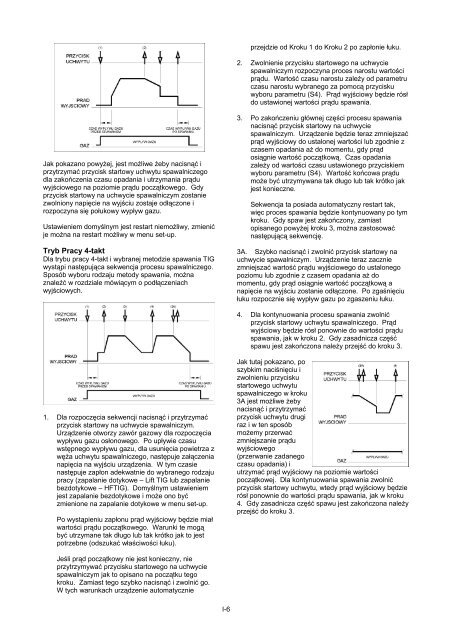
przejdzie od Kroku 1 do Kroku 2 po zapłonie łuku.2. Zwolnienie przycisku startowego na uchwyciespawalniczym rozpoczyna proces narostu wartościprądu. Wartość czasu narostu zależy od parametruczasu narostu wybranego za pomocą przyciskuwyboru parametru (S4). Prąd wyjściowy będzie rósłdo ustawionej wartości prądu spawania.Jak pokazano powyżej, jest możliwe żeby n<strong>ac</strong>isnąć iprzytrzymać przycisk startowy uchwytu spawalniczegodla zakończenia czasu opadania i utrzymania prąduwyjściowego na poziomie prądu początkowego. Gdyprzycisk startowy na uchwycie spawalniczym zostaniezwolniony napięcie na wyjściu zostaje odłączone irozpoczyna się połukowy wypływ gazu.Ustawieniem domyślnym jest restart niemożliwy, zmienićje można na restart możliwy w menu set-up.Tryb Pr<strong>ac</strong>y 4-taktDla trybu pr<strong>ac</strong>y 4-takt i wybranej metodzie spawania TIGwystąpi następująca sekwencja procesu spawalniczego.Sposób wyboru rodzaju metody spawania, możnaznaleźć w rozdziale mówiącym o podłączeni<strong>ac</strong>hwyjściowych.3. Po zakończeniu głównej części procesu spawanian<strong>ac</strong>isnąć przycisk startowy na uchwyciespawalniczym. Urządzenie będzie teraz zmniejszaćprąd wyjściowy do ustalonej wartości lub zgodnie zczasem opadania aż do momentu, gdy prądosiągnie wartość początkową. Czas opadaniazależy od wartości czasu ustawionego przyciskiemwyboru parametru (S4). Wartość końcowa prądumoże być utrzymywana tak długo lub tak krótko jakjest konieczne.Sekwencja ta posiada automatyczny restart tak,więc proces spawania będzie kontynuowany po tymkroku. Gdy spaw jest zakończony, zamiastopisanego powyżej kroku 3, można zastosowaćnastępującą sekwencję.3A. Szybko n<strong>ac</strong>isnąć i zwolnić przycisk startowy nauchwycie spawalniczym. Urządzenie teraz z<strong>ac</strong>zniezmniejszać wartość prądu wyjściowego do ustalonegopoziomu lub zgodnie z czasem opadania aż domomentu, gdy prąd osiągnie wartość początkową anapięcie na wyjściu zostanie odłączone. Po zgaśnięciułuku rozpocznie się wypływ gazu po zgaszeniu łuku.4. Dla kontynuowania procesu spawania zwolnićprzycisk startowy uchwytu spawalniczego. Prądwyjściowy będzie rósł ponownie do wartości prąduspawania, jak w kroku 2. Gdy zasadnicza częśćspawu jest zakończona należy przejść do kroku 3.1. Dla rozpoczęcia sekwencji n<strong>ac</strong>isnąć i przytrzymaćprzycisk startowy na uchwycie spawalniczym.Urządzenie otworzy zawór gazowy dla rozpoczęciawypływu gazu osłonowego. Po upływie czasuwstępnego wypływu gazu, dla usunięcia powietrza zwęża uchwytu spawalniczego, następuje załączenianapięcia na wyjściu urządzenia. W tym czasienastępuje zapłon adekwatnie do wybranego rodzajupr<strong>ac</strong>y (zapalanie dotykowe – Lift TIG lub zapalaniebezdotykowe – HFTIG). Domyślnym ustawieniemjest zapalanie bezdotykowe i może ono byćzmienione na zapalanie dotykowe w menu set-up.Po wystąpieniu zapłonu prąd wyjściowy będzie miałwartości prądu początkowego. Warunki te mogąbyć utrzymane tak długo lub tak krótko jak to jestpotrzebne (odszukać właściwości łuku).Jak tutaj pokazano, poszybkim n<strong>ac</strong>iśnięciu izwolnieniu przyciskustartowego uchwytuspawalniczego w kroku3A jest możliwe żebyn<strong>ac</strong>isnąć i przytrzymaćprzycisk uchwytu drugiraz i w ten sposóbmożemy przerwaćzmniejszanie prąduwyjściowego(przerwanie zadanegoczasu opadania) iutrzymać prąd wyjściowy na poziomie wartościpoczątkowej. Dla kontynuowania spawania zwolnićprzycisk startowy uchwytu, wtedy prąd wyjściowy będzierósł ponownie do wartości prądu spawania, jak w kroku4. Gdy zasadnicza część spawu jest zakończona należyprzejść do kroku 3.Jeśli prąd początkowy nie jest konieczny, nieprzytrzymywać przycisku startowego na uchwyciespawalniczym jak to opisano na początku tegokroku. Zamiast tego szybko n<strong>ac</strong>isnąć i zwolnić go.W tych warunk<strong>ac</strong>h urządzenie automatycznieI-6













