

invertec v205-t ac/dc & v305-t ac/dc - Lincoln Electric - documentations
invertec v205-t ac/dc & v305-t ac/dc - Lincoln Electric - documentations
invertec v205-t ac/dc & v305-t ac/dc - Lincoln Electric - documentations

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
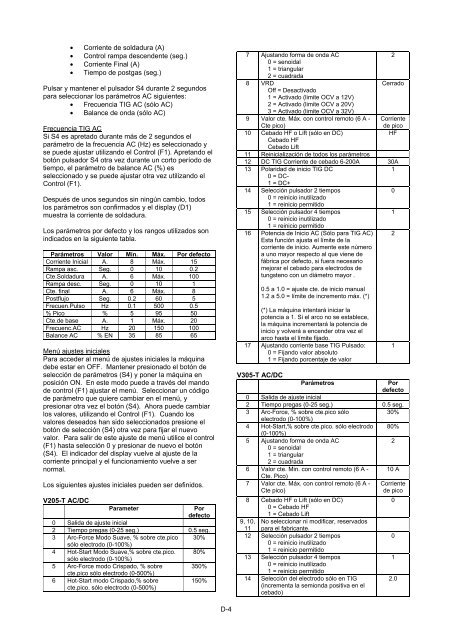
• Corriente de soldadura (A)• Control rampa descendente (seg.)• Corriente Final (A)• Tiempo de postgas (seg.)Pulsar y mantener el pulsador S4 durante 2 segundospara seleccionar los parámetros AC siguientes:• Frecuencia TIG AC (sólo AC)• Balance de onda (sólo AC)Frecuencia TIG ACSi S4 es apretado durante más de 2 segundos elparámetro de la frecuencia AC (Hz) es seleccionado yse puede ajustar utilizando el Control (F1). Apretando elbotón pulsador S4 otra vez durante un corto período detiempo, el parámetro de balance AC (%) esseleccionado y se puede ajustar otra vez utilizando elControl (F1).Después de unos segundos sin ningún cambio, todoslos parámetros son confirmados y el display (D1)muestra la corriente de soldadura.Los parámetros por defecto y los rangos utilizados sonindicados en la siguiente tabla.Parámetros Valor Mín. Máx. Por defectoCorriente Inicial A. 8 Máx. 15Rampa asc. Seg. 0 10 0.2Cte.Soldadura A. 6 Máx. 100Rampa desc. Seg. 0 10 1Cte. final A. 6 Máx. 8Postflujo Seg. 0.2 60 5Frecuen.Pulso Hz 0.1 500 0.5% Pico % 5 95 50Cte.de base A. 1 Máx. 20Frecuenc.AC Hz 20 150 100Balance AC % EN 35 85 65Menú ajustes inicialesPara <strong>ac</strong>ceder al menú de ajustes iniciales la máquinadebe estar en OFF. Mantener presionado el botón deselección de parámetros (S4) y poner la máquina enposición ON. En este modo puede a través del mandode control (F1) ajustar el menú. Seleccionar un códigode parámetro que quiere cambiar en el menú, ypresionar otra vez el botón (S4). Ahora puede cambiarlos valores, utilizando el Control (F1). Cuando losvalores deseados han sido seleccionados presione elbotón de selección (S4) otra vez para fijar el nuevovalor. Para salir de este ajuste de menú utilice el control(F1) hasta selección 0 y presionar de nuevo el botón(S4). El indicador del display vuelve al ajuste de l<strong>ac</strong>orriente principal y el funcionamiento vuelve a sernormal.Los siguientes ajustes iniciales pueden ser definidos.V205-T AC/DCParameterPordefecto0 Salida de ajuste inicial2 Tiempo pregas (0-25 seg.) 0.5 seg.3 Arc-Force Modo Suave, % sobre cte.pico 30%sólo electrodo (0-100%)4 Hot-Start Modo Suave,% sobre cte.pico. 80%sólo electrodo (0-100%)5 Arc-Force modo Crispado, % sobre 350%cte.pico sólo electrodo (0-500%)6 Hot-Start modo Crispado,% sobrecte.pico. sólo electrodo (0-500%)150%7 Ajustando forma de onda AC0 = senoidal1 = triangular2 = cuadrada8 VRDOff = Des<strong>ac</strong>tivado1 = Activado (limite OCV a 12V)2 = Activado (limite OCV a 20V)3 = Activado (limite OCV a 32V)9 Valor cte. Máx. con control remoto (6 A -Cte pico)10 Cebado HF o Lift (sólo en DC)Cebado HFCebado Lift11 Reinicializ<strong>ac</strong>ión de todos los parámetros2CerradoCorrientede picoHF12 DC TIG Corriente de cebado 6-200A 30A13 Polaridad de inicio TIG DC0 = DC-1 = DC+114 Selección pulsador 2 tiempos0 = reinicio inutilizado1 = reinicio permitido15 Selección pulsador 4 tiempos0 = reinicio inutilizado1 = reinicio permitido16 Potencia de Inicio AC (Sólo para TIG AC)Esta función ajusta el límite de l<strong>ac</strong>orriente de inicio. Aumente este númeroa uno mayor respecto al que viene defábrica por defecto, si fuera necesariomejorar el cebado para electrodos detungsteno con un diámetro mayor .0.5 a 1.0 = ajuste cte. de inicio manual1.2 a 5.0 = límite de incremento máx. (*)(*) La máquina intentará iniciar lapotencia a 1. Si el arco no se establece,la máquina incrementará la potencia deinicio y volverá a encender otra vez elarco hasta el límite fijado.17 Ajustando corriente base TIG Pulsado:0 = Fijando valor absoluto1 = Fijando porcentaje de valorV305-T AC/DCParámetrosPordefecto0 Salida de ajuste inicial2 Tiempo pregas (0-25 seg.) 0.5 seg.3 Arc-Force, % sobre cte.pico sólo30%electrodo (0-100%)4 Hot-Start,% sobre cte.pico. sólo electrodo 80%(0-100%)5 Ajustando forma de onda AC20 = senoidal1 = triangular2 = cuadrada6 Valor cte. Min. con control remoto (6 A - 10 ACte. Pico)7 Valor cte. Máx. con control remoto (6 A -Cte pico)Corrientede pico8 Cebado HF o Lift (sólo en DC)00 = Cebado HF1 = Cebado Lift9, 10,11No seleccionar ni modificar, reservadospara el fabricante.12 Selección pulsador 2 tiempos00 = reinicio inutilizado1 = reinicio permitido13 Selección pulsador 4 tiempos10 = reinicio inutilizado1 = reinicio permitido14 Selección del electrodo sólo en TIG(incrementa la semionda positiva en elcebado)2.00121D-4













