

invertec v205-t ac/dc & v305-t ac/dc - Lincoln Electric - documentations
invertec v205-t ac/dc & v305-t ac/dc - Lincoln Electric - documentations
invertec v205-t ac/dc & v305-t ac/dc - Lincoln Electric - documentations

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
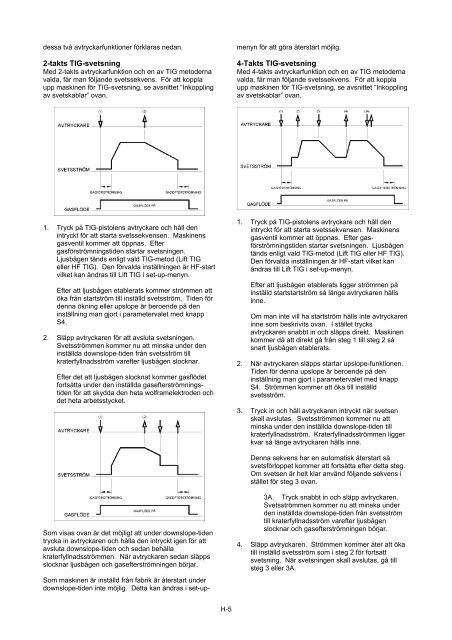
dessa två avtryckarfunktioner förklaras nedan.2-takts TIG-svetsningMed 2-takts avtryckarfunktion och en av TIG metodernavalda, får man följande svetssekvens. För att kopplaupp maskinen för TIG-svetsning, se avsnittet “Inkopplingav svetskablar” ovan.Som maskinen är inställd från fabrik är återstart underdownslope-tiden inte möjlig. Detta kan ändras i set-upmenynför att göra återstart möjlig.4-Takts TIG-svetsningMed 4-takts avtryckarfunktion och en av TIG metodernavalda, får man följande svetssekvens. För att kopplaupp maskinen för TIG-svetsning, se avsnittet “Inkopplingav svetskablar” ovan.1. Tryck på TIG-pistolens avtryckare och håll denintryckt för att starta svetssekvensen. Maskinensgasventil kommer att öppnas. Eftergasförströmningstiden startar svetsningen.Ljusbågen tänds enligt vald TIG-metod (Lift TIGeller HF TIG). Den förvalda inställningen är HF-startvilket kan ändras till Lift TIG i set-up-menyn.Efter att ljusbågen etablerats kommer strömmen attöka från startström till inställd svetsström. Tiden fördenna ökning eller upslope är beroende på deninställning man gjort i parametervalet med knappS4.2. Släpp avtryckaren för att avsluta svetsningen.Svetsströmmen kommer nu att minska under deninställda downslope-tiden från svetsström tillkraterfyllnadsström varefter ljusbågen slocknar.Efter det att ljusbågen slocknat kommer gasflödetfortsätta under den inställda gasefterströmningstidenför att skydda den heta wolframelektroden ochdet heta arbetsstycket.1. Tryck på TIG-pistolens avtryckare och håll denintryckt för att starta svetssekvensen. Maskinensgasventil kommer att öppnas. Efter gasförströmningstidenstartar svetsningen. Ljusbågentänds enligt vald TIG-metod (Lift TIG eller HF TIG).Den förvalda inställningen är HF-start vilket kanändras till Lift TIG i set-up-menyn.Efter att ljusbågen etablerats ligger strömmen påinställd startstartström så länge avtryckaren hållsinne.Om man inte vill ha startström hålls inte avtryckareninne som beskrivits ovan. I stället trycksavtryckaren snabbt in och släpps direkt. Maskinenkommer då att direkt gå från steg 1 till steg 2 såsnart ljusbågen etablerats.2. När avtryckaren släpps startar upslope-funktionen.Tiden för denna upslope är beroende på deninställning man gjort i parametervalet med knappS4. Strömmen kommer att öka till inställdsvetsström.3. Tryck in och håll avtryckaren intryckt när svetsenskall avslutas. Svetsströmmen kommer nu attminska under den inställda downslope-tiden tillkraterfyllnadsström. Kraterfyllnadsströmmen liggerkvar så länge avtryckaren hålls inne.Denna sekvens har en automatisk återstart såsvetsförloppet kommer att fortsätta efter detta steg.Om svetsen är helt klar använd följande sekvens istället för steg 3 ovan.Som visas ovan är det möjligt att under downslope-tidentrycka in avtryckaren och hålla den intryckt igen för attavsluta downslope-tiden och sedan behållakraterfyllnadsströmmen. När avtryckaren sedan släppsslocknar ljusbågen och gasefterströmningen börjar.3A. Tryck snabbt in och släpp avtryckaren.Svetsströmmen kommer nu att minska underden inställda downslope-tiden från svetsströmtill kraterfyllnadsström varefter ljusbågenslocknar och gasefterströmningen börjar.4. Släpp avtryckaren. Strömmen kommer åter att ökatill inställd svetsström som i steg 2 för fortsattsvetsning. När svetsningen skall avslutas, gå tillsteg 3 eller 3A.H-5













