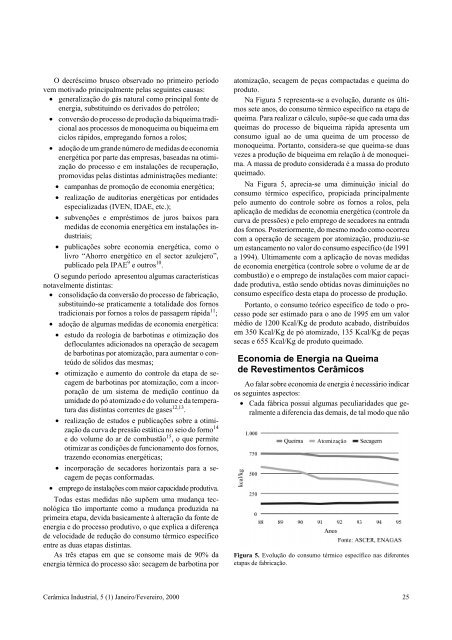
O <strong>de</strong>créscimo brusco observado no primeiro períodov<strong>em</strong> motivado principalmente pelas seguintes causas:• generalização do gás natural como principal fonte <strong>de</strong>energia, substituindo os <strong>de</strong>rivados do petróleo;• conversão do processo <strong>de</strong> produção da biqueima tradicionalaos processos <strong>de</strong> monoqueima ou biqueima <strong>em</strong>ciclos rápidos, <strong>em</strong>pregando fornos a rolos;• adoção <strong>de</strong> um gran<strong>de</strong> número <strong>de</strong> medidas <strong>de</strong> economiaenergética por parte das <strong>em</strong>presas, baseadas na otimizaçãodo processo e <strong>em</strong> instalações <strong>de</strong> recuperação,promovidas pelas distintas administrações mediante:• campanhas <strong>de</strong> promoção <strong>de</strong> economia energética;• realização <strong>de</strong> auditorias energéticas por entida<strong>de</strong>sespecializadas (IVEN, IDAE, etc.);• subvenções e <strong>em</strong>préstimos <strong>de</strong> juros baixos paramedidas <strong>de</strong> economia energética <strong>em</strong> instalações industriais;• publicações sobre economia energética, como olivro “Ahorro energético en el sector azulejero”,publicado pela IPAE 9 e outros 10 .O segundo período apresentou algumas característicasnotavelmente distintas:• consolidação da conversão do processo <strong>de</strong> fabricação,substituindo-se praticamente a totalida<strong>de</strong> dos fornostradicionais por fornos a rolos <strong>de</strong> passag<strong>em</strong> rápida 11 ;• adoção <strong>de</strong> algumas medidas <strong>de</strong> economia energética:• estudo da reologia <strong>de</strong> barbotinas e otimização dos<strong>de</strong>floculantes adicionados na operação <strong>de</strong> secag<strong>em</strong><strong>de</strong> barbotinas por atomização, para aumentar o conteúdo<strong>de</strong> sólidos das mesmas;• otimização e aumento do controle da etapa <strong>de</strong> secag<strong>em</strong><strong>de</strong> barbotinas por atomização, com a incorporação<strong>de</strong> um sist<strong>em</strong>a <strong>de</strong> medição contínuo daumida<strong>de</strong> do pó atomizado e do volume e da t<strong>em</strong>peraturadas distintas correntes <strong>de</strong> gases 12,13 .• realização <strong>de</strong> estudos e publicações sobre a otimizaçãoda curva <strong>de</strong> pressão estática no seio do forno 14e do volume do ar <strong>de</strong> combustão 15 , o que permiteotimizar as condições <strong>de</strong> funcionamento dos fornos,trazendo economias energéticas;• incorporação <strong>de</strong> secadores horizontais para a secag<strong>em</strong><strong>de</strong> peças conformadas.• <strong>em</strong>prego <strong>de</strong> instalações com maior capacida<strong>de</strong> produtiva.Todas estas medidas não supõ<strong>em</strong> uma mudança tecnológicatão importante como a mudança produzida naprimeira etapa, <strong>de</strong>vida basicamente à alteração da fonte <strong>de</strong>energia e do processo produtivo, o que explica a diferença<strong>de</strong> velocida<strong>de</strong> <strong>de</strong> redução do consumo térmico específicoentre as duas etapas distintas.As três etapas <strong>em</strong> que se consome mais <strong>de</strong> 90% daenergia térmica do processo são: secag<strong>em</strong> <strong>de</strong> barbotina poratomização, secag<strong>em</strong> <strong>de</strong> peças compactadas e queima doproduto.Na Figura 5 representa-se a evolução, durante os últimossete anos, do consumo térmico específico na etapa <strong>de</strong>queima. Para realizar o cálculo, supõe-se que cada uma dasqueimas do processo <strong>de</strong> biqueima rápida apresenta umconsumo igual ao <strong>de</strong> uma queima <strong>de</strong> um processo <strong>de</strong>monoqueima. Portanto, consi<strong>de</strong>ra-se que queima-se duasvezes a produção <strong>de</strong> biqueima <strong>em</strong> relação à <strong>de</strong> monoqueima.A massa <strong>de</strong> produto consi<strong>de</strong>rada é a massa do produtoqueimado.Na Figura 5, aprecia-se uma diminuição inicial doconsumo térmico específico, propiciada principalmentepelo aumento do controle sobre os fornos a rolos, pelaaplicação <strong>de</strong> medidas <strong>de</strong> economia energética (controle dacurva <strong>de</strong> pressões) e pelo <strong>em</strong>prego <strong>de</strong> secadores na entradados fornos. Posteriormente, do mesmo modo como ocorreucom a operação <strong>de</strong> secag<strong>em</strong> por atomização, produziu-seum estancamento no valor do consumo específico (<strong>de</strong> 1991a 1994). Ultimamente com a aplicação <strong>de</strong> novas medidas<strong>de</strong> economia energética (controle sobre o volume <strong>de</strong> ar <strong>de</strong>combustão) e o <strong>em</strong>prego <strong>de</strong> instalações com maior capacida<strong>de</strong>produtiva, estão sendo obtidas novas diminuições noconsumo específico <strong>de</strong>sta etapa do processo <strong>de</strong> produção.Portanto, o consumo teórico específico <strong>de</strong> todo o processopo<strong>de</strong> ser estimado para o ano <strong>de</strong> 1995 <strong>em</strong> um valormédio <strong>de</strong> 1200 Kcal/Kg <strong>de</strong> produto acabado, distribuídos<strong>em</strong> 350 Kcal/Kg <strong>de</strong> pó atomizado, 135 Kcal/Kg <strong>de</strong> peçassecas e 655 Kcal/Kg <strong>de</strong> produto queimado.Economia <strong>de</strong> <strong>Energia</strong> na Queima<strong>de</strong> <strong>Revestimentos</strong> CerâmicosAo falar sobre economia <strong>de</strong> energia é necessário indicaros seguintes aspectos:• Cada fábrica possui algumas peculiarida<strong>de</strong>s que geralmentea diferencia das <strong>de</strong>mais, <strong>de</strong> tal modo que nãoFigura 5. Evolução do consumo térmico específico nas diferentesetapas <strong>de</strong> fabricação.Cerâmica Industrial, 5 (1) Janeiro/Fevereiro, 2000 25
necessariamente será possível utilizar todas as técnicasindicadas no presente trabalho;• Antes da realização <strong>de</strong> qualquer ação para a reduçãodo consumo energético, é necessário conhecer a distribuiçãodo mesmo nas distintas seções da fábrica erealizar balanços energéticos nas instalações consumidoras<strong>de</strong> energia com o objetivo <strong>de</strong> <strong>de</strong>terminar <strong>em</strong>quais pontos são produzidas as maiores perdas e quaissão suscetíveis <strong>de</strong> redução ou recuperação.• Em todas as alternativas oferecidas, consi<strong>de</strong>ra-secomo condição primordial a manutenção das condições<strong>de</strong> qualida<strong>de</strong> do produto, ou inclusive melhorias,verificando-se as alternativas vantajosas doponto <strong>de</strong> vista da economia energética que não sãoprejudiciais à qualida<strong>de</strong> do produto.Em geral, as medidas a ser<strong>em</strong> adotadas se divi<strong>de</strong>m <strong>em</strong>três gran<strong>de</strong>s grupos, <strong>de</strong> acordo com a importânciaeconômica das mesmas e com os princípios <strong>de</strong> economiaenergética.Melhora da manutenção e dos modos <strong>de</strong> operaçãoEste aspecto se caracteriza por uma campanha <strong>de</strong> conscientizaçãopessoal da importância da economia energética,pela intensificação da manutenção e doaproveitamento máximo das instalações existentes. Tudoisso baseado no critério: “a melhor recuperação energéticaconsiste <strong>em</strong> consumir o menos possível”.S<strong>em</strong> nenhuma dúvida, a maior dificulda<strong>de</strong> apresentadapelas ações compreendidas neste grupo, é conseguirromper com uma série <strong>de</strong> costumes estabelecidos no seiodo processo produtivo.Realização <strong>de</strong> instalações <strong>de</strong> recuperaçãoDe maneira geral, trata-se <strong>de</strong> mudanças pequenas oumédias, com t<strong>em</strong>pos <strong>de</strong> recuperação muito curtos. Oscritérios utilizados para as instalações <strong>de</strong> recuperação são:a) Consi<strong>de</strong>ra-se que toda recuperação é possível, <strong>de</strong>s<strong>de</strong>que não provoque efeitos negativos sobre o ambienteinterno ou externo da fábrica;b) A melhor recuperação energética que po<strong>de</strong>-se realizar<strong>em</strong> uma instalação é aquela que é efetuada sobre simesma;c) Quanto maior é a t<strong>em</strong>peratura da <strong>em</strong>issão gasosa quepreten<strong>de</strong>-se recuperar, maior é a qualida<strong>de</strong> da economiaenergética realizada;d) A melhor utilização do calor recuperado é aquela querequer a menor transformação possível.Substituição <strong>de</strong> equipamentos e processosPor último, aparec<strong>em</strong> as medidas mais drásticas e custosas,como a troca <strong>de</strong> combustível, a troca <strong>de</strong> equipamentos(fornos, etc.), a transformação do processo e inclusive<strong>de</strong> todo o processo.Por último, cabe ressaltar que procurou-se quantificartodas as ações <strong>de</strong> economia indicadas da maneira maispróxima da realida<strong>de</strong>. No entanto, exist<strong>em</strong> algumas ações<strong>em</strong> que é muito difícil chegar a valores concretos, mas quesão vantajosas sob o ponto <strong>de</strong> vista do conjunto qualida<strong>de</strong>produção-consumo.Economia <strong>de</strong> energia nas instalações <strong>de</strong> queimaOtimização do modo <strong>de</strong> produçãoi) Utilização <strong>de</strong> composições mais fun<strong>de</strong>ntes e que nãoapresentam “coração negro”Composições mais fun<strong>de</strong>ntes. As composições <strong>de</strong> massasque apresentam baixa t<strong>em</strong>peratura <strong>de</strong> gresificação, comum intervalo <strong>de</strong> queima relativamente amplo são maisa<strong>de</strong>quadas que as composições mais refratárias. Consequent<strong>em</strong>entesua utilização permite a obtenção <strong>de</strong> consumosenergéticos mais baixos.As massas argilosas formuladas com argilas vermelhasnaturais do tipo ilítico-caulinítica, com predomínio daestrutura ilítica, apresentam <strong>em</strong> sua composição uma maiorproporção <strong>de</strong> óxidos fun<strong>de</strong>ntes e <strong>de</strong> óxido <strong>de</strong> ferro, que asargilas cauliníticas e as argilas brancas, resultando <strong>em</strong> umat<strong>em</strong>peratura <strong>de</strong> gresificação mais baixa. Deste modo, sãomais a<strong>de</strong>quadas para a redução do consumo energético. Asargilas com conteúdos <strong>em</strong> carbonato superiores a 3-4%,além <strong>de</strong> reduzir<strong>em</strong> consi<strong>de</strong>ravelmente o intervalo <strong>de</strong> gresificaçãoda massa, aumentam a t<strong>em</strong>peratura <strong>de</strong> gresificação,inviabilizando sua utilização para a fabricação <strong>de</strong> produtosgresificados.As argilas com elevados conteúdos <strong>de</strong> quartzo tambémapresentam t<strong>em</strong>peraturas mais elevadas <strong>de</strong> gresificação.Por outro lado, convém ressaltar que um aumento excessivo<strong>de</strong> fun<strong>de</strong>ntes na massa, além <strong>de</strong> diminuir a t<strong>em</strong>peratura<strong>de</strong> gresificação, ocasiona geralmente uma redução dointervalo <strong>de</strong> gresificação, o que favorece o surgimento <strong>de</strong>probl<strong>em</strong>as <strong>de</strong> esquadro e calibres no produto queimado.Resulta, portanto, conveniente na formulação <strong>de</strong> novascomposições, a realização dos diagramas <strong>de</strong> gresificaçãocom o objetivo <strong>de</strong> <strong>de</strong>terminar a t<strong>em</strong>peratura <strong>de</strong> queima e ointervalo <strong>de</strong> gresificação.Composições com ausência <strong>de</strong> “coração negro”. Asmassas que apresentam matéria orgânica <strong>em</strong> sua composição,ainda que <strong>em</strong> pequenas proporções (menores que0,5%), quando são queimadas <strong>em</strong> ciclos rápidos (45 minutos),<strong>de</strong>vido a combustão incompleta da matéria orgânica,apresentam o <strong>de</strong>feito conhecido como “coraçãonegro”, que po<strong>de</strong> causar pinchados ou <strong>de</strong>formações naspeças.Para evitar este <strong>de</strong>feito, estas massas <strong>de</strong>v<strong>em</strong> ser queimadas<strong>em</strong> ciclos mais longos, com amplo patamar <strong>de</strong>t<strong>em</strong>peratura entre 800 e 1000 o C e com uma atmosfera maisrica <strong>em</strong> oxigênio do que aquelas que não apresentamtendência à formação <strong>de</strong>ste <strong>de</strong>feito. Estes fatos resultam <strong>em</strong>26 Cerâmica Industrial, 5 (1) Janeiro/Fevereiro, 2000