05-2006, Tema Förbindningsteknik (7 Mbyte, pdf) - Elektroniktidningen
05-2006, Tema Förbindningsteknik (7 Mbyte, pdf) - Elektroniktidningen
05-2006, Tema Förbindningsteknik (7 Mbyte, pdf) - Elektroniktidningen

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
The Print: To start at the beginning, what<br />
needs to be changed to produce RoHS<br />
compliant products?<br />
Vidar Wernöe: First of all designers need<br />
to find components that comply with the<br />
directive. Secondly they need to manufacture<br />
the product in a leadfree process. As for the<br />
banned substances, the issue is about removing<br />
lead without affecting the product`s long term<br />
reliability.<br />
The P: And?<br />
VW: Well, essentially there are several key<br />
problems that arise, at the component, PCB<br />
and layout levels and at a political one. For the<br />
first; when using the viable alternatives such<br />
as a tin/silver/copper compound (SAC), much<br />
higher soldering temperatures are required<br />
(around 40ºC higher) which can lead to serious<br />
overheating problems. Such problems may occur<br />
where products include components of greatly<br />
different thermal mass e.g in power electronics.<br />
Surface mount electrolytic capacitors, for<br />
example, are temperature-sensitive and<br />
overheating can cause irreparable damage.<br />
The P: Can they not be developed to<br />
withstand more heat?<br />
VW: Yes they can. The Japanese, for example,<br />
have been doing leadfree soldering for<br />
some time now, but mainly for consumer<br />
electronics. For industrial products we have a<br />
lack of reliability data and this is a problem. The<br />
production process window has, in leadfree,<br />
become much tighter and this requires a careful<br />
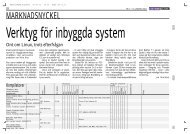
CAD version of heat reliefs<br />
design. Designers need to analyse not only the<br />
electrical data of a component but also examine<br />
the the process temperature specifications.<br />
Ideally a component should sustain a process<br />
temperature of 260 ºC. Components exposed<br />
for over-temperature may cause faults that may<br />
not be detected straightaway in the final tests.<br />
So designers need to go through each single<br />
component used, in order to check its RoHS<br />
compliance, electrical data and the soldering<br />
parameters. This can easily entail checking<br />
the data of more than 1000s of part numbers<br />
for each single new product design or design<br />
change/product update. There is also a key<br />
political issue. Here in Sweden for example<br />
we have asked the Swedish authoritative<br />
body KEMI for guidance regarding proving<br />
compliance and what kind of documentation<br />
they want us to show. They have declined to<br />
give such guidelines however and it may cause<br />
tremendous additional work if it has to be done<br />
retrospectively after a development project is<br />
closed.<br />
The P: You also mentioned PCBs and layout?<br />
VW: Yes. Again because of the effects of the<br />
higher temperatures, the board can warp in<br />
the surface mount production process if there<br />
is an imbalance in the distribution of copper<br />
used. A recommendation is to use “teardrops”<br />
in the layout design. This is where, when a wire<br />
connects to a via, it does not go straight in but<br />
the end is teardrop-formed for extra mass to<br />
diminish the chances of it disconnecting when<br />
heated up. In addition, for larger hole-mounted<br />
components that connect to a larger copper<br />
layer, so-called “heat reliefs” are required to<br />
be able to get an acceptable solder result.<br />
Another recommendation is to widen the hole<br />
slightly. During a leadfree soldering process,<br />
the PCB will be exposed to higher temperatures<br />
than in the past. As a consequence the PCB<br />
matieral chosen is an issue but the key issue is<br />
not to overspecify. Polyclad FR4 370 has better<br />
qualities than standard FR4. It has a high Tg, less<br />
z-value expansion at higher temperatures and<br />
delamination takes longer, but the higher costs<br />
must be weighed up against precise needs.<br />
The P: Inspite of the mammoth amounts of<br />
extra work, are the efforts worth it?<br />
VW: Oh yes. In about a year and a half`s time,<br />
I think the dust will have settled and even<br />
those getting to grips with the issues late will<br />
be producing good quality products with long<br />
reliability guarantees, but there is still some way<br />
to go at a political level to ensure that RoHS<br />
compliancy can be proven and audited in an<br />
appropriate and consistent manner. My advice is<br />
to ask and look for other company`s experience<br />
in RoHS design. We at Elektronikkonsult have,<br />
for example, published our best practices on our<br />
website. This information can be downloaded at<br />
www.elektronikkonsult.se<br />
The P: Finally, we have to ask. As a customer<br />
of Elprint since 2004 are you a happy one?<br />
VW: The Elprint service is reliable, quick, cost-<br />
effective and with a wide product range and<br />
choice of materials so the answer must be yes!<br />
Heat reliefs are recommended for larger<br />
hole-mounted components