
Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Malzeme Seçimi: İmalatı yapılacak bombeler için; kataloğumuzda önerilen veya eşdeğer olan malzemeler kullanılmalıdır. Burada<br />
yer almayan malzemelerden bombe yapılacaksa firmamız Teknik Ofisine danışılmalıdır. Fiziksel ve kimyasal özellikleri soğuk şekillendirmeye<br />
uygun sertifikalı, UT kontrolü yapılmış ve Normalize edilmiş malzemeler tercih edilmelidir.<br />
Defining the Washer Diameter and Plate Thickness:<br />
Dished head washer measurement; can be calculated theoretically<br />
with the formulas given in our catalogue. But washer<br />
diameter can change with the extension which arises during<br />
manufacture depending upon the washer type, diameter and<br />
wall thickness of the material and other factors. Therefore, it<br />
must CERTAINLY be received approval from our Technical Office<br />
for washer diameter measurement. Dished head manufacture<br />
pictures to be conveyed to our company is important for<br />
determining the washer diameter measurement suitable for<br />
the dished head to be manufactured. In dished head pressing<br />
and plastering works; the minimum wall thickness (Minimum<br />
After Forming: MAF) in dished head wall thickness according<br />
to material quality, diameter and measurement must CER-<br />
TAINLY be notified and the necessary plate thickness before<br />
pressing must be ascertained.<br />
Pul Çapı Ölçüsü ve Plaka Kalınlığının Belirlenmesi:<br />
Bombe pulu ölçüsü; kataloğumuzda verilen formüllerle teorik<br />
olarak hesaplanabilmektedir. Ancak malzeme kalitesine,<br />
bombe tipine, çapına ve et kalınlığına bağlı olarak bombe<br />
imalatı esnasında oluşacak uzamalar ve diğer faktörler ile<br />
pul çapı ölçüsü değişmektedir. Bu nedenle pul çapı ölçüsü<br />
için MUTLAKA firmamız Teknik Ofisinden onay alınmalıdır.<br />
Pul çapı ölçüsünün; imalatı yapılacak bombeye uygun olarak<br />
tespit edilebilmesi için bombe imalat resimlerinin firmanıza<br />
iletilmesi uygun olacaktır. Bombe presleme ve sıvama işlemlerinde;<br />
malzeme kalitesine, bombe tipi, çapı ve ölçüsüne<br />
göre bombe et kalınlığında incelmeler olmaktadır. Bu<br />
nedenle varsa basım sonrası minimum et kalınlığı (Minimum<br />
After Forming: MAF) MUTLAKA bildirilmeli ve basım öncesi<br />
gerekli plaka kalınlığı öğrenilmelidir.<br />
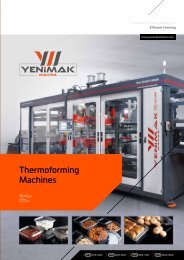
For washer source; an inlet must certainly be opened depending<br />
upon the wall thickness and source management, electrode<br />
and welding rod must be chosen in accordance with<br />
material quality and heat input must be arranged to a value<br />
that will not conduce toward stiffening in the welding area.<br />
Pre-heating must be done to welding area in thick materials<br />
before welding. Necessary precautions must be taken for shock<br />
cooling not to happen. Centring must not be done on the<br />
material and gusset plate, lifting lug etc. must not be welded.<br />
These may cause fractures during pressing. The weldings must<br />
be equal with the washer surface and excrescences must be<br />
rectified if the welding height brims over.<br />
t<br />
D<br />
PICTURE - RESİM 4<br />
Pul kaynağı için; mutlaka et kalınlığına ve kaynak yöntemine<br />
bağlı olarak kaynak ağzı açılmalı, malzeme kalitesine<br />
uygun elektrot ve kaynak teli seçilmeli ve ısı girdisi kaynak<br />
bölgesinde sertleşmeye neden olmayacak değere ayarlanmalıdır.<br />
Kaynak yapılmadan önce özellikle kalın malzemelerde<br />
kaynak bölgesine ön tav yapılmalıdır. Ani soğuma<br />
olmaması için gerekli önlemler alınmalıdır. Malzeme üzerine<br />
punta atılmamalı ve bayrak, mapa vs. kaynatılmamalıdır.<br />
Bunlar presleme esnasında çatlamalara sebep olmaktadır.<br />
Yapılan kaynaklar pul yüzeyi ile eşit olmalı kaynak yüksekliği<br />
fazla olursa fazlalıklar yüzeyle sıfır taşlanmalıdır. (Resim 4)<br />
t<br />
PUL İÇ YÜZEYİ<br />
PUL DIŞ YÜZEYİ<br />
Dpul<br />
PUL İÇ YÜZEYİ<br />
PUL DIŞ YÜZEYİ<br />
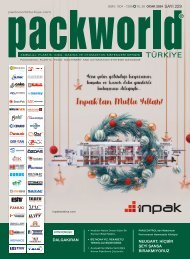
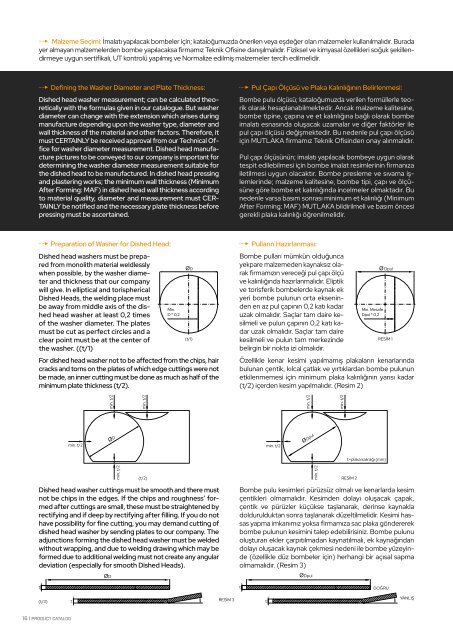
Preparation of Washer for Dished Head:<br />
Dished head washers must be prepared<br />
from monolith material weldlessly<br />
when possible, by the washer diameter<br />
and thickness that our company<br />
will give. In elliptical and torispherical<br />
Dished Heads, the welding place must<br />
be away from middle axis of the dished<br />
head washer at least 0,2 times<br />
of the washer diameter. The plates<br />
must be cut as perfect circles and a<br />
clear point must be at the center of<br />
the washer. ((t/1)<br />
For dished head washer not to be affected from the chips, hair<br />
cracks and torns on the plates of which edge cuttings were not<br />
be made, an inner cutting must be done as much as half of the<br />
minimum plate thickness (t/2).<br />
Dished head washer cuttings must be smooth and there must<br />
not be chips in the edges. If the chips and roughness’ formed<br />
after cuttings are small, these must be straightened by<br />
rectifying and if deep by rectifying after filling. If you do not<br />
have possibility for fine cutting, you may demand cutting of<br />
dished head washer by sending plates to our company. The<br />
adjunctions forming the dished head washer must be welded<br />
without wrapping, and due to welding drawing which may be<br />
formed due to additional welding must not create any angular<br />
deviation (especially for smooth Dished Heads).<br />
t<br />
(t/3)<br />
min. t/2<br />
t<br />
min. t/2<br />
D<br />
D<br />
min. t/2<br />
min. t/2<br />
(t/2)<br />
Min.<br />
D * 0,2<br />
D<br />
(t/1)<br />
RESİM 3<br />
Pulların Hazırlanması:<br />
Bombe pulları mümkün olduğunca<br />
yekpare malzemeden kaynaksız olarak<br />
firmamızın vereceği pul çapı ölçü<br />
ve kalınlığında hazırlanmalıdır. Eliptik<br />
ve torisferik bombelerde kaynak ek<br />
yeri bombe pulunun orta ekseninden<br />
en az pul çapının 0,2 katı kadar<br />
uzak olmalıdır. Saçlar tam daire kesilmeli<br />
ve pulun çapının 0,2 katı kadar<br />
uzak olmalıdır. Saçlar tam daire<br />
kesilmeli ve pulun tam merkezinde<br />
belirgin bir nokta izi olmalıdır.<br />
Özellikle kenar kesimi yapılmamış plakaların kenarlarında<br />
bulunan çentik, kılcal çatlak ve yırtıklardan bombe pulunun<br />
etkilenmemesi için minimum plaka kalınlığının yarısı kadar<br />
(t/2) içerden kesim yapılmalıdır. (Resim 2)<br />
Bombe pulu kesimleri pürüzsüz olmalı ve kenarlarda kesim<br />
çentikleri olmamalıdır. Kesimden dolayı oluşacak çapak,<br />
çentik ve pürüzler küçükse taşlanarak, derinse kaynakla<br />
doldurulduktan sonra taşlanarak düzeltilmelidir. Kesimi hassas<br />
yapma imkanımız yoksa firmamıza sac plaka göndererek<br />
bombe pulunun kesimini talep edebilirisiniz. Bombe pulunu<br />
oluşturan ekler çarpıtılmadan kaynatılmalı, ek kaynağından<br />
dolayı oluşacak kaynak çekmesi nedeni ile bombe yüzeyinde<br />
(özellikle düz bombeler için) herhangi bir açısal sapma<br />
olmamalıdır. (Resim 3)<br />
t<br />
t<br />
min. t/2<br />
min. t/2<br />
Dpul<br />
Dpul<br />
min. t/2<br />
min. t/2<br />
Min. Mesafe<br />
Dpul * 0,2<br />
RESİM 1<br />
t=plaka kalınlığı (mm)<br />
RESİM 2<br />
Dpul<br />
DOĞRU<br />
YANLIŞ<br />
HEAT TREATMENT<br />
ISIL İŞLEM<br />
Güven Bombe, according to the agreement, does the heat treatment in the<br />
furnaces of which all the electronic devices are calibrated.<br />
Güven Bombe, 2500 X 2500 X 2000 mm ebatındaki fırınlarında, bu ebatlardaki tüm malzemelere ısıl işlem uygular. Fırınlarımız,<br />
elektrik ısıtmalı ve elektronik kontrollü olup tüm elektronik cihazları (termokupullar, yazıcı, programlama cihazı) kalibrasyonludur.<br />
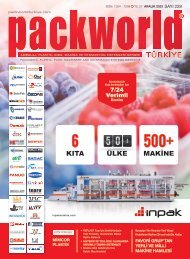
TOLERANCES<br />
TOLERANSLAR<br />
The flange height shall be not more than 3,5t. Above 50 mm plate thickness<br />
flange heights shall be subject to agreement. If the tolerances are not given<br />
in the agreement, the tolerances below are then valid.<br />
Düz kısım (h1) yüksekliği 3,5 t’den fazla olamaz. Aynı zamanda, 50 mm ve üzeri sac kalınlıkları için (h1) yükseliği sözleşmede belirtilmelidir.<br />
Sözleşmede toleranslar belirtilmemiş ise aşağıda yazılı toleranslar geçerlidir.<br />
Limit Deviations for Circumference | Çevre Ölçüsünde Sapma<br />
Meterial<br />
Malzeme<br />
Carbon Steel<br />
Karbon Çeliği<br />
Stainless Steel<br />
Paslanmaz Çelik<br />
Ovallik (u)<br />
Outside Diameter (D)<br />
Dış Çap (D)<br />
D < 100<br />
Limit deviations for circumfence<br />
Çevre Ölçüsünden Sapma<br />
± 3 mm<br />
100 ≤ D < 300 ± 4 mm<br />
300 ≤ D < 1000 ± % 0,4<br />
1000 ≤ D ≤ 4000 ± % 0,3<br />
D < 100<br />
Out of roundness (u)<br />
± 3 mm<br />
100 ≤ D < 300 ± 5 mm<br />
300 ≤ D < 4000 + % 0,5 - % 0,7<br />
u = 2 (DMAX - DMİN) x 100 ≤ 0,01<br />
(DMAX – DMİN)<br />
Total Height (H)<br />
H= + 0,015 D or + 10 mm<br />
u = 2 (DMAX - DMİN) x 100 ≤ 0,01<br />
(DMAX – DMİN)<br />
Toplam yükseklik (H)<br />
H= + 0,015 D or + 10 mm<br />
(t/4)<br />
DOĞRU<br />
Permissible Deflection Of Flange (H1)<br />
Silindirik Kısımdan (H/1) Sapma<br />
Dışa Açık<br />
D α β<br />
< 1000 ≤ 4°<br />
≥ 1000 ≤ 5°<br />
Thickness After Forming<br />
YANLIŞ<br />
Thickness after forming must be given in the<br />
agreement.<br />
Şekillendirme sonrası sac kalınlığı (İncelme)<br />
Şekillendirme sonrası sac kalınlığı (incelme) sözleşmede<br />
belirtilmelidir.<br />
2°<br />
İçe Dönük<br />
16 I PRODUCT CATALOG PRODUCT CATALOG I 17