×
Your ePaper is waiting for publication!
By publishing your document, the content will be optimally indexed by Google via AI and sorted into the right category for over 500 million ePaper readers on YUMPU.
This will ensure high visibility and many readers!
PUBLISH DOCUMENT
No, I renounce more range.
You can find your publication here:
Share your interactive ePaper on all platforms and on your website with our embed function
⬤
⬤
右键另存为 - 北京发格自动化设备有限公司
右键另存为 - 北京发格自动化设备有限公司
右键另存为 - 北京发格自动化设备有限公司
SHOW MORE
SHOW LESS
You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
操作手册<br />
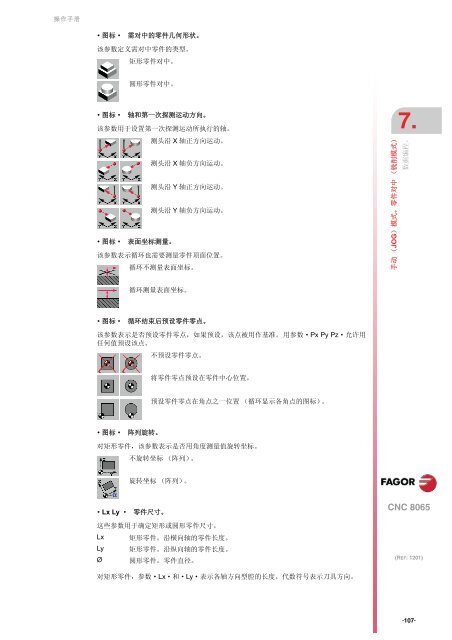
·图标· 需对中的零件几何形状。<br />
该参数定义需对中零件的类型。<br />
矩形零件对中。<br />
圆形零件对中。<br />
·图标· 轴和第一次探测运动方向。<br />
该参数用于设置第一次探测运动所执行的轴。<br />
·图标· 表面坐标测量。<br />
该参数表示循环也需要测量零件顶面位置。<br />
·图标· 循环结束后预设零件零点。<br />
该参数表示是否预设零件零点,如果预设,该点被用作基准。 用参数·Px Py Pz·允许用<br />
任何值预设该点。<br />
·图标· 阵列旋转。<br />
对矩形零件,该参数表示是否用角度测量值旋转坐标。<br />
·Lx Ly · 零件尺寸。<br />
测头沿 X 轴正方向运动。<br />
测头沿 X 轴负方向运动。<br />
测头沿 Y 轴正方向运动。<br />
测头沿 Y 轴负方向运动。<br />
循环不测量表面坐标。<br />
循环测量表面坐标。<br />
不预设零件零点。<br />
将零件零点预设在零件中心位置。<br />
预设零件零点在角点之一位置 (循环显示各角点的图标)。<br />
不旋转坐标 (阵列)。<br />
旋转坐标 (阵列)。<br />
这些参数用于确定矩形或圆形零件尺寸。<br />
Lx 矩形零件。 沿横向轴的零件长度。<br />
Ly 矩形零件。 沿纵向轴的零件长度。<br />
Ø 圆形零件。 零件直径。<br />
对矩形零件,参数·Lx·和·Ly·表示各轴方向型腔的长度。 代数符号表示刀具方向。<br />
7.<br />
手动 (JOG)模式。零件对中 (铣削模式)<br />
数据编程。<br />
CNC 8065<br />
(REF: 1201)<br />
·107·
7. 手动 (JOG)模式。零件对中 (铣削模式) 如何定义数据。 CNC 8065 (REF: 1201) ·106· 7.1 如何定义数据。 操作手册 为输入或修改数据,必须先选择;也就是必须使编辑焦点在数据处。 循环参数用 [][][][] 键选择或直接用快捷键选择。 每组的第一数据也可以通过按下上页和下页键 选择。 直接快捷键对应参数名; [F] 代表进给速度, [T] 代表刀具等。 每次按下同一个键时,选择 同类数据中的下个数据。 手动数据输入。 为修改数字数据,输入所需值或按下 [DEL] 保持数据无定义。 对每一种情况,按下 [ENTER] 键使循环开始用新值。 按下 [SPACE] 键改变该图标状态。 保持部分数据无定义。 部分数据可保持无定义 (不选复选框)。 这时,循环的响应为: • 如果循环位置未定义,在调用循环时轴的当前位置执行。 • 如果刀具号未定义,用执行时的当前刀具执行。 用算术参数定义数据。 7.2 数据编程。 数字型数据用全局算术参数(P100-P9999)或共同参数(P10000-P19999)定义。 这时, 在循环执行时,这些数据将使用当时的参数值。 用全局参数时,需要注意部分循环在执行结束时修改这些参数值。 有关被修改的参数,参 见相应循环。 用示教模式输入数据。 示教模式始终可用,在显示区底部窗口中显示通道中的轴。 示教模式用于手动运动轴和定 义用于确定循环位置的当前位置数据。 轴可用手动键盘,手轮或 MDI 模式手动运动。 为定义数据值,用光标选择数据 (焦点在数据处)并按下 [RECALL] (调用)键。 数据从 零件对中模式正工作的通道中读取。 • 与 X 轴有关的数据用通道中第一轴的坐标。 • 与 Y 轴有关的数据用通道中第二轴的坐标。 • 与 Z 轴有关的数据用通道中第三轴的坐标。 探测数据。 ·Tp· 标识测头的刀具号。 用于在刀具表中定义测头的刀具号。 可选参数,如果未定义或被设置为 0,用执行循环时主 轴中的测头。 ·Dp· 标识测头的刀具偏移号。 用于执行循环的测头的偏移值。 探测运动。 ·X Y Z· 执行循环的测头位置。 Xm 测头沿横向轴位置 Ym 测头沿纵向轴位置。 Zm 测头沿垂直于平面轴的位置 零件对中循环在当前平面中执行。
操作手册 ·图标· 需对中的零件几何形状。 该参数定义需对中零件的类型。 矩形零件对中。 圆形零件对中。 ·图标· 轴和第一次探测运动方向。 该参数用于设置第一次探测运动所执行的轴。 ·图标· 表面坐标测量。 该参数表示循环也需要测量零件顶面位置。 ·图标· 循环结束后预设零件零点。 该参数表示是否预设零件零点,如果预设,该点被用作基准。 用参数·Px Py Pz·允许用 任何值预设该点。 ·图标· 阵列旋转。 对矩形零件,该参数表示是否用角度测量值旋转坐标。 ·Lx Ly · 零件尺寸。 测头沿 X 轴正方向运动。 测头沿 X 轴负方向运动。 测头沿 Y 轴正方向运动。 测头沿 Y 轴负方向运动。 循环不测量表面坐标。 循环测量表面坐标。 不预设零件零点。 将零件零点预设在零件中心位置。 预设零件零点在角点之一位置 (循环显示各角点的图标)。 不旋转坐标 (阵列)。 旋转坐标 (阵列)。 这些参数用于确定矩形或圆形零件尺寸。 Lx 矩形零件。 沿横向轴的零件长度。 Ly 矩形零件。 沿纵向轴的零件长度。 Ø 圆形零件。 零件直径。 对矩形零件,参数·Lx·和·Ly·表示各轴方向型腔的长度。 代数符号表示刀具方向。 7. 手动 (JOG)模式。零件对中 (铣削模式) 数据编程。 CNC 8065 (REF: 1201) ·107·
Page 1 and 2: CNC 8065 (Ref: 1201) 操作手册 (
Page 3 and 4: 操作手册 第 1 章 按键说明
Page 5 and 6: 操作手册 9.2 定义新轮廓,
Page 7 and 8: 操作手册 第 19 章 机床参
Page 9 and 10: 操作手册 关于本产品 主要
Page 11: 操作手册 软件选装项 (·T
Page 15: 操作手册 这是每个文档号
Page 18 and 19: CNC 8065 (REF: 1201) ·18· 避免
Page 21 and 22: 操作手册 保修条件 初始保
Page 23: 操作手册 退件条件 发回主
Page 27 and 28: 按键说明 1.1 15 英寸 LCD 显
Page 29 and 30: 操作手册 编辑键。 SHIFT CAP
Page 31 and 32: 操作手册 进给选择开关。
Page 33 and 34: 概述 2.1 CNC 开机和关机 2 CN
Page 35 and 36: 操作手册 2.1.1 电池供电急
Page 37 and 38: 操作手册 2.4 目录结构 CNC
Page 39 and 40: 操作手册 2.4.2 USERS (用户)
Page 41 and 42: 如果使用 CNC 3.1 用户界面
Page 43 and 44: 操作手册 3.2.1 通道同步窗
Page 45 and 46: 操作手册 TXT, BMP, JPG, HTM, HT
Page 47 and 48: 操作手册 3. 如果使用 CNC
Page 49 and 50: 操作手册 3.5 任务窗口 操
Page 51 and 52: 操作手册 错误窗口。 如果
Page 53 and 54: 操作手册 3.8 计算器 选择
Page 55 and 56: 操作手册 软键菜单 软键菜 Page 57 and 58: 操作手册 三角运算。 SIN(x) Page 59 and 60: 自动模式 4.1 界面说明。 Page 61 and 62: 操作手册 4.1.1 软键菜单。 Page 63 and 64: 操作手册 4.3.2 选择程序执 Page 65 and 66: 操作手册 4.3.3 执行一个程 Page 67 and 68: 操作手册 4.3.5 程序执行仿 Page 69 and 70: 操作手册 4.3.6 执行一个程 Page 71 and 72: 操作手册 4.3.7 执行 8055 MC/T Page 73 and 74: 操作手册 i 选择这两个选 Page 75 and 76: 操作手册 恢复程序历史时, Page 77 and 78: 操作手册 4.6.1 M, H, F, S 功 Page 79 and 80: 手动 (JOG)模式 5.1 界面说明 Page 81 and 82: 操作手册 5.1.1 软键菜单。 Page 83 and 84: 操作手册 5.2.2 点动 轴的点 Page 85 and 86: 操作手册 5.2.3 用手轮点动 Page 87 and 88: 操作手册 5.2.4 使轴运动到 Page 89 and 90: 操作手册 5.6 设置和激活零 Page 91 and 92: 手动 (JOG)模式。 刀具校准 Page 93 and 94: 操作手册 • 刀具校准窗口 Page 95 and 96: 操作手册 对于铣刀。 数据 Page 97 and 98: 操作手册 车削型刀具校准 Page 99 and 100: 操作手册 选择另一个探测 Page 101 and 102: 操作手册 刀具校准步骤 为 Page 103 and 104: 操作手册 刀具校准步骤 为 Page 105: 手动 (JOG)模式。零件对中 ( Page 109 and 110: 操作手册 7.3 基本操作。 Z Page 111 and 112: EDISIMU 模式 (编辑和仿真) i Page 113 and 114: 操作手册 8.1.1 软键菜单。 Page 115 and 116: 操作手册 8.2.2 编辑 8055 CNC Page 117 and 118: 操作手册 同步主轴。 每个 Page 119 and 120: 操作手册 OVR: 改写文字。 Page 121 and 122: 操作手册 8.3.2 上下文编程 Page 123 and 124: 操作手册 8.3.4 编辑时的语 Page 125 and 126: 操作手册 8.4.3 查找程序中 Page 127 and 128: 操作手册 8.4.6 自定义编辑 Page 129 and 130: 操作手册 8.4.8 导入 DXF 文 Page 131 and 132: 操作手册 8.4.11 倾斜面 (·M Page 133 and 134: 操作手册 8.5 图形窗口 8.6 Page 135 and 136: 操作手册 转到行。 对话框 Page 137 and 138: 操作手册 8.7.3 显示程序或 Page 139 and 140: 操作手册 8.8.1 估计时间 统 Page 141 and 142: 轮廓编辑器 9.1 界面说明。 Page 143 and 144: 操作手册 9.1.1 轮廓编辑器 Page 145 and 146: 操作手册 9.2.1 定义用直线 Page 147 and 148: 操作手册 9.2.2 定义圆弧形 Page 149 and 150: 操作手册 9.2.5 导入 DXF 文 Page 151 and 152: 操作手册 CNC 用定义几何段 Page 153 and 154: 操作手册 无倒圆,倒角或相 Page 155 and 156: 操作手册 倒圆定义 “A” Page 157 and 158: 操作手册 9.7.4 轮廓编辑器
Page 159 and 160: 图形环境 (铣削型) 10.1 图
Page 161 and 162: 操作手册 10.3 缩放 BACK 10.4
Page 163 and 164: 操作手册 10.9 选项 BACK 10.10
Page 165 and 166: HD 图形环境 (铣削型) 11.1
Page 167 and 168: 操作手册 11.3 选择视图类
Page 169 and 170: 操作手册 颜色配置。 该软
Page 171 and 172: 操作手册 编辑和显示零件
Page 173 and 174: 图形环境 (车削型) 12.1 图
Page 175 and 176: 操作手册 BACK 12.4 尺寸 BACK
Page 177 and 178: 操作手册 12.9 实际坐标 选
Page 179 and 180: HD 图形环境 (车削型) 13.1
Page 181 and 182: 操作手册 13.3 选择视图类
Page 183 and 184: 操作手册 颜色配置。 该软
Page 185 and 186: 操作手册 编辑和显示零件
Page 187 and 188: MDI/MDA 模式 14.1 界面说明。
Page 189 and 190: 操作手册 14.3 程序段历史
Page 191 and 192: 用户表 15.1 用户表种类。
Page 193 and 194: 操作手册 增量式零点偏移
Page 195 and 196: 操作手册 15.4 算术参数表
Page 197 and 198: 操作手册 调用表。 该软键
Page 199 and 200: 刀具表和刀库表 16.1 刀具
Page 201 and 202: 操作手册 16.1.2 搜索表中文
Page 203 and 204: 操作手册 同时加载全部表
Page 205 and 206: 操作手册 16.2.1 软键菜单。
Page 207 and 208: 操作手册 16.2.3 刀具数据说
Page 209 and 210: 操作手册 偏移值选择 几何
Page 211 and 212: 操作手册 "LW" "RW" - 刀具长
Page 213 and 214: 操作手册 选择输入的磨损
Page 215 and 216: 操作手册 16.3 刀具表操作 1
Page 217 and 218: 操作手册 16.4.1 软键菜单。
Page 219 and 220: 操作手册 16.6.1 软键菜单。
Page 221 and 222: 操作手册 16.6.3 刀库信息
Page 223 and 224: 操作手册 用刀位列表的刀
Page 225 and 226: 工具模式 17.1 界面说明。
Page 227 and 228: 操作手册 17.2 设置程序列
Page 229 and 230: 操作手册 如何设置保护密
Page 231 and 232: PLC 18.1 PLC 模式界面 FOCUS NEX
Page 233 and 234: 操作手册 • C 语言 (“c”
Page 235 and 236: 操作手册 18.2.2 软键菜单。
Page 237 and 238: 操作手册 编辑器功能。 编
Page 239 and 240: 操作手册 18.4.4 软键 “Opera
Page 241 and 242: 操作手册 18.4.6 软键 “Custo
Page 243 and 244: 操作手册 18.5.3 “Edit”(编
Page 245 and 246: 操作手册 编辑 “Negate”(
Page 247 and 248: 操作手册 A B C A 标题栏。
Page 249 and 250: 操作手册 18.6.2 软键菜单。
Page 251 and 252: 操作手册 A B A 标题栏。 用
Page 253 and 254: 操作手册 18.9.1 编辑逻辑分
Page 255 and 256: 操作手册 18.9.2 保存,加载
Page 257 and 258: 操作手册 A B A 选择监测的
Page 259 and 260: 操作手册 18.10.2 表资源的
Page 261 and 262: 操作手册 A 正在被 PLC 项目
Page 263 and 264: 操作手册 A 执行时间表。
Page 265 and 266: 操作手册 18.13.1 软键菜单
Page 267 and 268: 操作手册 18.13.3 显示 PLC 信
Page 269 and 270: 操作手册 18.13.5 单个文件
Page 271 and 272: 机床参数 19.1 机床参数表
Page 273 and 274: 操作手册 i 机床参数表的
Page 275 and 276: 操作手册 19.2.2 补偿表 i 有
Page 277 and 278: 操作手册 数据验证。 编辑
Page 279 and 280: 操作手册 19.3.3 查找文字。
Page 281 and 282: 设置帮助 20 设置帮助中的
Page 283 and 284: 操作手册 20.1.1 界面说明
Page 285 and 286: 操作手册 i 第 1 区。 焦点
Page 287 and 288: 操作手册 20.1.3 配置页 配
Page 289 and 290: 操作手册 20.1.5 机床参数编
Page 291 and 292: 操作手册 保存 为保存当前
Page 293 and 294: 操作手册 20.2.2 软键菜单。
Page 295 and 296: 操作手册 使窗口转到触发
Page 297 and 298: 操作手册 Sercos 驱动可能改
Page 299 and 300: 操作手册 通道 用不同方式
Page 301 and 302: 操作手册 20.3.1 界面说明
Page 303 and 304: 操作手册 20.3.2 软键菜单。
Page 305 and 306: 操作手册 20.3.4 配置图形环
Page 307 and 308: 操作手册 20.3.6 图形显示的
Page 309 and 310: 操作手册 20.3.8 验证变化和
Page 311 and 312: DDSSETUP 21.1 DDSSetup 模式界面
Page 313 and 314: 操作手册 Sercos 总线的驱动
Page 315 and 316: 操作手册 • 参数标识符(
Page 317 and 318: 操作手册 21.6 - 监测 - 服务
Page 319 and 320: 操作手册 Sercos 驱动的输入
Page 321 and 322: 操作手册 使用 Sercos 设备
Page 323 and 324: 操作手册 字段。 说明。
Page 325 and 326: 诊断 22 诊断是一种检测和
Page 327 and 328: 操作手册 22.2.2 软件诊断
Page 329 and 330: 操作手册 Mechatrolink 总线配
Page 331 and 332: 操作手册 22.5 报告生成 进
Page 333 and 334: 操作手册 CNC 8065 (REF: 1201)
×
Inappropriate
Flag as Inappropriate
Cancel
×
Inappropriate
You have already flagged this document.
×
Mail this publication
Delete template?
Are you sure you want to delete your template?
×
DOWNLOAD ePAPER
This ePaper is currently not available for download.