

右键另存为 - 北京发格自动化设备有限公司
右键另存为 - 北京发格自动化设备有限公司
右键另存为 - 北京发格自动化设备有限公司

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
15.<br />
用户表<br />
CNC 8065<br />
(REF: 1201)<br />
·192·<br />
零点偏移表<br />
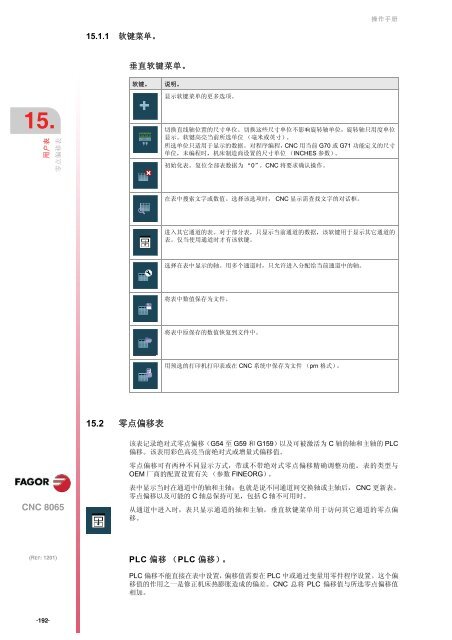
15.1.1 软键菜单。<br />
垂直软键菜单。<br />
软键。 说明。<br />
15.2 零点偏移表<br />
显示软键菜单的更多选项。<br />
操作手册<br />
切换直线轴位置的尺寸单位。 切换这些尺寸单位不影响旋转轴单位,旋转轴只用度单位<br />
显示。 软键高亮当前所选单位 (毫米或英寸)。<br />
所选单位只适用于显示的数据。 对程序编程,CNC 用当前 G70 或 G71 功能定义的尺寸<br />
单位,未编程时,机床制造商设置的尺寸单位 (INCHES 参数)。<br />
初始化表。 复位全部表数据为 “0”。 CNC 将要求确认操作。<br />
在表中搜索文字或数值。 选择该选项时, CNC 显示需查找文字的对话框。<br />
进入其它通道的表。 对于部分表,只显示当前通道的数据,该软键用于显示其它通道的<br />
表。 仅当使用通道时才有该软键。<br />
选择在表中显示的轴。 用多个通道时,只允许进入分配给当前通道中的轴。<br />
将表中数值保存为文件。<br />
将表中原保存的数值恢复到文件中。<br />
用预选的打印机打印表或在 CNC 系统中保存为文件 (prn 格式)。<br />
该表记录绝对式零点偏移(G54 至 G59 和 G159)以及可被激活为 C 轴的轴和主轴的 PLC<br />
偏移。 该表用彩色高亮当前绝对式或增量式偏移值。<br />
零点偏移可有两种不同显示方式,带或不带绝对式零点偏移精确调整功能。 表的类型与<br />
OEM 厂商的配置设置有关 (参数 FINEORG)。<br />
表中显示当时在通道中的轴和主轴;也就是说不同通道间交换轴或主轴后, CNC 更新表。<br />
零点偏移以及可能的 C 轴总保持可见,包括 C 轴不可用时。<br />
从通道中进入时,表只显示通道的轴和主轴。 垂直软键菜单用于访问其它通道的零点偏<br />
移。<br />
PLC 偏移 (PLC 偏移)。<br />
PLC 偏移不能直接在表中设置,偏移值需要在 PLC 中或通过变量用零件程序设置。 这个偏<br />
移值的作用之一是修正机床热膨胀造成的偏差。 CNC 总将 PLC 偏移值与所选零点偏移值<br />
相加。














