

右键另存为 - 北京发格自动化设备有限公司
右键另存为 - 北京发格自动化设备有限公司
右键另存为 - 北京发格自动化设备有限公司

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
3.<br />
如果使用 CNC<br />
CNC 8065<br />
(REF: 1201)<br />
·48·<br />
操作模式<br />
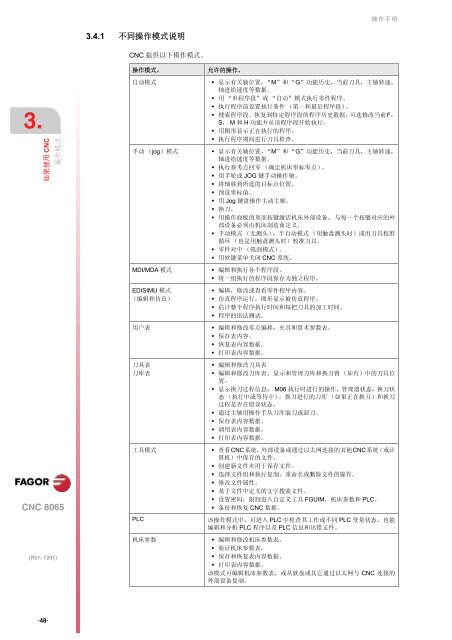
3.4.1 不同操作模式说明<br />
CNC 提供以下模作模式。<br />
操作模式。 允许的操作。<br />
操作手册<br />
自动模式 • 显示有关轴位置,“M”和 “G”功能历史,当前刀具,主轴转速,<br />
轴进给速度等数据。<br />
• 用 “单程序段”或 “自动”模式执行零件程序。<br />
• 执行程序前设置执行条件 (第一和最后程序段)。<br />
• 搜索程序段。 恢复到特定程序段的程序历史数据,可选修改当前F,<br />
S, M 和 H 功能并从该程序段开始执行。<br />
• 用图形显示正在执行的程序。<br />
• 执行程序期间进行刀具检查。<br />
手动 (jog)模式 • 显示有关轴位置,“M”和 “G”功能历史,当前刀具,主轴转速,<br />
轴进给速度等数据。<br />
• 执行参考点回零 (确定机床坐标零点)。<br />
• 用手轮或 JOG 键手动操作轴。<br />
• 将轴移到所选的目标点位置。<br />
• 预设坐标值。<br />
• 用 Jog 键盘操作主动主轴。<br />
• 换刀。<br />
• 用操作面板的顶部按键激活机床外部设备。 与每一个按键对应的外<br />
部设备必须由机床制造商定义。<br />
• 手动模式 (无测头),半自动模式 (用触盘测头时)或用刀具校准<br />
循环 (也是用触盘测头时)校准刀具。<br />
• 零件对中 (铣削模式)。<br />
• 用软键菜单关闭 CNC 系统。<br />
MDI/MDA 模式 • 编辑和执行各个程序段。<br />
• 将一组执行的程序段保存为独立程序。<br />
EDISIMU 模式<br />
(编辑和仿真)<br />
• 编辑,修改或查看零件程序内容。<br />
• 仿真程序运行,图形显示被仿真程序。<br />
• 估计整个程序执行时间和每把刀具的加工时间。<br />
• 程序的语法测试。<br />
用户表 • 编辑和修改零点偏移,夹具和算术参数表。<br />
• 保存表内容。<br />
• 恢复表内容数据。<br />
• 打印表内容数据。<br />
刀具表<br />
刀库表<br />
• 编辑和修改刀具表<br />
• 编辑和修改刀库表。 显示和管理刀库和换刀臂 (如有)中的刀具位<br />
置。<br />
• 显示换刀过程信息; M06 执行时进行的操作,管理器状态,换刀状<br />
态 (执行中或等待中),换刀进行的刀库 (如果正在换刀)和换刀<br />
过程是否在错误状态。<br />
• 通过主轴用操作手从刀库装刀或卸刀。<br />
• 保存表内容数据。<br />
• 调用表内容数据。<br />
• 打印表内容数据。<br />
工具模式 • 查看CNC系统,外部设备或通过以太网连接的其他CNC系统(或计<br />
算机)中保存的文件。<br />
• 创建新文件夹用于保存文件。<br />
• 选择文件组和执行复制,重命名或删除文件的操作。<br />
• 修改文件属性。<br />
• 基于文件中定义的文字搜索文件。<br />
• 设置密码,限制进入自定义工具 FGUIM,机床参数和 PLC。<br />
• 备份和恢复 CNC 数据。<br />
PLC 该操作模式中,可进入 PLC 中检查其工作或不同 PLC 变量状态。 也能<br />
编辑和分析 PLC 程序以及 PLC 信息和出错文件。<br />
机床参数 • 编辑和修改机床参数表。<br />
• 验证机床参数表。<br />
• 保存和恢复表内容数据。<br />
• 打印表内容数据。<br />
该模式可编辑机床参数表,或从软盘或其它通过以太网与 CNC 连接的<br />
外部设备复制。














