17. 9. 2010 Brno - Hadyna
17. 9. 2010 Brno - Hadyna
17. 9. 2010 Brno - Hadyna

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
10 /<br />
technologie svařování<br />
PLAZMOVÉ, ELEKTRONOVÉ A LASEROVÉ SVAŘOVÁNÍ<br />
Doc. Ing. Drahomír Schwarz, CSc., Český svářečský ústav s.r.o., Ostrava<br />
Svařování elektronovým paprskem, laserem<br />
a plazmou patří mezi tzv. vysokovýkonné metody<br />
svařování. To znamená, že je svařovaný materiál<br />
po velmi krátkou dobu vystaven účinku vysoké<br />
energie. Tímto způsobem lze zabránit významnějším<br />
difúzním pochodům, propalu legujících<br />
prvků, deformaci svařované součásti. Svarové<br />
spoje jsou celkově kvalitnější a doba potřebná<br />
k jejich realizaci je významně kratší. Vysokovýkonné<br />
metody svařování se používají také pro<br />
svařování rozdílných materiálů v případech, kde<br />
běžné metody svařování již nelze použít.<br />
Nevýhodou těchto metod je především pořizovací<br />
cena svařovacích zařízení. Proto se tyto<br />
metody používají především v hromadné výrobě<br />
(např. automobilový průmysl, elektrotechnika, …)<br />
nebo pro speciální aplikace (např. letecká výroba).<br />
Další nevýhodou jsou speciální nároky pro<br />
jednotlivé vysokovýkonné metody svařování. Zde<br />
se především jedná o velmi přesné slícování jednotlivých<br />
dílů, kdy mezera mezi jednotlivými díly<br />
musí být menší, než je např. průměr laserového<br />
paprsku či svazku elektronů.<br />
A) ELEKTRONOVÉ SVAŘOVÁNÍ<br />
Princip této metody svařování je založen na<br />
přeměně kinetické energie letících elektronů na<br />
energii tepelnou při dopadu elektronů na svařovaný<br />
materiál. Teplota v místě svařování může<br />
dosahovat až 25 000 °C [1]. Vzhledem k těmto<br />
faktům je výsledkem svarový spoj s minimálním<br />
vneseným teplem a tím i minimální tepelně<br />
ovlivněnou oblastí. Ovšem aby celý proces mohl<br />
být proveden, nesmí být úzký svazek elektronů<br />
vychylován, či brzděn molekulami vzduchu. Proto<br />
celý proces probíhá ve vakuu. Vakuum také<br />
umožňuje dostatečnou chemickou i tepelnou izolaci<br />
katody, odkud jsou letící elektrony emitovány<br />
[2]. Svarový spoj poté vzniká pohybem součásti<br />
ve vakuové komoře, proud elektronů totiž vychází<br />
stále ze stejného místa. To je umožněno programovatelným<br />
polohovadlem.<br />
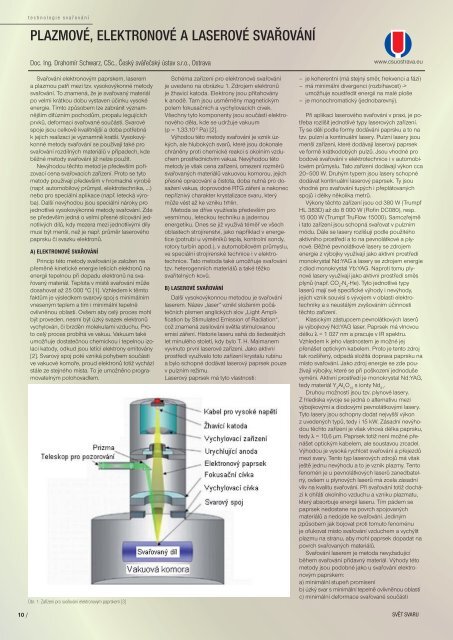
Obr. 1: Zařízení pro svařování elektronovým paprskem [3]<br />
Schéma zařízení pro elektronové svařování<br />
je uvedeno na obrázku 1. Zdrojem elektronů<br />
je žhavicí katoda. Elektrony jsou přitahovány<br />
k anodě. Tam jsou usměrněny magnetickým<br />
polem fokusačních a vychylovacích cívek.<br />
Všechny tyto komponenty jsou součástí elektronového<br />
děla, kde se udržuje vakuum<br />
(p = 1,33.10 -3 Pa) [2].<br />
Výhodou této metody svařování je vznik úzkých,<br />
ale hlubokých svarů, které jsou dokonale<br />
chráněny proti chemické reakci s okolním vzduchem<br />
prostřednictvím vakua. Nevýhodou této<br />
metody je však cena zařízení, omezení rozměrů<br />
svařovaných materiálů vakuovou komorou, jejich<br />
přesné opracování a čistota, doba nutná pro dosažení<br />
vakua, doprovodné RTG záření a nakonec<br />
nepříznivý charakter krystalizace svaru, který<br />
může vést až ke vzniku trhlin.<br />
Metoda se dříve využívala především pro<br />
vesmírnou, leteckou techniku a jadernou<br />
energetiku. Dnes se již využívá téměř ve všech<br />
oblastech strojírenství, jako například v energetice<br />
(potrubí u výměníků tepla, kontrolní sondy,<br />
rotory turbín apod.), v automobilovém průmyslu,<br />
ve speciální strojírenské technice i v elektrotechnice.<br />
Tato metoda také umožňuje svařování<br />
tzv. heterogenních materiálů a také těžko<br />
svařitelných kovů.<br />
B) LASEROVÉ SVAŘOVÁNÍ<br />
Další vysokovýkonnou metodou je svařování<br />
laserem. Název „laser“ vznikl složením počátečních<br />
písmen anglických slov „Light Amplifi<br />
cation by Stimulated Emission of Radiation“,<br />
což znamená zesilování světla stimulovanou<br />
emisí záření. Historie laseru sahá do šedesátých<br />
let minulého století, kdy bylo T. H. Maimanem<br />
vyvinuto první laserové zařízení. Jako aktivní<br />
prostředí využívalo toto zařízení krystalu rubínu<br />
a bylo schopné dodávat laserový paprsek pouze<br />
v pulzním režimu.<br />
Laserový paprsek má tyto vlastnosti:<br />
www.csuostrava.eu<br />
– je koherentní (má stejný směr, frekvenci a fázi)<br />
– má minimální divergenci (rozbíhavost) -><br />
umožňuje soustředit energii na malé ploše<br />
– je monochromatický (jednobarevný).<br />
Při aplikaci laserového svařování v praxi, je potřeba<br />
rozlišit jednotlivé typy laserových zařízení.<br />
Ty se dělí podle formy dodávání paprsku a to na<br />
tzv. pulzní a kontinuální lasery. Pulzní lasery jsou<br />
menší zařízení, které dodávají laserový paprsek<br />
ve formě krátkodobých pulzů. Jsou vhodné pro<br />
bodové svařování v elektrotechnice i v automobilovém<br />
průmyslu. Tato zařízení dodávají výkon cca<br />
20–500 W. Druhým typem jsou lasery schopné<br />
dodávat kontinuální laserový paprsek. Ty jsou<br />
vhodné pro svařování tupých i přeplátovaných<br />
spojů i délky několika metrů.<br />
Výkony těchto zařízení jsou od 380 W (Trumpf<br />
HL 383D) až do 8 000 W (Rofi n DC080), resp.<br />
15 000 W (Trumpf TruFlow 15000). Samozřejmě<br />
i tato zařízení jsou schopná svařovat v pulzním<br />
módu. Dále se lasery rozlišují podle použitého<br />
aktivního prostředí a to na pevnolátkové a plynové.<br />
Běžné pevnolátkové lasery se zdrojem<br />
energie z výbojky využívají jako aktivní prostředí<br />
monokrystal Nd:YAG a lasery se zdrojem energie<br />
z diod monokrystal Yb:YAG. Naproti tomu plynové<br />
lasery využívají jako aktivní prostředí směs<br />
plynů (např. CO 2 -N 2 -He). Tyto jednotlivé typy<br />
laserů mají své specifi cké výhody i nevýhody,<br />
jejich vznik souvisí s vývojem v oblasti elektrotechniky<br />
a s neustálým zvyšováním účinnosti<br />
těchto zařízení.<br />
Klasickým zástupcem pevnolátkových laserů<br />
je výbojkový Nd:YAG laser. Paprsek má vlnovou<br />
délku λ = 1 027 nm a pracuje v IR spektru.<br />
Vzhledem k jeho vlastnostem je možné jej<br />
přenášet optickým kabelem. Proto je tento zdroj<br />
tak rozšířený, odpadá složitá doprava paprsku na<br />
místo svařování. Jako zdroj energie se zde používají<br />
výbojky, které se při poškození jednoduše<br />
vymění. Aktivní prostředí je monokrystal Nd:YAG,<br />
tedy materiál Y 3 Al 5 O 12 s ionty Nd 3+ .<br />
Druhou možností jsou tzv. plynové lasery.<br />
Z hlediska vývoje se jedná o alternativu mezi<br />
výbojkovými a diodovými pevnolátkovými lasery.<br />
Tyto lasery jsou schopny dodat nejvyšší výkon<br />
z uvedených typů, tedy i 15 kW. Zásadní nevýhodou<br />
těchto zařízení je však vlnová délka paprsku,<br />
tedy λ = 10,6 μm. Paprsek totiž není možné přenášet<br />
optickým kabelem, ale soustavou zrcadel.<br />
Výhodou je vysoká rychlost svařování a přejezdů<br />
mezi svary. Tento typ laserových zdrojů má však<br />
ještě jednu nevýhodu a to je vznik plazmy. Tento<br />
fenomén je u pevnolátkových laserů zanedbatelný,<br />
ovšem u plynových laserů má zcela zásadní<br />
vliv na kvalitu svařování. Při svařování totiž dochází<br />
k ohřátí okolního vzduchu a vzniku plazmatu,<br />
který absorbuje energii laseru. Tím pádem se<br />
paprsek nedostane na povrch spojovaných<br />
materiálů a nedojde ke svařování. Jediným<br />
způsobem jak bojovat proti tomuto fenoménu<br />
je ofukovat místo svařování vzduchem a vychýlit<br />
plazmu na stranu, aby mohl paprsek dopadat na<br />
povrch svařovaných materiálů.<br />
Svařování laserem je metoda nevyžadující<br />
během svařování přídavný materiál. Výhody této<br />
metody jsou podobné jako u svařování elektronovým<br />
paprskem:<br />
a) minimální stupeň promísení<br />
b) úzký svar s minimální tepelně ovlivněnou oblastí<br />
c) minimální deformace svařované součásti<br />
SVĚT SVARU