17. 9. 2010 Brno - Hadyna
17. 9. 2010 Brno - Hadyna
17. 9. 2010 Brno - Hadyna

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
28 /<br />
partnerské stránky<br />
Zásobování laseru technickými plyny od Air Products<br />
Ing. Pavel Rohan<br />
LASER – PRINCIP A ROZDĚLENÍ<br />
Využití poznatků kvantové fyziky umožnilo<br />
v roce 1950 zkonstruovat první laser (Light Amplifi<br />
cation by Stimulated Emission of Radiation)<br />
na bázi rubínového krystalu. V principu se jedná<br />
o zařízení, které vysílá vysoce koncentrovaný<br />
paprsek energie ve formě záření o vlnové délce<br />
viditelného světla, ale i rentgenového nebo ultrafi<br />
alového záření.<br />
Základ laseru tvoří rezonátor, což je prostor<br />
ohraničený dvěma zrcadly, z nichž jedno je<br />
polopropustné. Vhodným dodáním energie<br />
do rezonátoru, zpravidla nasvícením, se docílí<br />
rozkmitání paprsku světla mezi zrcadly. Energie<br />
shromážděná v rezonátoru je následně vyzářena<br />
ve formě málo rozbíhavého, monochromatického<br />
(s jednou vlnovou délkou) a koherentního<br />
(v souladu fází) svazku paprsků.<br />
Podle materiálu rezonátoru, resp. aktivního<br />
prostředí, lze rozdělit lasery na pevnolátkové<br />
(např. Nd-YAG), plynové (např. CO ) a polovodi-<br />
2<br />
čové (diodové) (obr. 1).<br />
LASER – TECHNOLOGICKÉ VYUŽITÍ<br />
Vysoká hustota dodávané energie a možnost<br />
jejího přesného dávkování předurčují laser k využití<br />
tam, kde je třeba v maximální možné míře<br />
zabránit nežádoucím deformacím a strukturním<br />
změnám. Požadavky na minimalizovanou tepelně<br />
ovlivněnou zónu při svařování, dělení, ale i při<br />
tepelném zpracování se vyznačují například technologie<br />
zpracování velmi tenkých a na přehřátí<br />
citlivých materiálů.<br />
Tepelné zpracování laserovým paprskem se<br />
provádí buď s přetavením základního materiálu,<br />
nebo bez přetavení tak, aby bylo dosaženo požadovaných<br />
vlastností povrchu. Díky vysokým rychlostem<br />
ohřevu a ochlazování dochází k posunu<br />
transformačních teplot v porovnání s rovnovážným<br />
stavem a i proto dochází k ovlivnění zpravidla<br />
jen velmi tenké povrchové vrstvy materiálu.<br />
Vzhledem k tomu, že při tepelném zpracování<br />
kovových materiálů (ocelí) dochází k ohřevu na<br />
teploty blízké bodu tání, je vhodné chránit zpracovávaný<br />
povrch materiálu ochrannou atmosférou,<br />
např. dusíkem (cca 25 l.min-1 ) [2].<br />
Dalším způsobem využití laseru v technologické<br />
praxi je svařování. Vzhledem k vysoké<br />
hustotě energie dochází při svařovaní k tvorbě<br />
3<br />
1<br />
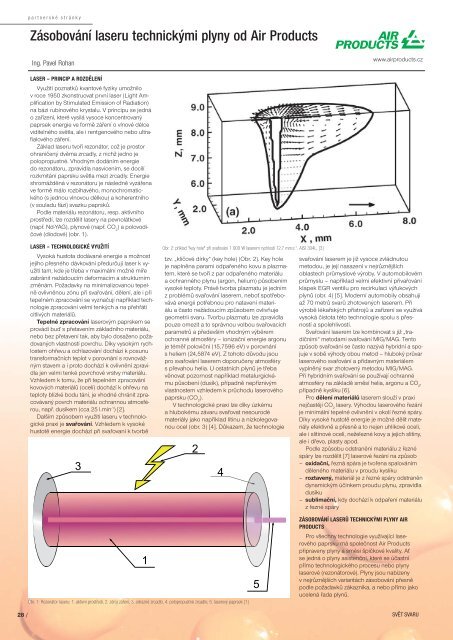
Obr. 2: příklad "key hole" při svařování 1 900 W laserem rychlostí 12.7 mm.s −1 . AISI 304L, [3]<br />
tzv. „klíčové dírky“ (key hole) (Obr. 2). Key hole<br />
je naplněna parami odpařeného kovu a plazmatem,<br />
které se tvoří z par odpařeného materiálu<br />
a ochranného plynu (argon, helium) působením<br />
vysoké teploty. Právě tvorba plazmatu je jedním<br />
z problémů svařování laserem, neboť spotřebovává<br />
energii potřebnou pro natavení materiálu<br />
a často nežádoucím způsobem ovlivňuje<br />
geometrii svaru. Tvorbu plazmatu lze zpravidla<br />
pouze omezit a to správnou volbou svařovacích<br />
parametrů a především vhodným výběrem<br />
ochranné atmosféry – ionizační energie argonu<br />
je téměř poloviční (15,7596 eV) v porovnání<br />
s heliem (24,5874 eV). Z tohoto důvodu jsou<br />
pro svařování laserem doporučeny atmosféry<br />
s převahou helia. U ostatních plynů je třeba<br />
věnovat pozornost například metalurgickému<br />
působení (dusík), případně nepříznivým<br />
vlastnostem vzhledem k průchodu laserového<br />
paprsku (CO 2 ).<br />
V technologické praxi lze díky úzkému<br />
a hlubokému závaru svařovat nesourodé<br />
materiály jako například litinu a nízkolegovanou<br />
ocel (obr. 3) [4]. Důkazem, že technologie<br />
Obr. 1: Rezonátor laseru: 1. aktivní prostředí, 2. zdroj záření, 3. odrazné zrcadlo, 4. polopropustné zrcadlo, 5. laserový paprsek [1]<br />
2<br />
4<br />
5<br />
www.airproducts.cz<br />
svařování laserem je již vysoce zvládnutou<br />
metodou, je její nasazení v nejrůznějších<br />
oblastech průmyslové výroby. V automobilovém<br />
průmyslu – například velmi efektivní přivařování<br />
klapek EGR ventilu pro recirkulaci výfukových<br />
plynů (obr. 4) [5]. Moderní automobily obsahují<br />
až 70 metrů svarů zhotovených laserem. Při<br />
výrobě lékařských přístrojů a zařízení se využívá<br />
vysoká čistota této technologie spolu s přesností<br />
a spolehlivostí.<br />
Svařování laserem lze kombinovat s již „tradičními“<br />
metodami svařování MIG/MAG. Tento<br />
způsob svařování se často nazývá hybridní a spojuje<br />
v sobě výhody obou metod – hluboký průvar<br />
laserového svařování a přídavným materiálem<br />
vyplněný svar zhotovený metodou MIG/MAG.<br />
Při hybridním svařování se používají ochranné<br />
atmosféry na základě směsí helia, argonu a CO 2 ,<br />
případně kyslíku [6].<br />
Pro dělení materiálů laserem slouží v praxi<br />
nejčastěji CO 2 lasery. Výhodou laserového řezání<br />
je minimální tepelné ovlivnění v okolí řezné spáry.<br />
Díky vysoké hustotě energie je možné dělit materiály<br />
efektivně a přesně a to nejen uhlíkové oceli,<br />
ale i slitinové oceli, neželezné kovy a jejich slitiny,<br />
ale i dřevo, plasty apod.<br />
Podle způsobu odstranění materiálu z řezné<br />
spáry lze rozdělit [7] laserové řezání na způsob<br />
– oxidační, řezná spára je tvořena spalováním<br />
děleného materiálu v proudu kyslíku<br />
– roztavený, materiál je z řezné spáry odstraněn<br />
dynamickým účinkem proudu plynu, zpravidla<br />
dusíku<br />
– sublimační, kdy dochází k odpaření materiálu<br />
z řezné spáry<br />
ZÁSOBOVÁNÍ LASERŮ TECHNICKÝMI PLYNY AIR<br />
PRODUCTS<br />
Pro všechny technologie využívající laserového<br />
paprsku má společnost Air Products<br />
připraveny plyny a směsi špičkové kvality. Ať<br />
se jedná o plyny asistenční, které se účastní<br />
přímo technologického procesu nebo plyny<br />
laserové (rezonátorové). Plyny jsou nabízeny<br />
v nejrůznějších variantách zásobování přesně<br />
podle požadavků zákazníka, a nebo přímo jako<br />
ucelená řada plynů.<br />
SVĚT SVARU