

kontrolle des kugelstrahlens - Metal Improvement Company
kontrolle des kugelstrahlens - Metal Improvement Company
kontrolle des kugelstrahlens - Metal Improvement Company

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
V I E R T E S K A P I T E L<br />
BIEGEERMÜDUNG<br />
22<br />
Die beste Vorraussetzung, um<br />
Pitting auf den Zahnflanken im<br />
Bereich <strong>des</strong> Teilkreisdurchmessers<br />
zu vermeiden, ist die Erzeugung von<br />
Druckspannung mit nachfolgender<br />
Oberflächenbearbeitung durch<br />
Läppen, Honen oder Gleitschleifen.<br />
Dabei ist sorgfältig darauf zu achten,<br />
daß nicht mehr als 10 % der<br />
Druckeigenspannungsschicht<br />
abgetragen wird. Diese<br />
Bearbeitungsverfahren erzeugen<br />
eine feinere Oberfläche und sorgen<br />
für eine Vergrößerung <strong>des</strong><br />
Traganteils. Dadurch wird die<br />
spezifische Flächenpressung<br />
vermindert.<br />
Eigenspannung [MPa]<br />
Abb. 4-4 Eigenspannungsprofil eines Zahnra<strong>des</strong> aus<br />
einsatzgehärtetem Stahl<br />
Die <strong>Metal</strong> <strong>Improvement</strong> <strong>Company</strong><br />
bietet das Kugelstrahlen mit nachfolgendem Gleitschleifprozess genannt C.A.S.E. SM an, mit <strong>des</strong>sen<br />
Hilfe die Pittingbeständigkeit von Zahnrädern bis um 500 % erhöht werden konnte. In Kapitel 11<br />
finden Sie weitere Informationen und Schliffbilder zu diesem Verfahren.<br />
Bei bestimmten Zahnradanwendungen sind bei 1 Million Lastspielen Dauerfestigkeitserhöhungen um<br />
min<strong>des</strong>tens 30 % üblich. Die nachstehenden Organisationen / Spezifikationen erlauben folgende<br />
Erhöhungen der Zahnfußbiegespannungen nach Bearbeitungen mit dem kontrollierten<br />
Kugelstrahlverfahren:<br />
o Lloyds Register of Shipping 20 % Erhöhung [4.2]<br />
o Det Norske Veritas: 20 % Erhöhung [4.3]<br />
o ANSI/AGMA 6032-A94, Marine Gearing Specification: 15 % Erhöhung<br />
-276<br />
-552<br />
-828<br />
-1104<br />
-1380<br />
0.05 0.10 0.15 0.20<br />
Abstand von der Oberfl che [mm]<br />
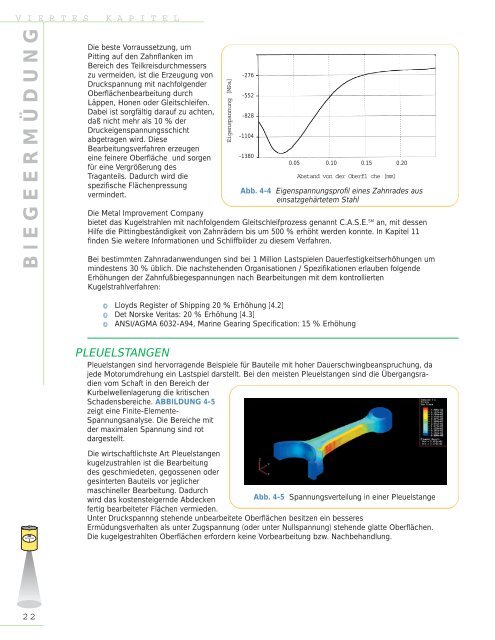
PLEUELSTANGEN<br />
Pleuelstangen sind hervorragende Beispiele für Bauteile mit hoher Dauerschwingbeanspruchung, da<br />
jede Motorumdrehung ein Lastspiel darstellt. Bei den meisten Pleuelstangen sind die Übergangsradien<br />
vom Schaft in den Bereich der<br />
Kurbelwellenlagerung die kritischen<br />
Schadensbereiche. ABBILDUNG 4-5<br />
zeigt eine Finite-Elemente-<br />
Spannungsanalyse. Die Bereiche mit<br />
der maximalen Spannung sind rot<br />
dargestellt.<br />
Die wirtschaftlichste Art Pleuelstangen<br />
kugelzustrahlen ist die Bearbeitung<br />
<strong>des</strong> geschmiedeten, gegossenen oder<br />
gesinterten Bauteils vor jeglicher<br />
maschineller Bearbeitung. Dadurch<br />
wird das kostensteigernde Abdecken<br />
Abb. 4-5 Spannungsverteilung in einer Pleuelstange<br />
fertig bearbeiteter Flächen vermieden.<br />
Unter Druckspannng stehende unbearbeitete Oberflächen besitzen ein besseres<br />
Ermüdungsverhalten als unter Zugspannung (oder unter Nullspannung) stehende glatte Oberflächen.<br />
Die kugelgestrahlten Oberflächen erfordern keine Vorbearbeitung bzw. Nachbehandlung.














