Fehlervermeidung beim Verbinden von Kunststoff ... - Nodig-Bau.de
Fehlervermeidung beim Verbinden von Kunststoff ... - Nodig-Bau.de
Fehlervermeidung beim Verbinden von Kunststoff ... - Nodig-Bau.de

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Technik<br />
Leitungsbau<br />
<strong>Fehlervermeidung</strong> <strong>beim</strong><br />
<strong>Verbin<strong>de</strong>n</strong> <strong>von</strong> <strong>Kunststoff</strong>-<br />
Rohrleitungen<br />
Qualitätssicherung Qualitätsmängel <strong>beim</strong> Schweißen <strong>von</strong> <strong>Kunststoff</strong>en sind nicht nur in<br />
Zeiten wirtschaftlicher Schwierigkeiten unbedingt zu vermei<strong>de</strong>n. Am Beispiel eines praxiserprobten<br />
Qualitätssicherungskonzeptes wird aufgezeigt, wie Fehler und ihre Ursachen systematisch<br />
vermie<strong>de</strong>n wer<strong>de</strong>n können.<br />
Fehler sind Qualitätsmängel, die<br />
nicht allzu selten ein ganzes <strong>Bau</strong>werk<br />
in Frage stellen können. In Zeiten<br />
wirtschaftlicher Schwierigkeiten gilt es<br />
<strong>de</strong>shalb umso dringen<strong>de</strong>r, Fehler zu<br />
vermei<strong>de</strong>n und Fehlerquellen zu eliminieren.<br />
Dies setzt voraus, dass man<br />
sich mit <strong>de</strong>n verwen<strong>de</strong>ten Werkstoffen,<br />
<strong>de</strong>r Konstruktion, <strong>de</strong>n Fügeverfahren<br />
und <strong>de</strong>r Fügetechnik intensiv auseinan<strong>de</strong>r<br />
setzt. Qualifikation und Fachwissen<br />
sind also gefragte Werte, die<br />
man allerdings immer seltener vorfin<strong>de</strong>t.<br />
Qualitätssicherung als Mittel zur <strong>Fehlervermeidung</strong><br />
ist ein vom Grundsatz<br />
her allgemein anerkanntes und gewünschtes<br />
Hilfsmittel, um sicher zu<br />
Bereich <strong>Kunststoff</strong>schweißen<br />
stellen, dass die erwarteten und/o<strong>de</strong>r<br />
festgelegten Eigenschaften eines Objektes<br />
o<strong>de</strong>r einer Dienstleistung erfüllt<br />
wer<strong>de</strong>n. Auf <strong>Bau</strong>stellen wird <strong>de</strong>r Begriff<br />
Qualitätssicherung seitens <strong>de</strong>r Betroffenen,<br />
z. B. Planer, Auftraggeber, Schweißer,<br />
Fremdüberwacher o<strong>de</strong>r Behör<strong>de</strong>,<br />
meist sehr unterschiedlich interpretiert,<br />
je nach Interessenslage und vorhan<strong>de</strong>nen<br />
Voraussetzungen.<br />
Qualitätssicherung be<strong>de</strong>utet aber nicht<br />
allein nur Prüfung. Vielmehr verbirgt<br />
sich hinter diesem Begriff ein System<br />
<strong>von</strong> Maßnahmen, das sich als roter Fa<strong>de</strong>n<br />
<strong>von</strong> <strong>de</strong>r Planung über die Materialund<br />
Personalauswahl, Verlegung und<br />
Prüfung bis hin zur Abnahme erstrecken<br />
sollte.<br />
Ausbildung DVGW GW 330<br />
DVS 2212-1 (Großrohr)<br />
DVGW GW 331 (PE-Schweißaufsicht)<br />
Fachbetriebszulassung DVGW GW 301<br />
Werkstoff-/Halbzeugprüfung DIN 8074 / 75<br />
DIN 16963 ff<br />
Fügeverfahren DVS 2207 ff<br />
Fügenahtprüfung DVS 2202-1<br />
DVS 2203 ff<br />
DVS 2206<br />
DVS 2210<br />
Konstruktive Auslegung DVS 2205 ff<br />
Tabelle 1 Wichtige Regelwerke für das Schweißen <strong>von</strong> PE-Rohren<br />
Die Prüfung <strong>von</strong> Schweißverbindungen<br />
allein stellt sicherlich eine wichtige Teilkomponente<br />
<strong>de</strong>r Qualitätssicherung<br />
dar. Sie macht aber nur im direkten<br />
Zusammenhang mit entsprechend qualifiziertem<br />
Schweißpersonal, technisch<br />
aktueller und vollständiger Schweißausrüstung,<br />
Verwendung gültiger<br />
Schweißstandards, technisch einwandfreier<br />
Verlegung und entsprechen<strong>de</strong>m<br />
Materialeinsatz einen Sinn. Das aussagekräftige<br />
Prüfen ohne die Einbeziehung<br />
<strong>de</strong>r genannten Punkte ist nicht<br />
sinnvoll lösbar.<br />
Qualitätssicherungskonzept<br />
zur <strong>Fehlervermeidung</strong><br />
Die abschließen<strong>de</strong> Beurteilung <strong>de</strong>r<br />
Schweißnahtqualität bei <strong>Kunststoff</strong>verbindungen<br />
kann grundsätzlich nur<br />
zerstörend vorgenommen wer<strong>de</strong>n. Die<br />
bisherigen Versuche, die Schweißnahtqualität<br />
ausschließlich zerstörungsfrei<br />
zu beurteilen, waren unbefriedigend<br />
o<strong>de</strong>r wirtschaftlich nicht tragbar. Deshalb<br />
ist hier ein grundsätzliches Um<strong>de</strong>nken<br />
im Rahmen eines Qualitätssicherungskonzeptes<br />
notwendig. Die<br />
Qualitätssicherung hat ihren Schwerpunkt<br />
nicht bei <strong>de</strong>r Endabnahme, son<strong>de</strong>rn<br />
im Vorfeld <strong>de</strong>r Schweißungen.<br />
Hier gilt es, wesentliche Voraussetzungen<br />
zu überprüfen bzw. sicherzustellen.<br />
Dies betrifft einmal <strong>de</strong>n Werkstoffeinsatz.<br />
Die Werkstoffe bzw. Halbzeuge<br />
müssen grundsätzlich für <strong>de</strong>n Einsatz-<br />
22 11/04
zweck geeignet sein und <strong>de</strong>n allgemein<br />
anerkannten Regeln <strong>de</strong>r Technik entsprechen.<br />
Letzteres wird durch entsprechen<strong>de</strong><br />
Zertifizierungszeichen (z. B.<br />
DVGW-Zertifizierungszeichen) sichergestellt.<br />
Einsatzmöglichkeiten und Lebensdauer<br />
bei bekannten Voraussetzungen<br />
können mit <strong>de</strong>n vorhan<strong>de</strong>nen<br />
Erfahrungen und Regelwerken meist mit<br />
hinreichen<strong>de</strong>r Sicherheit und Genauigkeit<br />
bestimmt und berechnet wer<strong>de</strong>n.<br />
Abb. 1 Materialaustritt durch ungleichen<br />
Rohreinschub<br />
Abb. 2 Undichtheit durch mangelhafte<br />
Oxidschichtentfernung<br />
Abb. 3 Undichtheit durch zu<br />
großen Spalt<br />
Grundsätzlich wird eine betriebseigene<br />
Wareneingangskontrolle empfohlen,<br />
um zumin<strong>de</strong>st stichprobenhaft sicherzustellen,<br />
dass die angelieferten Produkte<br />
<strong>de</strong>n gefor<strong>de</strong>rten Qualitätsstandards<br />
entsprechen bzw. bei Transport<br />
o<strong>de</strong>r Lagerung nicht nachteilig beeinflusst<br />
wor<strong>de</strong>n sind.<br />
Die Qualifikation <strong>de</strong>r Schweißer stellt<br />
einen zentralen Punkt <strong>de</strong>r Qualitätserzeugung<br />
vor Ort dar. Die bisherigen Er-<br />
11/04<br />
fahrungen zeigen, dass fast ausschließlich<br />
handwerkliche Fehler <strong>beim</strong> Schweißen<br />
– meist durch unqualifiziertes Personal<br />
– Ursache für ungenügen<strong>de</strong><br />
Schweißnahtqualitäten sind, weshalb<br />
beson<strong>de</strong>rs auf die Ausbildung, aber<br />
auch auf die Ausrüstung <strong>de</strong>r Schweißer<br />
geachtet wer<strong>de</strong>n muss. Hierzu wer<strong>de</strong>n<br />
seit vielen Jahren allgemein anerkannte<br />
Qualifikationsmaßnahmen mit entsprechen<strong>de</strong>r<br />
Zertifizierung angeboten.<br />
Für die <strong>Kunststoff</strong>schweißer erfolgt die<br />
Qualifikation nach <strong>de</strong>r Richtlinie<br />
DVGW-Arbeitsblatt GW 330 und für<br />
Großrohre nach DVS 2212-1. Diese<br />
Maßnahmen wer<strong>de</strong>n <strong>von</strong> DVGW- bzw.<br />
DVS-anerkannten Kursstätten durchgeführt.<br />
Bei <strong>de</strong>r Auswahl <strong>von</strong> Fremdfirmen<br />
sollten diese Qualifikationen<br />
grundsätzlich verlangt und die Aktualität<br />
<strong>de</strong>r Zertifikate überprüft wer<strong>de</strong>n.<br />
Zu<strong>de</strong>m ist sicherzustellen, ob die beauftragte<br />
Fremdfirma auch über die entsprechen<strong>de</strong><br />
Erfahrung und Ausrüstung<br />
(nicht nur schweißtechnisch!) verfügt.<br />
Eine Zulassung dieser Firmen nach<br />
DVGW-Arbeitsblatt GW 301 in <strong>de</strong>n<br />
entsprechen<strong>de</strong>n Verlegeverfahren und<br />
mit integriertem betrieblichen Qualitätsmanagement<br />
(BQM) kann heute<br />
dafür als Standard angesehen wer<strong>de</strong>n.<br />
Ein zusätzlicher Bestandteil <strong>de</strong>r Qualitätssicherung<br />
ist die Überprüfung <strong>de</strong>r<br />
Planungsvorgaben auf Plausibilität und<br />
Durchführbarkeit. Oft genug entstehen<br />
Fehler durch unvermeidbare Improvisation<br />
auf <strong>de</strong>r <strong>Bau</strong>stelle, da z. B. eingeschränkte<br />
Platzverhältnisse o<strong>de</strong>r jahreszeitliche<br />
Witterungseinflüsse nicht<br />
rechtzeitig miteinbezogen wur<strong>de</strong>n.<br />
Es wird <strong>de</strong>shalb dringend empfohlen,<br />
sich im Vorfeld Gedanken über ein alle<br />
benannten Komponenten umfassen<strong>de</strong>s<br />
Qualitätssicherungskonzept zu machen,<br />
das natürlich in abgewan<strong>de</strong>lter<br />
Form auch für weitere Maßnahmen<br />
verwen<strong>de</strong>t wer<strong>de</strong>n kann. Dadurch wird<br />
sichergestellt, dass keine wesentlichen<br />
Punkte im Vorfeld vergessen o<strong>de</strong>r übersehen<br />
wer<strong>de</strong>n. Zu<strong>de</strong>m wer<strong>de</strong>n alle<br />
Beteiligten „gezwungen“, sich grundlegend<br />
über qualitätssichern<strong>de</strong>, arbeitstechnische,<br />
ablaufspezifische und auch<br />
finanzielle Problemfel<strong>de</strong>r „sauber“ auseinan<strong>de</strong>r<br />
zusetzen. Solche wichtigen<br />
Punkte sind z. B.<br />
• die Festlegung <strong>de</strong>s Qualitätsniveaus<br />
(siehe dazu DVS 2202-1),<br />
Mit RAUSISTO ® -<br />
Innenschicht:<br />
optimal <strong>beim</strong><br />
Hochdruckspülen<br />
RAULINER<br />
Sewer<br />
RAUSISTO ®<br />
■ Close-Fit-Liner zur<br />
Sanierung <strong>von</strong> Abwasserkanälen<br />
■ Dauerhaft abriebfest<br />
durch RAUSISTO ® -<br />
Innenschicht<br />
■ Bringt beste Inspektionsergebnisse<br />
Nähere Informationen:<br />
www.REHAU.com<br />
o<strong>de</strong>r unter<br />
0 91 31/92 – 54 92<br />
Besuchen Sie uns<br />
auf <strong>de</strong>r NO-DIG 2004<br />
vom 15.-17.11.<br />
in Hamburg.<br />
Technik<br />
Leitungsbau<br />
23
Technik<br />
Leitungsbau<br />
Abb. 4 Undichtheit durch Rohreinfall<br />
• <strong>de</strong>r Prüfungsumfang einschließlich<br />
zerstören<strong>de</strong>r Prüfungen (wie häufig<br />
und welche Prüfungen durchgeführt<br />
wer<strong>de</strong>n sollen; wer bezahlt),<br />
• <strong>de</strong>r Umfang und die Art <strong>de</strong>r Dokumentation<br />
(Schweißprotokolle, Rohrbuch,<br />
Prüfungsergebnisse, Beson<strong>de</strong>rheiten<br />
...),<br />
• die Bereitstellung (und Anwendung!)<br />
<strong>von</strong> Son<strong>de</strong>rausrüstung/-maßnahmen<br />
(wie z. B. Beheizung bei Temperaturen<br />
< 5 °C, Witterungsschutz usw.)<br />
und nicht zuletzt<br />
• die Festlegung <strong>de</strong>s Vorgehens, wenn<br />
gegen die Vereinbarungen verstoßen<br />
wur<strong>de</strong>.<br />
Dieses Vorgehen sollte eigentlich grundsätzlich<br />
erfolgen und erfor<strong>de</strong>rt keinen<br />
unzumutbaren zeitlichen o<strong>de</strong>r finanziellen<br />
Aufwand. Die damit erzeugte<br />
Sicherheit ist dabei sehr hoch. Die stichprobenartigen<br />
Kontrollen auf <strong>de</strong>r <strong>Bau</strong>stelle<br />
dienen dann lediglich <strong>de</strong>r Über-<br />
Abb. 5 Undichtheit durch verspannten<br />
Einbau<br />
prüfung <strong>de</strong>r Einhaltung <strong>de</strong>r Vereinbarungen<br />
und sind nicht mehr durch<br />
Auseinan<strong>de</strong>rsetzungen über „vorausgesetzte“<br />
Qualitätsstandards bzw. eigene<br />
Vorstellungen <strong>von</strong> Qualität, Prüfung und<br />
Bedingungen geprägt. Wichtig ist die regelmäßige<br />
stichprobenhafte Kontrolle<br />
vor Ort, die zum einen überraschend<br />
und zum an<strong>de</strong>ren unter Einbeziehung aller<br />
Beteiligten erfolgen sollte. Nur wenn<br />
alle wissen, was verlangt wird, ist auch<br />
die Einhaltung <strong>von</strong> Vorgaben möglich.<br />
Grundlagen für die Qualitätssicherung<br />
Die DVS-Regelwerke stellen die allgemein<br />
anerkannten Regeln <strong>de</strong>r Technik<br />
für das Fügen <strong>von</strong> <strong>Kunststoff</strong>en dar. Sie<br />
sind <strong>de</strong>shalb grundsätzlich für alle diesbezüglichen<br />
Arbeiten verpflichtend. Sie<br />
beinhalten alle wesentlichen Punkte im<br />
Bereich <strong>Kunststoff</strong>schweißen und sind<br />
– schweißtechnisch gesehen – in <strong>de</strong>n<br />
DVGW-Richtlinien enthalten (Tab. 1).<br />
Bereich Fehler Abhilfe<br />
Tabelle 2 Häufige Fehler und <strong>de</strong>ren Vermeidung im Vorfeld <strong>de</strong>r Schweißarbeiten<br />
Fehlerquellen<br />
Viele Fehler entstehen bereits im Vorfeld<br />
<strong>de</strong>r Schweißung durch Nichtbeachtung<br />
grundlegen<strong>de</strong>r Dinge (Tab. 2).<br />
Diese Fehler können auch durch eine<br />
gute Schweißung im Nachhinein nicht<br />
mehr ausgeglichen wer<strong>de</strong>n.<br />
Aus <strong>de</strong>n bisherigen auf <strong>Bau</strong>stellen<br />
gewonnenen und gutachterlichen Erfahrungen<br />
haben sich <strong>beim</strong> Heizelementstumpfschweißen<br />
hauptsächlich<br />
folgen<strong>de</strong> Fehler herauskristallisiert:<br />
• Ovalität (keine Rundungsschellen)<br />
• Versatz durch (unterschiedlichen)<br />
Rohreinfall (kein Abschnei<strong>de</strong>n <strong>de</strong>r<br />
Rohren<strong>de</strong>n)<br />
• falsche Schweißparameter (keine aktuellen<br />
Schweißparameter, Unkenntnis,<br />
fehlen<strong>de</strong> Parameterkontrolle<br />
(Temperatur-, Druckmessung))<br />
• keine ausreichen<strong>de</strong>n Halterungen/<br />
Ausrüstung („Sparmaßnahmen“)<br />
• zu kurze Abkühlzeit (Termindruck)<br />
• schlechtes bzw. falsches Reinigen<br />
(Späne, Staub, verdreckte Lappen)<br />
• schlechter Zustand <strong>de</strong>r Heizelemente<br />
(Kratzer, Verbrennungen, Fremdmaterial<br />
usw.)<br />
Durch diese Fehler wird die Schweißnahtqualität<br />
grundsätzlich in Frage gestellt.<br />
Es han<strong>de</strong>lt sich hier durchweg um<br />
handwerkliche, leicht vermeidbare Fehler,<br />
die aus Unkenntnis o<strong>de</strong>r Schlamperei<br />
gemacht wer<strong>de</strong>n.<br />
Witterungseinflüsse • Feuchtigkeit durch Regen, Reif, Taupunkt • Zelte<br />
(Sperrschichtbildung) • Beheizung<br />
• Kälte < 5 °C • Ab<strong>de</strong>ckung<br />
• kein/ungleicher Temperaturangleich<br />
• Wind/Zugluft (Abkühlung <strong>de</strong>r Heizelemente)<br />
• ....<br />
• Zelt/Verschließen <strong>de</strong>r Rohren<strong>de</strong>n<br />
Ausrüstung unvollständige Ausrüstung • Aktualisierung und Pflege <strong>de</strong>r<br />
schlechter / veralteter Zustand <strong>de</strong>r Ausrüstung Ausrüstung<br />
aktuelle Schweißparameter • DVS-Richtlinien, Hersteller-<br />
... angaben<br />
Wareneingangskontrolle • keine visuelle Kontrolle (Kratzer, Kerben,<br />
Rohreinfall ...)<br />
• keine Maßkontrolle (Ovalität, Versatz ...)<br />
• ...<br />
• Wareneingangskontrolle<br />
Halbzeuge • ungenügen<strong>de</strong> Reinigung (Verschmutzung,<br />
Trennschicht)<br />
• ordnungsgemäßes Reinigen<br />
Lagerung, Transport • Beschädigungen • ordnungsgemäßes Lagern,<br />
• Verschmutzung<br />
• ...<br />
Transportieren<br />
24 11/04
Das Heizwen<strong>de</strong>lschweißverfahren gilt<br />
als eines <strong>de</strong>r am leichtesten zu beherrschen<strong>de</strong>n<br />
Fügeverfahren. Da es jedoch<br />
technisch recht anspruchsvoll ist, sind<br />
entsprechen<strong>de</strong> Kenntnisse gera<strong>de</strong> <strong>de</strong>shalb<br />
unabdingbar. Zu<strong>de</strong>m müssen die<br />
Vorgaben <strong>de</strong>r Hersteller und – wie bei<br />
<strong>de</strong>n an<strong>de</strong>ren Schweißverfahren auch –<br />
die Richtlinien genau eingehalten wer<strong>de</strong>n.<br />
Folgen<strong>de</strong> Fehler fin<strong>de</strong>n sich lei<strong>de</strong>r<br />
recht häufig:<br />
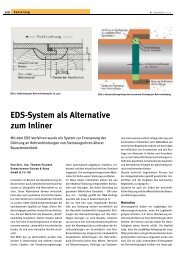
• kein Anzeichnen <strong>de</strong>r Einstecktiefe,<br />
Folge: keine Kontrollmöglichkeit <strong>de</strong>r<br />
erfor<strong>de</strong>rlichen Einstecktiefe (Abb. 1)<br />
• mechanische Rohroberflächenbearbeitung<br />
(keine, schlechte, zu viel,<br />
falsche Geräte) (Abb. 2 + Abb. 3)<br />
• Ovalität (keine Rundungsschellen)<br />
• kein Abschnei<strong>de</strong>n <strong>de</strong>r eingefallenen<br />
Rohren<strong>de</strong>n (Abb. 4)<br />
• schräges Abschnei<strong>de</strong>n <strong>de</strong>r Rohren<strong>de</strong>n<br />
• schlechte bzw. falsche Reinigung<br />
(Schmutz, Öle, Fremdmaterial, Feuchtigkeit)<br />
• verspannter Einbau (keine Halterungen,<br />
„Elefantenzähne“) (Abb. 5)<br />
• zu wenig Energieeintrag (Generatorprobleme)<br />
11/04<br />
Berstlining -<br />
<strong>de</strong>r Durchbruch in<br />
<strong>de</strong>r Rohrerneuerung<br />
• Doppelschweißung (ohne bzw. zu wenig<br />
Zwischenabkühlung: Brandgefahr!)<br />
Auch hier han<strong>de</strong>lt es sich um durchweg<br />
handwerkliche Fehler, die je<strong>de</strong>r<br />
ausgebil<strong>de</strong>te Schweißer zu vermei<strong>de</strong>n<br />
lernt. Diese Fehler beeinträchtigen die<br />
Schweißnahtqualität nachhaltig.<br />
Zusammenfassung<br />
Die mit Abstand meisten Fehler <strong>beim</strong><br />
Schweißen <strong>von</strong> <strong>Kunststoff</strong>en wer<strong>de</strong>n<br />
durch unqualifiziertes Personal, schlechte<br />
bzw. unvollständige Ausrüstung und<br />
die Nichtbeachtung <strong>de</strong>r vorhan<strong>de</strong>nen<br />
Regelwerke verursacht. Die Gefahr, dass<br />
die Schweißnähte auf Grund handwerklicher<br />
Mängel vorzeitig versagen müssen,<br />
ist sehr groß. Die Schä<strong>de</strong>n führen<br />
zum Ausfall <strong>von</strong> Anlagen, Preismin<strong>de</strong>rung,<br />
zu Reparaturkosten bei gleichzeitiger<br />
Bindung <strong>de</strong>s Personals für die<br />
Reparaturarbeiten, zu Ärger und Imageverlust.<br />
Wie die Beispiele gezeigt haben,<br />
lassen sich diese Kosten in sehr<br />
vielen Fällen leicht vermei<strong>de</strong>n, wenn<br />
man statt in die Reparaturen in die Aus-<br />
Technik<br />
Leitungsbau<br />
bildung und Ausrüstung investieren<br />
wür<strong>de</strong>. Die Kosten dafür sind vergleichsweise<br />
unbe<strong>de</strong>utend. Zu<strong>de</strong>m erscheinen<br />
vermie<strong>de</strong>ne Schä<strong>de</strong>n lei<strong>de</strong>r<br />
nicht in <strong>de</strong>r Bilanz.<br />
Die <strong>de</strong>rzeitige wirtschaftliche Lage und<br />
die immer strenger wer<strong>de</strong>n<strong>de</strong> Gesetzgebung<br />
und Sicherheitsanfor<strong>de</strong>rungen<br />
verbieten es eigentlich, min<strong>de</strong>rwertige<br />
Qualität abzuliefern. Zu<strong>de</strong>m wer<strong>de</strong>n<br />
dadurch die hervorragen<strong>de</strong>n Möglichkeiten<br />
und die Lebensdauer, die <strong>de</strong>r<br />
Werkstoff <strong>Kunststoff</strong> bietet, leichtfertig<br />
verspielt.<br />
Alle Abbildungen: SKZ-ToP GmbH<br />
Dipl.-Ing. Winfried Langlouis<br />
SKZ -ToP GmbH<br />
Frankfurter Straße 15-17<br />
97082 Würzburg<br />
Tel.: 0931 41 04 - 220<br />
Fax: 0931 41 04 - 227<br />
E-Mail: w.langlouis@skz.<strong>de</strong><br />
Internet: www.skz.<strong>de</strong><br />
TT-GROUP<br />
of companies<br />
www.tracto-technik.<strong>de</strong><br />
TRACTO-TECHNIK<br />
TT UK Ltd.<br />
TT Technologies<br />
Berstlining ist eine kluge Entscheidung, wenn z. B. Lang- o<strong>de</strong>r Kurzrohre ersetzt wer<strong>de</strong>n können. Das<br />
die Rohrstatik nicht mehr stimmt. Mit <strong>de</strong>m patentierte QuickLock<br />
Grundoburst-System (3 Typen) ist <strong>de</strong>r Rohraustausch<br />
- alt gegen neu - bis DN 600 möglich.<br />
Warum Grundoburst? Weil auch duktile Gussrohre,<br />
Stahl-, <strong>Kunststoff</strong>rohre u. a. durch PVC / PE-HD<br />
® TRACTO-TECHNIQUES<br />
Berstgestänge wird nicht<br />
verschraubt, son<strong>de</strong>rn einfach eingeklinkt. Das<br />
TT-Asia Pacific<br />
bringt eine Riesen-Zeitersparnis zugunsten <strong>de</strong>r<br />
TRACTO-TECHNIK GmbH<br />
Postfach 40 20<br />
Tagesleistung, die bei 200 m liegen kann.<br />
D-57356 Lennestadt<br />
Alles in allem MEHR als man erwartet.<br />
Tel.: (0 27 23) 8 08-0<br />
Fax: (0 27 23) 8 08- 180<br />
www.tracto-technik.<strong>de</strong><br />
TRACTO-TECHNIK<br />
25