

ARC MASTER® 175 TE bedienungsanleitung - Victor Technologies ...
ARC MASTER® 175 TE bedienungsanleitung - Victor Technologies ...
ARC MASTER® 175 TE bedienungsanleitung - Victor Technologies ...

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
BETRIEB <strong>ARC</strong> MAS<strong>TE</strong>R <strong>175</strong> <strong>TE</strong><br />
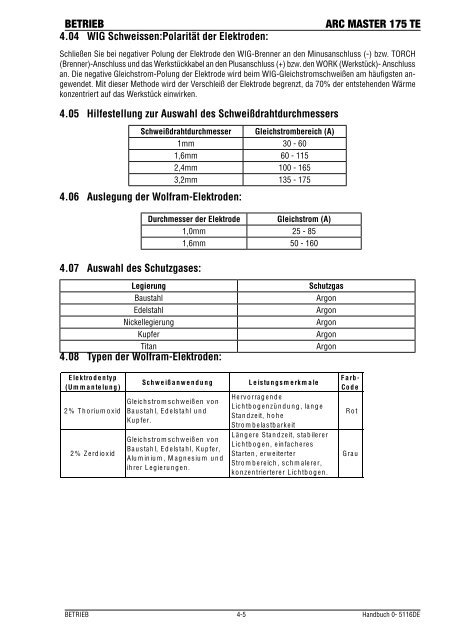
4.04 WIG Schweissen:Polarität der Elektroden:<br />
Schließen Sie bei negativer Polung der Elektrode den WIG-Brenner an den Minusanschluss (-) bzw. TORCH<br />
(Brenner)-Anschluss und das Werkstückkabel an den Plusanschluss (+) bzw. den WORK (Werkstück)- Anschluss<br />
an. Die negative Gleichstrom-Polung der Elektrode wird beim WIG-Gleichstromschweißen am häufigsten angewendet.<br />
Mit dieser Methode wird der Verschleiß der Elektrode begrenzt, da 70% der entstehenden Wärme<br />
konzentriert auf das Werkstück einwirken.<br />
4.05 Hilfestellung zur Auswahl des Schweißdrahtdurchmessers<br />
Schweißdrahtdurchmesser Gleichstrombereich (A)<br />
1mm 30 - 60<br />
1,6mm 60 - 115<br />
2,4mm 100 - 165<br />
3,2mm 135 - <strong>175</strong><br />
4.06 Auslegung der Wolfram-Elektroden:<br />
4.07 Auswahl des Schutzgases:<br />
Durchmesser der Elektrode Gleichstrom (A)<br />
1,0mm 25 - 85<br />
1,6mm 50 - 160<br />
Legierung Schutzgas<br />
Baustahl Argon<br />
Edelstahl Argon<br />
Nickellegierung Argon<br />
Kupfer Argon<br />
Titan Argon<br />
4.08 Typen der Wolfram-Elektroden:<br />
E le ktro dentyp<br />
(Ummante lung)<br />
2 % Thoriu m o xid<br />
2 % Z erd io xid<br />
Sch weißan wendu n g Leistungsm e rkm a le<br />
Gleich stro m sch w eiß en vo n<br />
Bau stah l, E d elstah l und<br />
Kupfer.<br />
Gleich stro m sch w eiß en vo n<br />
Bau stah l, E d elstah l, Kupfer,<br />
Alu m in iu m , M agnesiu m u n d<br />
ih rer L eg ierungen .<br />
Hervo rrag ende<br />
L ich tbog en zündung , lan g e<br />
Stan d zeit, hohe<br />
Stro m b elastb arkeit<br />
L ängere Stan d zeit, stab ilerer<br />
L ich tbog en , ein fach eres<br />
Starten , erweiterter<br />
Stro m b ereich , sch m alerer,<br />
konzen trierterer L ich tbogen .<br />
Farb -<br />
Code<br />
BETRIEB 4-5 Handbuch 0- 5116DE<br />
Ro t<br />
Grau














