

ARC MASTER® 175 TE bedienungsanleitung - Victor Technologies ...
ARC MASTER® 175 TE bedienungsanleitung - Victor Technologies ...
ARC MASTER® 175 TE bedienungsanleitung - Victor Technologies ...

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
<strong>ARC</strong> MAS<strong>TE</strong>R <strong>175</strong> <strong>TE</strong> BETRIEB<br />
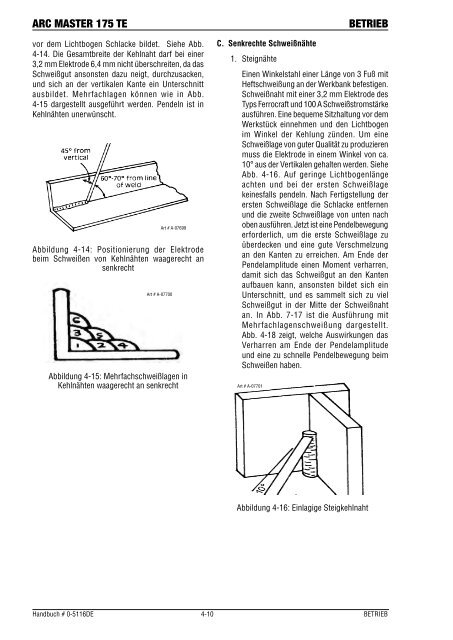
vor dem Lichtbogen Schlacke bildet. Siehe Abb.<br />
4-14. Die Gesamtbreite der Kehlnaht darf bei einer<br />
3,2 mm Elektrode 6,4 mm nicht überschreiten, da das<br />
Schweißgut ansonsten dazu neigt, durchzusacken,<br />
und sich an der vertikalen Kante ein Unterschnitt<br />
ausbildet. Mehrfachlagen können wie in Abb.<br />
4-15 dargestellt ausgeführt werden. Pendeln ist in<br />
Kehlnähten unerwünscht.<br />
Art # A-07699<br />
Abbildung 4-14: Positionierung der Elektrode<br />
beim Schweißen von Kehlnähten waagerecht an<br />
senkrecht<br />
Art # A-07700<br />
Abbildung 4-15: Mehrfachschweißlagen in<br />
Kehlnähten waagerecht an senkrecht<br />
C. Senkrechte Schweißnähte<br />
1. Steignähte<br />
Einen Winkelstahl einer Länge von 3 Fuß mit<br />
Heftschweißung an der Werkbank befestigen.<br />
Schweißnaht mit einer 3,2 mm Elektrode des<br />
Typs Ferrocraft und 100 A Schweißstromstärke<br />
ausführen. Eine bequeme Sitzhaltung vor dem<br />
Werkstück einnehmen und den Lichtbogen<br />
im Winkel der Kehlung zünden. Um eine<br />
Schweißlage von guter Qualität zu produzieren<br />
muss die Elektrode in einem Winkel von ca.<br />
10° aus der Vertikalen gehalten werden. Siehe<br />
Abb. 4-16. Auf geringe Lichtbogenlänge<br />
achten und bei der ersten Schweißlage<br />
keinesfalls pendeln. Nach Fertigstellung der<br />
ersten Schweißlage die Schlacke entfernen<br />
und die zweite Schweißlage von unten nach<br />
oben ausführen. Jetzt ist eine Pendelbewegung<br />
erforderlich, um die erste Schweißlage zu<br />
überdecken und eine gute Verschmelzung<br />
an den Kanten zu erreichen. Am Ende der<br />
Pendelamplitude einen Moment verharren,<br />
damit sich das Schweißgut an den Kanten<br />
aufbauen kann, ansonsten bildet sich ein<br />
Unterschnitt, und es sammelt sich zu viel<br />
Schweißgut in der Mitte der Schweißnaht<br />
an. In Abb. 7-17 ist die Ausführung mit<br />
Mehrfachlagenschweißung dargestellt.<br />
Abb. 4-18 zeigt, welche Auswirkungen das<br />
Verharren am Ende der Pendelamplitude<br />
und eine zu schnelle Pendelbewegung beim<br />
Schweißen haben.<br />
Art # A-07701<br />
Abbildung 4-16: Einlagige Steigkehlnaht<br />
Handbuch # 0-5116DE 4-10 BETRIEB














