

ARC MASTER® 175 TE bedienungsanleitung - Victor Technologies ...
ARC MASTER® 175 TE bedienungsanleitung - Victor Technologies ...
ARC MASTER® 175 TE bedienungsanleitung - Victor Technologies ...

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
BETRIEB <strong>ARC</strong> MAS<strong>TE</strong>R <strong>175</strong> <strong>TE</strong><br />
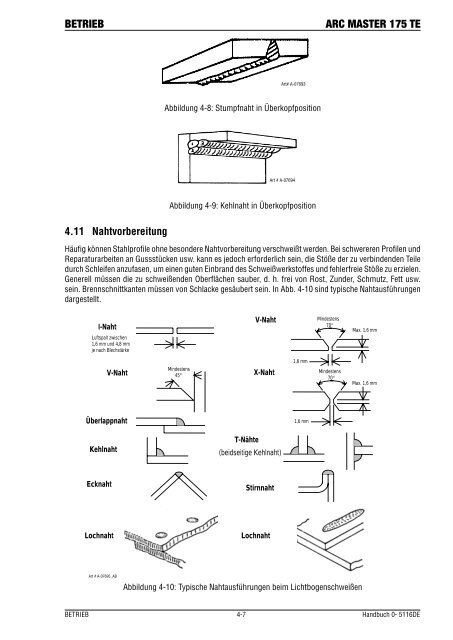
4.11 Nahtvorbereitung<br />
Art# A-07693<br />
Abbildung 4-8: Stumpfnaht in Überkopfposition<br />
Art # A-07694<br />
Abbildung 4-9: Kehlnaht in Überkopfposition<br />
Häufig können Stahlprofile ohne besondere Nahtvorbereitung verschweißt werden. Bei schwereren Profilen und<br />
Reparaturarbeiten an Gussstücken usw. kann es jedoch erforderlich sein, die Stöße der zu verbindenden Teile<br />
durch Schleifen anzufasen, um einen guten Einbrand des Schweißwerkstoffes und fehlerfreie Stöße zu erzielen.<br />
Generell müssen die zu schweißenden Oberflächen sauber, d. h. frei von Rost, Zunder, Schmutz, Fett usw.<br />
sein. Brennschnittkanten müssen von Schlacke gesäubert sein. In Abb. 4-10 sind typische Nahtausführungen<br />
dargestellt.<br />
I-Naht<br />
Mindestens<br />
70°<br />
Max. 1,6 mm<br />
Luftspalt zwischen<br />
1,6 mm und 4,8 mm<br />
je nach Blechstärke<br />
Überlappnaht<br />
Kehlnaht<br />
Ecknaht<br />
Lochnaht<br />
Art # A-07695_AB<br />
V-Naht<br />
Mindestens<br />
45°<br />
T-Nähte<br />
V-Naht<br />
X-Naht<br />
(beidseitige Kehlnaht)<br />
Stirnnaht<br />
Lochnaht<br />
BETRIEB 4-7 Handbuch 0- 5116DE<br />
1,6 mm<br />
1,6 mm<br />
Mindestens<br />
70°<br />
Abbildung 4-10: Typische Nahtausführungen beim Lichtbogenschweißen<br />
Max. 1,6 mm














