

ARC MASTER® 175 TE bedienungsanleitung - Victor Technologies ...
ARC MASTER® 175 TE bedienungsanleitung - Victor Technologies ...
ARC MASTER® 175 TE bedienungsanleitung - Victor Technologies ...

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
BETRIEB <strong>ARC</strong> MAS<strong>TE</strong>R <strong>175</strong> <strong>TE</strong><br />
Art # A-07702<br />
Abbildung 4-17: Mehrlagige Steigkehlnaht<br />
Art # A-07703<br />
Abbildung 4-18: Beispiele für Steigkehlnähte<br />
2. Fallnähte<br />
Das Schweißen von Fallnähten ist besonders<br />
einfach, wenn Elektroden des Typs Ferrocraft 21<br />
verwendet werden. Schweißnaht mit einer 3,2<br />
mm Elektrode und 100 A Schweißstromstärke<br />
ausführen. Die Elektrodenspitze muss dabei<br />
leichten Kontakt mit dem Werkstück haben.<br />
Die Vorschubgeschwindigkeit abwärts<br />
muss so gewählt werden, dass sich die<br />
Elektrodenspitze stets gerade noch vor der<br />
Schlacke befindet. Die Elektrode muss dabei in<br />
einem Winkel von ca. 45° nach oben zeigen.<br />
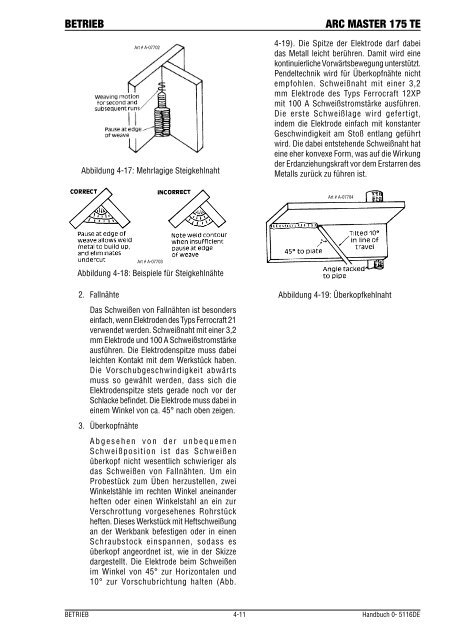
3. Überkopfnähte<br />
A b g e s e h e n v o n d e r u n b e q u e m e n<br />
Schweißposition ist das Schweißen<br />
überkopf nicht wesentlich schwieriger als<br />
das Schweißen von Fallnähten. Um ein<br />
Probestück zum Üben herzustellen, zwei<br />
Winkelstähle im rechten Winkel aneinander<br />
heften oder einen Winkelstahl an ein zur<br />
Verschrottung vorgesehenes Rohrstück<br />
heften. Dieses Werkstück mit Heftschweißung<br />
an der Werkbank befestigen oder in einen<br />
Schraubstock einspannen, sodass es<br />
überkopf angeordnet ist, wie in der Skizze<br />
dargestellt. Die Elektrode beim Schweißen<br />
im Winkel von 45° zur Horizontalen und<br />
10° zur Vorschubrichtung halten (Abb.<br />
4-19). Die Spitze der Elektrode darf dabei<br />
das Metall leicht berühren. Damit wird eine<br />
kontinuierliche Vorwärtsbewegung unterstützt.<br />
Pendeltechnik wird für Überkopfnähte nicht<br />
empfohlen. Schweißnaht mit einer 3,2<br />
mm Elektrode des Typs Ferrocraft 12XP<br />
mit 100 A Schweißstromstärke ausführen.<br />
Die erste Schweißlage wird gefertigt,<br />
indem die Elektrode einfach mit konstanter<br />
Geschwindigkeit am Stoß entlang geführt<br />
wird. Die dabei entstehende Schweißnaht hat<br />
eine eher konvexe Form, was auf die Wirkung<br />
der Erdanziehungskraft vor dem Erstarren des<br />
Metalls zurück zu führen ist.<br />
Art # A-07704<br />
Abbildung 4-19: Überkopfkehlnaht<br />
BETRIEB 4-11 Handbuch 0- 5116DE














