Edelstahl-Pressfittings - AVAG-Pumpen
Edelstahl-Pressfittings - AVAG-Pumpen
Edelstahl-Pressfittings - AVAG-Pumpen

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
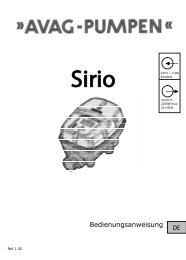
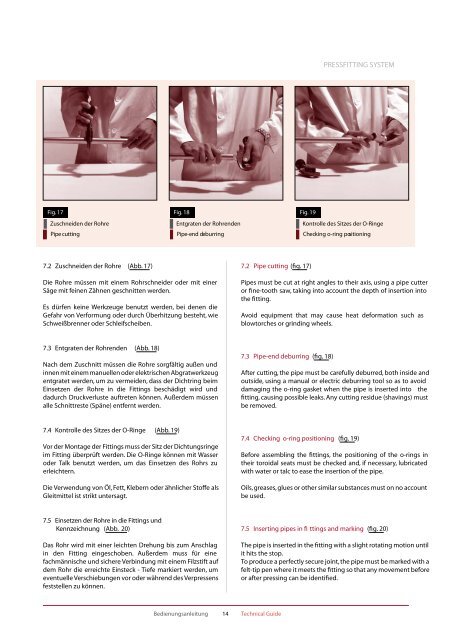
Fig. 17<br />
Zuschneiden der Rohre<br />
Pipe cutting<br />
7.2 Zuschneiden der Rohre (Abb. 17)<br />
Die Rohre müssen mit einem Rohrschneider oder mit einer<br />
Säge mit feinen Zähnen geschnitten werden.<br />
Es dürfen keine Werkzeuge benutzt werden, bei denen die<br />
Gefahr von Verformung oder durch Überhitzung besteht, wie<br />
Schweißbrenner oder Schleifscheiben.<br />
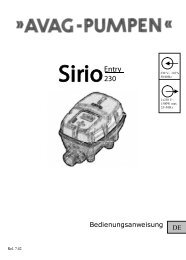
7.3 Entgraten der Rohrenden (Abb. 18)<br />
Nach dem Zuschnitt müssen die Rohre sorgfältig außen und<br />
innen mit einem manuellen oder elektrischen Abgratwerkzeug<br />
entgratet werden, um zu vermeiden, dass der Dichtring beim<br />
Einsetzen der Rohre in die Fittings beschädigt wird und<br />
dadurch Druckverluste auftreten können. Außerdem müssen<br />
alle Schnittreste (Späne) entfernt werden.<br />
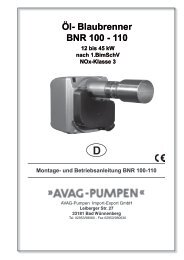
7.4 Kontrolle des Sitzes der O-Ringe (Abb. 19)<br />
Vor der Montage der Fittings muss der Sitz der Dichtungsringe<br />
im Fitting überprüft werden. Die O-Ringe können mit Wasser<br />
oder Talk benutzt werden, um das Einsetzen des Rohrs zu<br />
erleichtern.<br />
Die Verwendung von Öl, Fett, Klebern oder ähnlicher Stoe als<br />
Gleitmittel ist strikt untersagt.<br />
7.5 Einsetzen der Rohre in die Fittings und<br />
Kennzeichnung (Abb. 20)<br />
Fig. 18<br />
Entgraten der Rohrenden<br />
Pipe-end deburring<br />
Das Rohr wird mit einer leichten Drehung bis zum Anschlag<br />
in den Fitting eingeschoben. Außerdem muss für eine<br />
fachmännische und sichere Verbindung mit einem Filzstift auf<br />
dem Rohr die erreichte Einsteck - Tiefe markiert werden, um<br />
eventuelle Verschiebungen vor oder während des Verpressens<br />
feststellen zu können.<br />
7.2 Pipe cutting ( g. 17)<br />
Bedienungsanleitung 14 Technical Guide<br />
Fig. 19<br />
PRESSFITTING SYSTEM<br />
Pipes must be cut at right angles to their axis, using a pipe cutter<br />
or ne-tooth saw, taking into account the depth of insertion into<br />
the tting.<br />
Avoid equipment that may cause heat deformation such as<br />
blowtorches or grinding wheels.<br />
7.3 Pipe-end deburring ( g. 18)<br />
Kontrolle des Sitzes der O-Ringe<br />
Checking o-ring positioning<br />
After cutting, the pipe must be carefully deburred, both inside and<br />
outside, using a manual or electric deburring tool so as to avoid<br />
damaging the o-ring gasket when the pipe is inserted into the<br />
tting, causing possible leaks. Any cutting residue (shavings) must<br />
be removed.<br />
7.4 Checking o-ring positioning ( g. 19)<br />
Before assembling the ttings, the positioning of the o-rings in<br />
their toroidal seats must be checked and, if necessary, lubricated<br />
with water or talc to ease the insertion of the pipe.<br />
Oils, greases, glues or other similar substances must on no account<br />
be used.<br />
7.5 Inserting pipes in ttings and marking ( g. 20)<br />
The pipe is inserted in the tting with a slight rotating motion until<br />
it hits the stop.<br />
To produce a perfectly secure joint, the pipe must be marked with a<br />
felt-tip pen where it meets the tting so that any movement before<br />
or after pressing can be identi ed.