Produktionsintegrierter Umweltschutz in der ... - VSA
Produktionsintegrierter Umweltschutz in der ... - VSA
Produktionsintegrierter Umweltschutz in der ... - VSA

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Verband Schweizer<br />
Abwasser- und<br />
Gewässerschutzfachleute<br />
Association suisse<br />
des professionnels<br />
de la protection<br />
des eaux<br />
Associazione svizzera<br />
dei professionisti<br />
della protezione<br />
delle acque<br />
Swiss Water<br />
Pollution Control<br />
Association<br />
Fachtagung <strong>der</strong> <strong>VSA</strong>-Kommission «Industrie und Gewerbe»<br />
vom 20. Juni 2008 <strong>in</strong> Emmenbrücke<br />
<strong>Produktions<strong>in</strong>tegrierter</strong> <strong>Umweltschutz</strong> <strong>in</strong> <strong>der</strong><br />
Industriewasserwirtschaft<br />
Prof. Dr.-Ing. Karl-He<strong>in</strong>z Rosenw<strong>in</strong>kel<br />
Institut für Siedlungswasserwirtschaft und Abfalltechnik<br />
Leibnitz Universität Hannover<br />
Welfengarten 1<br />
D-30167 Hannover
INSTITUT FÜR SIEDLUNGSWASSERWIRTSCHAFT UND ABFALLTECHNIK<br />
LEIBNIZ UNIVERSITÄT H ANNOVER<br />
Prof. Dr.-Ing. K.-H. Rosenw<strong>in</strong>kel<br />
Produktions<strong>in</strong>tegrieter <strong>Umweltschutz</strong> <strong>in</strong> <strong>der</strong><br />
Industriewasserwirtschaft<br />
Axel Borchmann, M.Sc 1 ; Dipl.-Ing. Jörg Br<strong>in</strong>kmeyer 2 ; Dipl.-Ing. L<strong>in</strong>da H<strong>in</strong>ken;<br />
Prof. Dr.-Ing. Karl-He<strong>in</strong>z Rosenw<strong>in</strong>kel<br />
Schlagwörter/Keywords: Abwasserwie<strong>der</strong>verwendung, Kreislaufführung, <strong>Produktions<strong>in</strong>tegrierter</strong><br />
<strong>Umweltschutz</strong>, Prognosemodell – wastewater reuse, recirculation, cleaner production, forecast<br />
model<br />
Der rationelle Umgang mit Betriebswasser, welches nach DIN 4046 def<strong>in</strong>iert ist als “gewerblichen,<br />
<strong>in</strong>dustriellen, landwirtschaftlichen o<strong>der</strong> ähnlichen Zwecken dienendes Wasser mit<br />
unterschiedlichen Güteeigenschaften, wor<strong>in</strong> Tr<strong>in</strong>kwasserqualität e<strong>in</strong>geschlossen se<strong>in</strong> kann”, steht<br />
bei Industriebetrieben zunehmend im Vor<strong>der</strong>grund. Die Gründe dafür liegen e<strong>in</strong>erseits <strong>in</strong><br />
vorhandenen För<strong>der</strong>ungs- bzw. Bezugskapazitätsbegrenzungen bei steigen<strong>der</strong> Produktion und<br />
im (imagewirksamen) <strong>Umweltschutz</strong>. An<strong>der</strong>erseits wird gezielt versucht, Wasserkosten zu<br />
begrenzen. Die Kosten <strong>der</strong> <strong>in</strong>dustriellen Wassernutzung entstehen auf <strong>der</strong> Bezugsseite durch<br />
Tr<strong>in</strong>kwassergebühren, Entnahmeentgelte sowie Gew<strong>in</strong>nungs-, Aufbereitungs- und<br />
Transportkosten. Bei <strong>der</strong> Abwasserentsorgung fallen Kosten überwiegend durch die<br />
Abwasserbehandlung sowie durch Abwasserabgaben bzw. Abwassergebühren und Zuschläge<br />
an. Durch den Ansatz <strong>der</strong> Mehrfach- bzw. Kreislaufnutzung können diese Aufwendungen zwar oft<br />
reduziert werden, dennoch entstehen neue Kosten durch <strong>in</strong>terne Behandlungs- und<br />
Verteilungsmaßnahmen. Zwischen dieser Kostenent- und -belastung gilt es, unter<br />
Berücksichtigung gesetzlicher und regionaler Auflagen sowie Verfügbarkeiten und<br />
Produktionsentwicklungen, e<strong>in</strong> Optimum zu f<strong>in</strong>den.<br />
The rational usage of processwater, which is def<strong>in</strong>ed as „water with different quality, <strong>in</strong>clud<strong>in</strong>g<br />
dr<strong>in</strong>k<strong>in</strong>g water, for commercial, <strong>in</strong>dustrial, agricultural or similar purposes” is ga<strong>in</strong><strong>in</strong>g more and<br />
more importance for <strong>in</strong>dustry. Reasons for this are on the one hand the exist<strong>in</strong>g limitations of<br />
waterproduction or supply with simultaneously grow<strong>in</strong>g output, and on the other hand the effort to<br />
m<strong>in</strong>imize the costs of water. The costs of supply arise from dr<strong>in</strong>k<strong>in</strong>g water and <strong>in</strong>take fees as well<br />
as charges for w<strong>in</strong>n<strong>in</strong>g, condition<strong>in</strong>g and transport. In the disposal of wastewater the ma<strong>in</strong> costs<br />
<strong>in</strong>cur by treatment, levies or fees and surcharges. These expenses can often be reduced by<br />
1 Institut für Siedlungswasserwirtschaft und Abfalltechnik, Leibniz Universität Hannover, Welfengarten 1, D-<br />
30167 Hannover, Tel.: 0049 (0)511-762-3371, www.isah.uni-hannover.de<br />
2 De.EnCon GmbH, Development Eng<strong>in</strong>eer<strong>in</strong>g Construction, Ammerlän<strong>der</strong> Heerstrasse 368, D-26129<br />
Oldenburg, Tel.: 0049-(0)441-20577-0, www.deencon.de
Seite 2<br />
multiple or looped use of water, however result<strong>in</strong>g <strong>in</strong> additional costs for <strong>in</strong>ternal treatment and<br />
distribution. Balanc<strong>in</strong>g between charges and discharges it is necessary to f<strong>in</strong>d the optimum<br />
consi<strong>der</strong><strong>in</strong>g legal and regional restra<strong>in</strong>ts as well as availability and evolution of production.<br />
1 Allgeme<strong>in</strong>es<br />
Der Wasserbedarf <strong>der</strong> Industrie (Verarbeitendes Gewerbe und Bergbau) wird überwiegend aus<br />
Oberflächengewässern gedeckt. Die Eigengew<strong>in</strong>nung beträgt dabei rund 90 %, <strong>der</strong> Fremdbezug<br />
10 %. Betrachtet man ausschließlich das Ernährungsgewerbe (hier zusammengefasst mit <strong>der</strong><br />
Tabakverarbeitung), welches rd. 6 % des gesamten <strong>in</strong>dustriellen Wasseraufkommens benötigt, so<br />
ergibt sich e<strong>in</strong> deutlich an<strong>der</strong>es Verhältnis. Die Eigengew<strong>in</strong>nung beträgt hier nur 69 %, <strong>der</strong><br />
Fremdbezug h<strong>in</strong>gegen 31 %. Dies liegt daran, dass <strong>in</strong> Lebensmittelbetrieben für die meisten<br />
Anwendungen Wasser mit gefor<strong>der</strong>ter Tr<strong>in</strong>kwasserqualität zum E<strong>in</strong>satz kommt.<br />
Das Wasseraufkommen mit Tr<strong>in</strong>kwasserqualität liegt im Ernährungsgewerbe bei über 60 %<br />
(Verarbeitendes Gewerbe, gesamt, rd. 10 %), wobei hier <strong>der</strong> größte Tr<strong>in</strong>kwasserbedarf bei<br />
Molkereien und Käsereien, Brauereien und M<strong>in</strong>eralbrunnengewerbe (bis zu 98 %) besteht, <strong>der</strong><br />
restliche Anteil des Wasseraufkommens ohne Tr<strong>in</strong>kwasserqualität wird im wesentlichen als Kühlo<strong>der</strong><br />
Kesselspeisewasser e<strong>in</strong>gesetzt.<br />
Im Industriebetrieb wird Wasser unterschiedlicher Qualitäten entsprechend <strong>der</strong> <strong>in</strong>stallierten<br />
Aufbereitung als Rohstoff, Transportmittel, Hilfsstoff und Belegschaftswasser e<strong>in</strong>gesetzt. Als<br />
betriebliche Nutzungsarten werden E<strong>in</strong>fachnutzung, Mehrfachnutzung und Kreislaufnutzung<br />
unterschieden. Als Nutzungskenngröße gilt <strong>der</strong> sog. Nutzungsfaktor, <strong>der</strong> als Quotient aus <strong>der</strong><br />
Wassernutzung und dem Wasseraufkommen def<strong>in</strong>iert ist. In e<strong>in</strong>zelnen Industriezweigen hat sich<br />
dieser Nutzungsfaktor <strong>in</strong> den letzten 30 Jahren mehr als verdreifacht.<br />
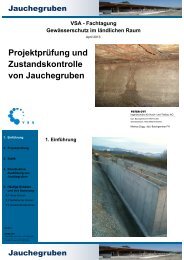
Die folgende Abbildung zeigt die Entwicklung <strong>der</strong> Nutzungsfaktoren des Ernährungsgewerbes im<br />
Vergleich zum gesamten produzierenden Gewerbe und Bergbau seit 1975. Während <strong>der</strong><br />
Nutzungsfaktor <strong>in</strong>sgesamt stieg, war er im Ernährungsgewerbe bis 1995 nahezu konstant. Die<br />
Steigerung <strong>der</strong> Nutzungsfaktoren ab diesem Zeitpunkt ist auf die <strong>in</strong> den letzten Jahren drastisch<br />
verschärften Anfor<strong>der</strong>ungen an die notwendige Abwasserre<strong>in</strong>igung und die daraus entstehenden<br />
Kosten, das wachsende Interesse <strong>in</strong> <strong>der</strong> Öffentlichkeit an betrieblichen<br />
<strong>Umweltschutz</strong>maßnahmen, die erhöhten Kosten und Gebühren für Wasserbezug und nicht<br />
zuletzt auf den E<strong>in</strong>satz <strong>in</strong>novativer Techniken zurückzuführen.
Seite 3<br />
7<br />
6<br />
Nutzungsfaktoren [-]<br />
5<br />
4<br />
3<br />
2<br />
Verarbeitendes Gewerbe und Bergbau<br />
Ernährungsgewerbe<br />
1<br />
0<br />
1970 1975 1980 1985 1990 1995 2000 2005 2010<br />
Jahre<br />
Bild 1: Entwicklung <strong>der</strong> Nutzungsfaktoren (Quelle: Statistisches Bundesamt)<br />
Seit dem die Kreislaufführung und Wie<strong>der</strong>- bzw. Weiterverwendung von betrieblichem Abwasser<br />
e<strong>in</strong>en immer größeren Stellenwert e<strong>in</strong>nimmt, ist auch die Erfor<strong>der</strong>nis zur Aufrechterhaltung und<br />
Verbesserung <strong>der</strong> Produktion e<strong>in</strong> Grund für den Betrieb und die Investition <strong>in</strong> <strong>in</strong>dustrielle<br />
Abwasserre<strong>in</strong>igungsanlagen. Dies bedeutet, dass die <strong>in</strong>dustrielle Abwassere<strong>in</strong>igung nicht mehr<br />
ausschließlich am Ende des gesamten Produktionsprozesses steht („end-of-pipe“) son<strong>der</strong>n<br />
<strong>in</strong>tegrativer Bestandteil des gesamten Betriebsablaufes ist.<br />
2 <strong>Produktions<strong>in</strong>tegrierter</strong> <strong>Umweltschutz</strong><br />
Als Grundpr<strong>in</strong>zip des produktions<strong>in</strong>tegrierten <strong>Umweltschutz</strong>es gilt immer, dass<br />
Vermeidungsmaßnahmen, vor Verwertungsmaßnahmen und vor Entsorgungsmaßnahmen zu<br />
setzen s<strong>in</strong>d. Der Weg zur Reduzierung <strong>der</strong> Abwasserlasten <strong>in</strong> e<strong>in</strong>em Betrieb durch<br />
<strong>in</strong>nerbetriebliche Maßnahmen erhält folgende Stufen:<br />
1) Bestandsaufnahmen<br />
a) Produktionsschema ausarbeiten, Feststellen aller Wasser-, Abwasser- und<br />
Schmutzfrachtanfallstellen (Wasserbilanz)<br />
b) Feststellung des Wasserverbrauchs an allen Betriebsstellen<br />
c) Berechnung spezifischer Wasserverbräuche und Abwassermengen<br />
i) Spez. Verbrauch = Wasserverbrauch/Produktionse<strong>in</strong>heit (m³/t o<strong>der</strong> m³/l)<br />
ii) Spez. Abwasseranfall = Wasserverbrauch – Produktwasser – Verdunstung +<br />
Wassere<strong>in</strong>trag aus dem Produkt)/Produkte<strong>in</strong>heit (m³/t o<strong>der</strong> m³/l)<br />
d) Ermittlung <strong>der</strong> spezifischen Schmutzfrachten<br />
i) Probenahmen und Analyse
Seite 4<br />
ii) Menge • Konzentration = Fracht<br />
2) Vorschläge für <strong>in</strong>nerbetriebliche Maßnahmen und Vorbehandlungsverfahren<br />
3) Wirtschaftlichkeitsvergleich<br />
Die Möglichkeiten zur Verr<strong>in</strong>gerung <strong>der</strong> Wasser- und Abwasserkosten können bereits im Betrieb<br />
als <strong>in</strong>nerbetriebliche Maßnahmen e<strong>in</strong>setzen, als allgeme<strong>in</strong>e Methoden bieten sich an:<br />
a. Betriebliche Produktionstechniken mit ger<strong>in</strong>gem o<strong>der</strong> ke<strong>in</strong>em Abwasseranfall<br />
b. Stoffrückgew<strong>in</strong>nung<br />
c. Produktionskreisläufe und Mehrfachverwendung des Wassers, z.B.:<br />
• Schwemm- und Waschwasserkreislauf<br />
• Gegenstromwäsche<br />
• Laugenkreisläufe (CIP-Anlage)<br />
• Kühlwasserkreisläufe<br />
d. Abwasservorbehandlung und -behandlung<br />
Die genannten Methoden unterscheiden sich nach ihrem Anwendungsort und ihrer Zielrichtung.<br />
Während durch die betrieblichen Produktionstechniken sowohl Wasser-, Abwasser- und<br />
Schmutzfrachten reduziert werden können, wirken sich die Produktionskreiswasserläufe nur auf<br />
e<strong>in</strong>e Reduzierung von Wasser- und Abwassermengen (Erhöhung <strong>der</strong> Konzentration) und die<br />
Techniken <strong>der</strong> Stoffrückgew<strong>in</strong>nung und die Vorbehandlungsmaßnahmen <strong>in</strong> <strong>der</strong> Regel nur auf<br />
e<strong>in</strong>e Reduzierung <strong>der</strong> Abwasserkonzentrationen bzw. Schmutzfrachten aus. Bei e<strong>in</strong>em<br />
Wie<strong>der</strong>e<strong>in</strong>satz <strong>der</strong> vorbehandelten Abwässer für Betriebsabwässer können durch die<br />
Vorbehandlung jedoch auch Wasser- und Abwassermengen reduziert werden.<br />
Die Ergebnisse von Bestandsaunahme und Vorschlägen sollten mit den Werten nach dem Stand<br />
<strong>der</strong> Technik aus <strong>der</strong> jeweiligen Branche verglichen werden, um mit Hilfe e<strong>in</strong>er<br />
Benchmarkvergleiches Entscheidungen für weitere Maßnahmen treffen zu können.<br />
Beispielhaft s<strong>in</strong>d <strong>in</strong> den folgenden Tabellen die typischen Konzentrationen <strong>der</strong><br />
Abwasserverschmutzung für verschiedene Industriebranchen kommunalem Abwasser<br />
gegenübergestellt. Bei den spezifischen Frachten s<strong>in</strong>d die Werte mit e<strong>in</strong>em dem Stand <strong>der</strong><br />
Technik entsprechenden Maßstabs ermittelt.
Seite 5<br />
Tabelle 5 - 1: Abwasser<strong>in</strong>haltsstoffe <strong>in</strong> <strong>der</strong> Industrie<br />
KN P BSB 5 N/C P/C<br />
[mg/l] [mg/l] [mg/l] [-] [-]<br />
Schlachthof 250 40 1.500 0,17 0,03<br />
Kartoffelveredelung 124 60 2.300 0,05 0,02<br />
Brauerei 70 20 1.100 0,06 0,02<br />
Molkerei 30-150 20-100 500-2.000 0,05-0,08 0,04-0,05<br />
Weizenstärke 1.180 210 30.000 0,039 0,007<br />
Hefefabrik 500-2.000 10-50 3.500-18.000 0,12 0,004<br />
Chromle<strong>der</strong>herstellung<br />
(Rohhaut)<br />
520-1.050 - 2.400-3.600 0,21-0,29 -<br />
VTN 110-3.000 1-25 1.000-10.000 0,25-0,29 0,001<br />
Papier<strong>in</strong>dustrie - - 10-3.000 - -<br />
Textil<strong>in</strong>dustrie - 50-80 200-500 - -<br />
Häusliches Abwasser 55 10 200 0,27 0,05<br />
Bedarf<br />
Aerob 0,05 0,01<br />
Anaerob 0,006 0,001
Seite 6<br />
Tabelle 5 - 2: Abwasserfrachten <strong>in</strong> <strong>der</strong> Industrie<br />
Betriebsart<br />
Bezug Spezifische Abwasserlasten EW<br />
m³/E<strong>in</strong>heit<br />
kg BSB 5 /E<strong>in</strong>heit<br />
Molkerei t 1-2 0,8-2,5 13-42/t<br />
Brauerei hl 0,25-0,6 0,3-0,6 12-15/hl<br />
We<strong>in</strong> ha 0,04-0,30 0,32-0,97 5-16/ha<br />
Brennerei d 0,5-0,8 6-35 100-500/d<br />
Getränke m³ 1,4-2,8 1,7-4,5 20-60/m³<br />
Fruchtsaft m³ 1,8-2,8 1,7-4,5 28-75/m³<br />
Schlachterei<br />
R<strong>in</strong><strong>der</strong><br />
Schwe<strong>in</strong>e<br />
Konserven<br />
Erbsen<br />
Karotten<br />
Bohnen<br />
Fertiggerichte<br />
GV<br />
KV<br />
t<br />
t<br />
t<br />
10³ Stk.<br />
0,5-1,0<br />
0,1-0,3<br />
12-30<br />
19-30<br />
15-35<br />
2,5-3,6<br />
1,0-3,5<br />
0,2-0,3<br />
18-30<br />
25-30<br />
10-22<br />
1,5-6,4<br />
28-85/GV<br />
5-9/KV<br />
300-500/t<br />
415-500/t<br />
165-365/t<br />
38-160/10³Stk.<br />
Sauerkraut t 5-9 4,2-9,2 70-150/t<br />
Kartoffelverarbeitung t 5-8 5-10 85-170/t<br />
Zuckerf. t 0,5-1,0 0,8-1,6 13-27/t<br />
Hefe t 10-80 140-250 2.330-4.170/t<br />
Margar<strong>in</strong>e t 1-3 (0,5-3,0) (8-50/t)<br />
Speiseöl t 10-25 (3,0-7,0 (50-115/t)<br />
Bei <strong>der</strong> Zusammensetzung <strong>der</strong> Abwässer aus <strong>der</strong> Getränke<strong>in</strong>dustrie wie Brauereien,<br />
Fruchtsaftbetriebe ist zu beachten, dass relativ ger<strong>in</strong>ge Stickstoff und Phosphorgehalt auftreten<br />
können. Dagegen haben beispielsweise Zuckerfabriken o<strong>der</strong> Schlachtereien oftmals Probleme<br />
mit hohen Stickstoffkonzentrationen. Bei Betrieben, <strong>in</strong> denen die Abwässer überwiegend aus<br />
Brüden etc. bestehen, fehlen häufig auch Spurenelemente für e<strong>in</strong>e effektive biologische<br />
Re<strong>in</strong>igung.<br />
Die Herkunft <strong>der</strong> Verschmutzung <strong>in</strong> den Abwässern <strong>der</strong> Lebensmittel- und Getränke<strong>in</strong>dustrie lässt<br />
sich überschlägig <strong>in</strong> drei Gruppen e<strong>in</strong>teilen:<br />
• Reste aus <strong>der</strong> Produktion<br />
• Reste aus Hilfs- und Zusatzstoffen<br />
• Re<strong>in</strong>igungs- und Des<strong>in</strong>fektionsmittel<br />
Der E<strong>in</strong>satz von <strong>in</strong>nerbetrieblichen Maßnahmen im S<strong>in</strong>ne e<strong>in</strong>es produktions<strong>in</strong>tegrierten<br />
<strong>Umweltschutz</strong>es stellt die wesentliche Alternative zu End-of-Pipe-Technologien <strong>in</strong> <strong>der</strong>
Seite 7<br />
Lebensmittel<strong>in</strong>dustrie dar. Wasser wird neben se<strong>in</strong>em direkten E<strong>in</strong>satz im Produkt u.a. für die<br />
Re<strong>in</strong>igung <strong>der</strong> Rohstoffe und <strong>der</strong> Produktionsanlagen verwendet. Durch die zunehmende<br />
räumliche Konzentrierung <strong>in</strong>dustrieller Prozesse s<strong>in</strong>d <strong>in</strong> verschiedenen Regionen die<br />
Wasserbedarfswerte trotz s<strong>in</strong>ken<strong>der</strong> spezifischer Verbräuche gestiegen. Die Grenzen <strong>der</strong><br />
Regenerationsfähigkeit natürlicher Wasserressourcen s<strong>in</strong>d teilweise überschritten.<br />
Im H<strong>in</strong>blick auf die E<strong>in</strong>haltung von E<strong>in</strong>leitbed<strong>in</strong>gungen <strong>in</strong> die öffentliche Kanalisation, auf<br />
Kostene<strong>in</strong>sparungen bei dem Betrieb eigener Abwasseranlagen und bei <strong>der</strong> Reduzierung<br />
anfallen<strong>der</strong> Gebühren ist die Erstellung e<strong>in</strong>es Bilanz- und Prognosemodells zu empfehlen.<br />
In enger Zusammenarbeit mit dem ISAH wurde von <strong>der</strong> aqua consult Ingenieur GmbH e<strong>in</strong> Bilanzund<br />
Prognosemodell für Brauereien entwickelt [Rosenw<strong>in</strong>kel 2004]. Durch e<strong>in</strong> Bilanz- und<br />
Prognosemodell können Maßnahmen zum produktions<strong>in</strong>tegrierten <strong>Umweltschutz</strong> erkannt und<br />
umgesetzt werden, die zur Reduzierung von Mengen- und Frachten nach heutigem Stand <strong>der</strong><br />
Technik führen. Zudem ist es möglich, Auswirkungen durch Verän<strong>der</strong>ungen <strong>der</strong><br />
Produktionskapazität und/ o<strong>der</strong> Umstellung <strong>der</strong> Produkte auf die Abwasserqualität und -quantität<br />
und somit die Abwasseranlage zu erkennen. So ist es möglich im Vorfeld Überschreitungen <strong>in</strong> <strong>der</strong><br />
nachfolgenden Behandlungsanlage zu erkennen und zu m<strong>in</strong>imieren, so dass erhebliche Kosten<br />
(z.B. Abwasserabgabe) verh<strong>in</strong><strong>der</strong>t werden können.<br />
Ziel des Modells ist es, sowohl <strong>in</strong>nerbetrieblich als auch im H<strong>in</strong>blick auf die nachfolgenden Stufen<br />
Maßnahmen/ Planungen so umzusehen, dass vorhandene Kapazitäten optimal genutzt werden<br />
können. Im 1. Schritt des Modells (Bilanzmodell) werden für jeden Bereich die wesentlichen<br />
Wasser- und Abwasserteilströme <strong>in</strong>kl. <strong>der</strong> Frachten, pH-Werte und Temperaturen aufgenommen<br />
und e<strong>in</strong>e Anpassung des Modells mit vorhandenen Ablaufkenndaten vorgenommen.<br />
Ziel im 2. Schritt des Modells (Prognosemodells) ist es, anhand <strong>der</strong> durch das Bilanzmodell<br />
ermittelten spezifischen Abwasserkenndaten für die Produktion die Abwassermengen und<br />
Abwasserfrachten pro Tag bzw. pro Schicht <strong>in</strong> Abhängigkeit des Wochenplanes zu errechnen<br />
und jeweils im Voraus für e<strong>in</strong>e Produktionswoche darzustellen.<br />
Mit Anwendung dieses Programms kann z.B. im Vorfeld erkannt werden, ob es aufgrund <strong>der</strong><br />
geplanten Wochenproduktion/ -abfüllung zu Überschreitungen <strong>in</strong> <strong>der</strong> Abwasservorbehandlungsbzw.<br />
Abwasserbehandlungsanlage kommen wird.<br />
Durch die Erstellung und Anwendung e<strong>in</strong>es solchen Modells lassen sich zum Beispiel die<br />
rechnerischen CSB-Frachten und Abwassermengen e<strong>in</strong>zelner Produktionbereiche nach<br />
Konzentration und Menge ermitteln. Das Bild 2 zeigt die prognostizierten CSB-Frachten am<br />
Beispiel e<strong>in</strong>er Brauerei.
Seite 8<br />
Brauerei<br />
rechnerische CSB- Frachten [kg/d] <strong>der</strong> Produktionsbereiche<br />
CSB- Frachten [kg/d]<br />
5.000,0<br />
4.500,0<br />
4.000,0<br />
3.500,0<br />
3.000,0<br />
2.500,0<br />
2.000,0<br />
1.500,0<br />
1.000,0<br />
Permeat<br />
Faßabfüllung<br />
Flaschenabfüllung<br />
Masch<strong>in</strong>en- und Kesselhaus<br />
Filterkeller<br />
Gär- und Lagerkeller<br />
Anstellkeller<br />
Sudhaus<br />
500,0<br />
0,0<br />
Montag Dienstag Mittwoch Donnerstag Freitag Samstag Sonntag<br />
CSB- Frachten <strong>der</strong> Produktionsbereiche [kg/d]<br />
Bild 2: Rechnerisch ermittelte CSB-Frachten e<strong>in</strong>er Brauerei [Rosenw<strong>in</strong>kel 2004]<br />
3 Anfor<strong>der</strong>ungen an die Wie<strong>der</strong>verwendung von Wasser<br />
und an Direkt- und Indirekte<strong>in</strong>leiter<br />
Da Wasser <strong>in</strong> meisten Fällen nicht ohne Vorbehandlung wie<strong>der</strong> verwendet werden kann, gibt es<br />
je nach Verwendungszweck verschiedene Qualitätsanfor<strong>der</strong>ungen an die anzustrebende<br />
Wasserqualität. Wirtschaftliche Beweggründe, Ressourcenknappheit und hoch entwickelte<br />
Technologien zur Abwasserre<strong>in</strong>igung, die die Re<strong>in</strong>igung bis zu nahezu beliebiger Wasserqualität<br />
zulassen; haben e<strong>in</strong>en Anstieg <strong>der</strong> Wasserwie<strong>der</strong>verwendung im Industriellen Bereich bewirkt.<br />
Der Grad <strong>der</strong> Re<strong>in</strong>igung ist jedoch genau auf den gewünschten Verwendungszweck<br />
abzustimmen, um Kosten zu m<strong>in</strong>imieren.<br />
Zur E<strong>in</strong>haltung <strong>der</strong> gesundheitlichen Belange gilt für die Verwendung von Wasser mit<br />
Produktberührung <strong>in</strong> Lebensmittelbetrieben die E<strong>in</strong>haltung <strong>der</strong> Tr<strong>in</strong>kwasserqualität, wobei bei<br />
wie<strong>der</strong> verwendetem Wasser Sicherheits- und Überwachungsaspekte beson<strong>der</strong>s berücksichtigt<br />
werden müssen (DIN 2000). Neben den hygienischen Anfor<strong>der</strong>ungen an die Wasserqualität<br />
existieren auch noch verfahrentechnische Vorgaben.<br />
Kühlwasser<br />
Um Scal<strong>in</strong>g zu vermeiden sollte das Wasser e<strong>in</strong>en ger<strong>in</strong>gen M<strong>in</strong>eralisierungsgrad aufweisen,<br />
beson<strong>der</strong>s was Härte und den Gehalt an Siliziumdioxid und Sulfat angeht. Um <strong>der</strong> Korrosion<br />
entgegen zu wirken ist e<strong>in</strong> neutraler bis leicht alkalischer pH-Wert und e<strong>in</strong>e ger<strong>in</strong>ge Chlor-<br />
Konzentration anzustreben. E<strong>in</strong>e ger<strong>in</strong>ge mikrobiologische Belastung o<strong>der</strong> die Verwendung von<br />
Bioziden reduziert die Bildung von Biofilmen.
Seite 9<br />
Waschwasser<br />
Wasser das z.B. zur Re<strong>in</strong>igung von Rohprodukten verwendet wird, darf ke<strong>in</strong>en zu hohen<br />
organischen Anteil aufweisen. E<strong>in</strong> alkalischer pH-Wert begrenzt das biologische Wachstum. Zu<br />
hohe Konzentrationen an Feststoffen verr<strong>in</strong>gern die Re<strong>in</strong>igungsleistung des Waschwassers.<br />
Dampferzeugung<br />
Es gelten deutlich höhere Anfor<strong>der</strong>ungen als an Kühlwasser <strong>in</strong> Bezug auf die Härtebildner,<br />
zusätzlich sollte das Wasser ke<strong>in</strong>en zu hohen Sauerstoffanteil enthalten. Ablagerungen können<br />
durch e<strong>in</strong>en ger<strong>in</strong>gen Anteil organischer und gelöster, fester und an<strong>der</strong>er schädlicher Stoffe<br />
vermieden werden. Des Weiteren muss zwischen Dampf, <strong>der</strong> mit Lebensmitteln <strong>in</strong> Kontakt<br />
kommt, und <strong>in</strong>direkt e<strong>in</strong>gesetzten Heizdampf unterschieden werden. Hieraus ergeben sich die<br />
entsprechenden Anfor<strong>der</strong>ungen.<br />
Im Falle von Lebensmitteldampf ergeben sich verschiedene Qualitätsstufen. Da Dampf<br />
Zusatzmittel aus <strong>der</strong> Erzeugung enthalten kann, ist er, soll die höchste Qualitätsstufe erreicht<br />
werden, generell aus Tr<strong>in</strong>kwasser zu generieren und aufzubereiten. Die technischen<br />
Anfor<strong>der</strong>ungen für die Aufbereitung von Wasser für Dampfkessel s<strong>in</strong>d zu beachten. Beim<br />
Umgang ist auf e<strong>in</strong>e gee<strong>in</strong>igte Leitungsanlage, die strenge Trennung von an<strong>der</strong>en Kreisläufen,<br />
die Abführung von Kondensat und Qualitätskontrollen zu achten.<br />
Anfor<strong>der</strong>ungen an die Abwasserre<strong>in</strong>igung<br />
Nach § 7a WHG s<strong>in</strong>d Abwässer nach dem „Stand <strong>der</strong> Technik“ zu re<strong>in</strong>igen; dies kann auch auf<br />
Indirekte<strong>in</strong>leiter bei entsprechenden Inhaltsstoffen angewendet werden, wobei auch Teilströme im<br />
Betrieb vor <strong>der</strong> Verdünnung mit an<strong>der</strong>en Betriebsabwässern e<strong>in</strong>bezogen werden können.<br />
Anfor<strong>der</strong>ung für Indirekte<strong>in</strong>leiter<br />
Für Indirekte<strong>in</strong>leiter gelten die Festlegungen <strong>der</strong> Ortssatzungen. Sofern das DWA-Arbeitsblatt M<br />
115 angewendet wird, ist die E<strong>in</strong>haltung <strong>der</strong> Temperaturen (< 35 °C) und <strong>der</strong> pH-Werte (6,5 - 10)<br />
für die Betriebe <strong>der</strong> Getränkeherstellung von Bedeutung. Für Direkte<strong>in</strong>leiter f<strong>in</strong>den die<br />
entsprechenden Anhänge <strong>der</strong> Abwasserverordnung (AbwV) Anwendung. Das Arbeitsblatt M115<br />
(2004) for<strong>der</strong>t e<strong>in</strong>e Begrenzung <strong>der</strong> abs. Stoffe nur, wenn e<strong>in</strong>e Schlammabscheidung erfor<strong>der</strong>lich<br />
ist; dann soll <strong>der</strong> Wert auf 1 – 10 ml/l begrenzt werden. Die Kohlenstofffrachten (CSB, BSB 5 ) s<strong>in</strong>d<br />
für Indirekte<strong>in</strong>leiter <strong>in</strong> <strong>der</strong> Regel nicht begrenzt, haben jedoch bei Anwendung von<br />
Starkverschmutzerzuschlägen für die Betriebe e<strong>in</strong>e Bedeutung.<br />
Nach dem DWA Arbeitsblatt M 115 (2004) s<strong>in</strong>d folgende Begrenzungen für Nährsalzgehalte von<br />
Indirekte<strong>in</strong>leitern gefor<strong>der</strong>t:
Seite 10<br />
Tabelle 3-1: Anfor<strong>der</strong>ungen für Nährsalzgehalte nach DWA M 115<br />
Parameter<br />
NH 4 -N + NH 3 -N<br />
NH 4 -N + NH 3 -N<br />
NO 2 -N<br />
P<br />
SO 4<br />
Zulässige Konzentration<br />
100 mg / L < 5.000 EW<br />
200 mg / L > 5.000 EW<br />
10 mg / L<br />
50 mg / L<br />
600 mg/L (3000 mit HS-Zement)<br />
Anfor<strong>der</strong>ung für Direkte<strong>in</strong>leiter<br />
Für Direkte<strong>in</strong>leiter s<strong>in</strong>d für die ausgewählten Branchen mit organisch verschmutzen<br />
Industrieabwässern die <strong>in</strong> Tabelle 3-2 angegebenen Werte maßgebend.
Seite 11<br />
Tabelle 3-2: M<strong>in</strong>destanfor<strong>der</strong>ungen für Direkte<strong>in</strong>leiter nach AbwV<br />
Maßgeben<strong>der</strong> Anhang nach<br />
AbwV und Branche<br />
Zul.<br />
Fracht<br />
[kg/t]<br />
Zulässige Konzentrationen ermittelt durch<br />
qualifizierte Stichprobe o<strong>der</strong> 2-h-Mischprobe<br />
<strong>in</strong> [mg/l]<br />
CSB CSB BSB 5 NH 4 -N 1) 4) P ges 2) N ges .<br />
Anhang 3:<br />
Milchverarbeitung 110 25 10 5) 2 6) 18 5)<br />
Anhang 5:<br />
Herstellung von Obst- und<br />
Gemüseprodukten<br />
Anhang 6:<br />
Herstellung von<br />
Erfrischungsgetränken und<br />
Getränkeabfüllung<br />
110 25 10 5) 2 6) 18 5)<br />
110 25 - 2 6) -<br />
Anhang 7:<br />
Fischverarbeitung 110 25 10 8) 2 9) 25 8)<br />
Anhang 8:<br />
Kartoffelverarbeitung 150 25 10 5) 2 6) 18 5)<br />
Anhang 10:<br />
Fleischwirtschaft 110 25 10 2 6) 18 5)<br />
Anhang 11:<br />
Brauereien 110 25 10 5) 2 6) 18 5)<br />
Anhang 12:<br />
Herstellung von Alkohol und<br />
alkoholischen Getränken<br />
Anhang 15:<br />
Herstellung von Hautleim,<br />
Gelant<strong>in</strong>e und Knochenleim<br />
110 25 10 2 3) 30<br />
110 25 10 2 3) 18 10)<br />
Anhang 18:<br />
Zuckerherstellung 200 25 10 2 30 7)<br />
Anhang 19:<br />
25 - 30 2 10<br />
Zellstofferzeugung 11)<br />
Anhang 25:<br />
Le<strong>der</strong>herstellung,<br />
Pelzveredlung,<br />
Le<strong>der</strong>faserstoffherstellung 11)12) 250 25 10 2<br />
Anhang 28:<br />
3 15) 25 14) 2 1) 10 1)<br />
Pappe 13)16)<br />
Herstellung von Papier und
Seite 12<br />
Maßgeben<strong>der</strong> Anhang nach<br />
AbwV und Branche<br />
Zul.<br />
Fracht<br />
[kg/t]<br />
Zulässige Konzentrationen ermittelt durch<br />
qualifizierte Stichprobe o<strong>der</strong> 2-h-Mischprobe<br />
<strong>in</strong> [mg/l]<br />
CSB CSB BSB 5 NH 4 -N 1) 4) P ges 2) N ges .<br />
Anhang 38:<br />
160 25 10 2 20<br />
Textilveredlung 13)17)<br />
Textilherstellung,<br />
1)<br />
> 500 m 3 / d<br />
2)<br />
> 2.000 m 3 / d<br />
3)<br />
bei erfor<strong>der</strong>licher P-Dosierung gilt 3 mg / L, falls Q > 1.000 m 3 / d<br />
4)<br />
bei > 500 m³ / d gezielte Denitrifikation erfor<strong>der</strong>lich<br />
5)<br />
bei Abwassertemperatur > 12°C und Frachten > 100 kg/d, 25 mg/l bei Gesamtreduktion > 70 %<br />
6)<br />
nur bei Rohfrachten > 20 kg/d<br />
7)<br />
50 mg/l bei Gesamtreduktion > 70 % 8)<br />
8)<br />
bei Abwassertemperatur > 12°C und Frachten > 100 kg/d, 40 mg/l bei Gesamtreduktion > 70 %<br />
9)<br />
nur bei Rohfrachten > 600 kg/d bei Frachten > 6000 kg/d 1 mg/l<br />
10)<br />
bei Abwassertemperatur > 12°C und Frachten > 100 kg/d, 50 mg/l bei Gesamtreduktion > 85 %<br />
11)<br />
Fischgiftigkeit (G F ) 2<br />
12)<br />
AOX 0,5 mg/l<br />
13)<br />
zusätzliche Anfor<strong>der</strong>ungen Abwasser vor <strong>der</strong> Vermischung<br />
14)<br />
bei produktionsspez. Frachten < 1 kg/t bis 50 mg/l möglich<br />
15)<br />
je nach Art <strong>der</strong> Papierproduktion bis 5 kg/t möglich<br />
16)<br />
AFS 50 mg/l, entfällt bei biologischer Behandlung<br />
17)<br />
Sulfit 1 mg/l, zusätzliche Anfor<strong>der</strong>ungen an die Farbigkeit<br />
Beim jeweiligen Industriebetrieb ist e<strong>in</strong>e genaue Untersuchung des Produktionsverfahrens mit<br />
Massen- und Stoffbilanzen die Voraussetzung für e<strong>in</strong>e abwassertechnische Planung und für<br />
<strong>in</strong>nerbetriebliche Maßnahmen. Oft ist es s<strong>in</strong>nvoll, das Gesamtabwasser, dessen Teilströme o<strong>der</strong><br />
beson<strong>der</strong>s die Re<strong>in</strong>igungs- und Des<strong>in</strong>fektionsmittel auf das biologische Abbauverhalten zu<br />
untersuchen, um hemmende o<strong>der</strong> gar toxische Inhaltsstoffe zu erkennen.<br />
4 Beispiele von Maßnahmen zur Kreislaufführung<br />
Fruchtsaft<strong>in</strong>dustrie<br />
Am ISAH wurde im Jahre 2003 e<strong>in</strong>e mögliche Kreislaufführung von Apfelschwemmwasser und<br />
verbesserte Qualitätskontrolle des durch e<strong>in</strong>e Membranstufe gere<strong>in</strong>igten Filtrates untersucht. Für<br />
die Re<strong>in</strong>igung und den Transport von Äpfeln werden <strong>in</strong> <strong>der</strong> Fruchtsaft<strong>in</strong>dustrie Frischwasser und<br />
Brüden verwendet. Dieses Schwemmwasser ist mit e<strong>in</strong>er hohen organischen Schmutzfracht<br />
belastet. Das Ziel des Wie<strong>der</strong>e<strong>in</strong>satzes sollte mit Hilfe e<strong>in</strong>er Membranbelebungsanlage mit<br />
getauchtem Hohlfaser-Modul (Mikrofiltration) erreicht werden. Durch dieses Verfahren war die<br />
Erzeugung e<strong>in</strong>es hochwertigen und feststofffreien Prozesswassers möglich.
Seite 13<br />
Vorlagebehälter Äpfel<br />
Waschstraße<br />
Zur Apfelpressung<br />
För<strong>der</strong>band<br />
Angedachte<br />
Kreislaufschließung<br />
Vorhandener<br />
Fließweg<br />
Drehsieb<br />
Abscheidung von<br />
Grobstoffen<br />
MBR Anlage<br />
Vorlage<br />
Schwemmwasser<br />
Abzug Filtrat<br />
Spalttrommelsieb<br />
Spaltweite: 1mm<br />
Zenon Modul<br />
Bild 3: Fließschema <strong>der</strong> Apfelschwemmanlage<br />
Der biologische Abbau <strong>der</strong> Wasser<strong>in</strong>haltsstoffe erfolgte trotz stark schwanken<strong>der</strong><br />
Zulaufbelastungen (je nach verarbeiteter Fruchtqualität) fast vollständig. Das getauchte<br />
Filtrationsmodul erbrachte dauerhaft ohne chemische Re<strong>in</strong>igungen gute Flussleistungen.<br />
Allerd<strong>in</strong>gs konnten die Grenzwerte bezüglich <strong>der</strong> mikrobiologischen Parameter <strong>der</strong><br />
Tr<strong>in</strong>kwasserverordnung nicht e<strong>in</strong>gehalten werden. Dies war auf e<strong>in</strong>e Rückverkeimung duch<br />
Umsatz von Rest-CSB im Filtrat zurückzuführen. E<strong>in</strong>e nachträglich <strong>in</strong>stallierte UV-Des<strong>in</strong>fektion<br />
erwies sich aufgrund <strong>der</strong> ger<strong>in</strong>gen Transmissivität des Permeats als nicht wirkungsvoll. Alternativ<br />
können hier chemische Verfahren, wie die Ozonierung zum E<strong>in</strong>satz kommen.<br />
Die Kalkulation <strong>der</strong> Behandlungskosten ergab vier- bis fünffach höhere Kosten pro m³ Filtrat<br />
gegenüber <strong>der</strong> Verwendung von Tr<strong>in</strong>kwasser. Für die heutigen Anlagen- und Betriebskosten<br />
konnte unter Berücksichtigung <strong>der</strong> damaligen vorhandenen Verhältnisse (Tr<strong>in</strong>k- und<br />
Abwasserkosten) ke<strong>in</strong> wirtschaftliches Konzept gegenüber <strong>der</strong> Frischwasser und<br />
Brüdenverwendung erstellt werden.<br />
Teigwaren- und Alkoholproduktion<br />
Im Rahmen des Deutsch-Russischen bmb+f-Kooperationsvorhaben mit dem Titel „Aufbereitung<br />
von <strong>in</strong>dustriellem Abwasser zu Brauchwasser mittels Anaerob- und Membrantechnik“ und<br />
vorangegangenen Vorhaben wurde durch das ISAH und die Staatliche Universität für Architektur<br />
und Bauwesen Nizhny Novgorod (NNGASU), Russland mit Entwicklung des Biosorbers e<strong>in</strong><br />
pr<strong>in</strong>zipiell geeignetes Verfahren für die anaerobe Re<strong>in</strong>igung <strong>in</strong>dustrieller Abwässer <strong>in</strong> Russland<br />
untersucht. Das Kooperationsvorhaben hat das vorrangige Ziel, dass anaerob vorbehandelte
Seite 14<br />
Abwasser mit Hilfe <strong>der</strong> Technik <strong>der</strong> Membranfiltration / Membranbiologie zu Brauchwasser<br />
(Indirekte<strong>in</strong>leiterqualität) o<strong>der</strong> Kesselspeisewasser aufzubereiten und somit e<strong>in</strong>e weitestgehende<br />
Kreislaufführung des Wassers zu erzielen.<br />
Bild 4: Gesamtkonzept anaerobe Vorbehandlung und Membranfiltration<br />
Dies wurde von <strong>der</strong> russischen Seite auf <strong>der</strong> betriebseigenen Abwasserbehandlungsanlage e<strong>in</strong>er<br />
Nudelfabrik <strong>in</strong> Nizhny Novgorod erprobt werden. Am ISAH erfolgten labor- und halbtechnische<br />
Untersuchungen bei e<strong>in</strong>em Alkoholhersteller. Dabei wurden die labor- und großtechnischen<br />
Anlagen zur anaeroben Vorbehandlung (Modul I) um die Versuchsmodule Membranbiologie<br />
(Modul II) und Lösungsdiffusionsmembran (Modul III) ergänzt (vgl. Bild 4).<br />
In den durch das ISAH durchgeführten Versuchen konnte, bei e<strong>in</strong>er mittleren CSB-<br />
Zulaufkonzentration zur Membranstufe von 2.300 mg/l, e<strong>in</strong>e Elim<strong>in</strong>ationsrate von durchschnittlich<br />
95 % und e<strong>in</strong>e nahezu keimfreies Filtrat erreicht werden. Langfristig konnten die Membranen bei<br />
e<strong>in</strong>er Nettodurchflussleistung von 16 l/(m²*h) betrieben werden, die Spitzenwerte lagen bei<br />
27 (l/(m²*h). Bei e<strong>in</strong>er Biomassekonzentration von 7-18 g/l im Membranbioreaktor wurde e<strong>in</strong>e<br />
Schlammbelastung von bis zu 0,6 kg CSB/kg TS e<strong>in</strong>gestellt.
Seite 15<br />
Tabelle 4-1: Betriebsdaten <strong>der</strong> MBR-Versuche des ISAH (Modul II)<br />
Parameter Maximum M<strong>in</strong>imum Durchschnitt<br />
Zulauf CSB [mg/l] 8.100 621 2.340<br />
Ablauf CSB [mg/l] 748 41,6 206<br />
CSB Reduktion [%] 98,2 53,4 94,5<br />
Zur Produktion von Prozesswasser wurden im Modul II von <strong>der</strong> NNGASU, zusätzlich zu den auch<br />
auf <strong>der</strong> deutschen Seite verwendeten keramischen Flachmembranen, keramische<br />
Rohrmembranen <strong>der</strong> Russischen Chemischen und Technologischen Universität verwendet, sowie<br />
<strong>in</strong> Russland entwickelte synthetische Wickel- und Hohlfasermodule für die Behandlung des MBR-<br />
Ablaufs mittels Umkehrosmose <strong>in</strong> Modul III. Die dreistufige Behandlung verschiedener Abwässer<br />
(künstliches Abwasser, Abwasser aus <strong>der</strong> Nudel- und Schokoladenproduktion) ermöglichte die<br />
Aufre<strong>in</strong>igung zu qualitativ hochwertigem Prozesswasser.<br />
Tabelle 4-2: Wasserqualität nach dreistufiger Behandlung<br />
pH<br />
[-]<br />
Trübung<br />
[mg/l]<br />
Härte<br />
[°dH]<br />
Alkal<strong>in</strong>ität<br />
[mmol/]l<br />
NH 3 , NH 4<br />
[mg/l]<br />
NO 2 -N<br />
[mg/l]<br />
NO 3 -N<br />
[mg/l]<br />
Fe<br />
[mg/l]<br />
TOC<br />
[mg/l]<br />
6,63 < 0,58 0,7 1,72 0,18 - 6,4 < 0,1 0,5<br />
Bei e<strong>in</strong>er Zulaufkonzentration von durchschnittlich 8.260 mg CSB/l wurde e<strong>in</strong>e Elim<strong>in</strong>ationsrate <strong>in</strong><br />
<strong>der</strong> anaeroben Stufe von bis zu 98 %, <strong>in</strong> <strong>der</strong> MBR-Stufe von bis zu 87 % erreicht. Die<br />
Permeabilität lag bei e<strong>in</strong>er Schlammkonzentration zwischen 6 g/l und 17,5 g/l bei 60-<br />
70 l/(h m² bar). Durch die Pilotversuche bei <strong>der</strong> Nudelfabrik konnten diese Ergebnisse mit e<strong>in</strong>er<br />
Elim<strong>in</strong>ation von 73 % CSB und 96 % BSB5-Elim<strong>in</strong>ation im MBR verifiziert werden.<br />
Papier<strong>in</strong>dustrie<br />
Im Vor<strong>der</strong>grund e<strong>in</strong>er vom ISAH bei e<strong>in</strong>em großtechnischen Papierhersteller durchgeführten<br />
Versuchsphase stand <strong>der</strong> Ersatz <strong>der</strong> vorhandenen mehrstufigen biologischen<br />
Behandlungsanlage (Sedimentation, aerober Tropfkörper, Anaerobstufe und aerobe<br />
konventionelle Stufe) durch e<strong>in</strong>e MBR-Anlage. Hauptziel war die Überprüfung <strong>der</strong> erreichbaren<br />
Prozesswasserqualität sowie die hydraulischen Durchsätze bei Verwendung e<strong>in</strong>er anorganischen<br />
getauchten Membran.<br />
Derzeit wird etwa 20 % des Gesamtabwassers nach e<strong>in</strong>er mehrstufigen biologischen Behandlung<br />
und Fe<strong>in</strong>filtration wie<strong>der</strong>verwendet. Höhere Verwendungsquoten s<strong>in</strong>d aufgrund <strong>der</strong> Farbigkeit des<br />
Abwassers nicht möglich. Die Abwasserbehanglungsanlage besteht aus e<strong>in</strong>er Strippung, e<strong>in</strong>er<br />
Sedimentation, e<strong>in</strong>er anaeroben und aeroben biologischen Behandlung und e<strong>in</strong>er Fe<strong>in</strong>filtration<br />
(20 % des Volumenstroms). Nach <strong>der</strong> Sedimentation wird auch kommunales Abwasser<br />
mitbehandelt. Es fallen etwa 900 m³/h Industrieabwasser und 580 m³/h kommunales Abwasser<br />
an.
Seite 16<br />
Im Versuch wurde das Produktionsabwasser nach e<strong>in</strong>er Sedimentation <strong>der</strong> Versuchsanlage<br />
zugeführt, das Fließschema ist Bild 5 zu entnehmen. Zur Entlastung <strong>der</strong> Membranstufe und<br />
Vermeidung von Verstopfungen und Verzopfungen wurde das Prozesswasser <strong>in</strong> <strong>der</strong><br />
großtechnischen Faserabtrennung vorbehandelt. In dieser statischen Trennstufe werden etwa<br />
85 % <strong>der</strong> im Abwasser enthaltenen Papier- und Zellulosefasern zurückgehalten.<br />
E<strong>in</strong>leitung <strong>in</strong>s Gewässer<br />
Kommunales<br />
Abwasser<br />
Vorfluter<br />
Flusswasser<br />
aufbereitung<br />
Papier<br />
produktion<br />
Beriebskläranlage<br />
Mehrstufige<br />
Abwasserbehandlung<br />
Sedimentation<br />
Fe<strong>in</strong>stfilter<br />
Filtrat als<br />
Prozesswassertest<br />
o<strong>der</strong> zur<br />
Direkte<strong>in</strong>leitung<br />
Versuchs-MBR<br />
Angedachte<br />
Behandlung<br />
Bisherige<br />
Prozesswassererzeugung ca<br />
20 % des Bedarfs<br />
Bild 5: Papier<strong>in</strong>dustrie, Fließschema des Prozesswassers<br />
Die Versuchsphase komb<strong>in</strong>iert gute hydraulische Ergebnisse <strong>der</strong> keramischen getauchten<br />
Membran mit e<strong>in</strong>er sehr guten Abbauleistung <strong>der</strong> biologischen Stufe (90 % CSB-Elim<strong>in</strong>ation). Das<br />
Niveau des erreichten CSB im Filtrat lag nur knapp oberhalb des großtechnisch erzeugten<br />
Prozesswassers aus den Fe<strong>in</strong>filtern, reduziert die Behandlungsschritte aber auf e<strong>in</strong>e<br />
Sedimentation und das MBR-Verfahren. Es ist von e<strong>in</strong>er dauerhaft stabilen Filtration bei maximal<br />
monatlichen Re<strong>in</strong>igungszyklen und e<strong>in</strong>er pH-stabilisierten Biologie auszugehen.<br />
Tabelle 4-3: Papier<strong>in</strong>dustrie, Zusammenfassende Ergebnisse<br />
Werte Versuchsanlage Kreislaufschließung<br />
Parameter E<strong>in</strong>heit Werte Zulauf Werte Ablauf<br />
Mittelwert M<strong>in</strong>. Max. Mittelwert M<strong>in</strong> Max<br />
CSB hom. [mg/l] 1.325 990 1.712 170 124 214<br />
Papier<strong>in</strong>dustrie, Reaktor<br />
Parameter E<strong>in</strong>heit Mittelwert M<strong>in</strong>. Max.<br />
B TS [gCSB/(gTS*d)] 0,3 0,2 0,34<br />
Werte Versuchsanlage Papier<strong>in</strong>dustrie, getauchtes anorganisches Pilotmodul<br />
Parameter E<strong>in</strong>heit Mittelwert M<strong>in</strong>. Max.<br />
Permeabilität<br />
normiert 20 °C [l/(m²*h*bar)] 140,2 95,7 195,4
Seite 17<br />
Aufgrund <strong>der</strong> hygienischen Eigenschaften des Membranfiltrats <strong>in</strong> Komb<strong>in</strong>ation mit Feststofffreiheit<br />
und ger<strong>in</strong>ger CSB-Belastung geht <strong>der</strong> Papierhersteller von e<strong>in</strong>er möglichen Verdopplung <strong>der</strong><br />
rückgeführten Wassermenge aus. Die Verän<strong>der</strong>ung <strong>der</strong> Calciumkonzentration im Prozesswasser<br />
ist dabei jedoch zu beobachten. E<strong>in</strong>e weitere Erhöhung ist nicht möglich, da die leichte Farbigkeit<br />
des Filtrats <strong>in</strong> Richtung gelb/braun zu Qualitätse<strong>in</strong>bußen beim Produkt führen könnte.<br />
Automobil<strong>in</strong>dustrie<br />
Bei <strong>der</strong> Lackierung von Automobilkarossen wird überschüssiger nicht an <strong>der</strong> Zieloberfläche<br />
haften<strong>der</strong> Lack <strong>in</strong> Waschwasser geleitet und abgeschieden. Das dabei entstehende<br />
Waschwasser ist abhängig von <strong>der</strong> Art und Menge des verwendeten Lacks sowie <strong>der</strong> Standzeit<br />
mit Lösungsmitteln, Pigmenten, und Kohlenstoffverb<strong>in</strong>dungen aus den B<strong>in</strong><strong>der</strong>n und Härtern<br />
belastet. In mo<strong>der</strong>nen Lackierereien wird im Bereich <strong>der</strong> Automobil<strong>in</strong>dustrie fast ausschließlich<br />
Lack auf Wasserbasis verwendet, wodurch <strong>der</strong> Anteil an Lösungsmitteln im Waschwasser<br />
verr<strong>in</strong>gert werden konnte. Das Waschwasser wird auf unterschiedliche Arten kont<strong>in</strong>uierlich und<br />
diskont<strong>in</strong>uierlich aufbereitet bzw. ausgetauscht. Das Bundesm<strong>in</strong>isterium für Umwelt, Naturschutz<br />
und Reaktorsicherheit hat 1995 e<strong>in</strong>en Forschungsbericht über Abwässer bei Lackierprozessen <strong>in</strong><br />
Auftrag gegeben. Dabei wurden 29 Lackierbetriebe über ihr Abwasser befragt [Schmidt 1995].<br />
Der Automobilhersteller bei dem das ISAH e<strong>in</strong>e Versuchsphase zur Kreislaufführung des<br />
Lackwaschwasser durchführte verfügt über mehrere Lackierstraßen, <strong>in</strong> denen die Fahrzeuge <strong>in</strong><br />
unterschiedlichen Farben parallel lackiert werden. Versprühter, aber nicht auf <strong>der</strong> Karosse<br />
abgeschiedener Lack, <strong>der</strong> sogenannte Overspray, wird über Abluftwäscher <strong>in</strong> Waschwasser<br />
gelöst. Dazu wird <strong>in</strong> <strong>der</strong> Lackierkab<strong>in</strong>e e<strong>in</strong>e horizontale Luftwalze erzeugt, die den Farbnebel<br />
aufnimmt und durch Bodenrosten <strong>in</strong> e<strong>in</strong>en unter dem Karosserieför<strong>der</strong>er <strong>in</strong>tegrierten<br />
Venturiwäscher abgibt.<br />
Systemtank<br />
KOAGULIERUNG RECYCLING<br />
TRINKWASSER<br />
Lack<br />
Lack<br />
Lack<br />
Luftwirbel<br />
Luftwirbel<br />
Luftwirbel<br />
ABSETZBECKEN<br />
SAMMELTANK<br />
KOAGULATION<br />
Feststoffab<br />
scheidung<br />
VERSUCHSANLAGE<br />
Zulauf Abwasser<br />
SCHLAMMABZUG<br />
Zur<br />
betriebseigenen<br />
Kläranlage<br />
Ablauf Filtrat<br />
Bild 6: Lackwaschwasser, Fließ- und Behandlungsschema
Seite 18<br />
Der Venturiwäscher wird mit Leitungswasser erstbefüllt, dem bei Bedarf Entschäumer und<br />
Bakterizide zugegeben werden. Das dabei entstehende Waschwasser wird ständig <strong>in</strong><br />
Koagulierungsanlagen aufbereitet, bis e<strong>in</strong>e Anreicherung von gelösten und kolloidalen Stoffen<br />
den Prozessablauf negativ bee<strong>in</strong>flusst und e<strong>in</strong> teilweiser Waschwasserwechsel erfor<strong>der</strong>lich wird.<br />
Zusätzlich s<strong>in</strong>d Teilwasserwechsel zur Verh<strong>in</strong><strong>der</strong>ung von Aufsalzung <strong>in</strong> Folge von<br />
Verdunstungsersatz erfor<strong>der</strong>lich. Das ausgeschleuste Waschwasser wird nach e<strong>in</strong>er<br />
Vorbehandlung <strong>der</strong> betriebseigenen Kläranlage zugeführt. Bei diesem Verfahren fallen jährlich<br />
etwa 25.000 m³ hoch belastetes Waschwasser (CSB >25.000 mg/l) an. Dies entspricht e<strong>in</strong>em<br />
stündlichen Aufkommen von ca. 3 m³, wobei nach Aussage <strong>der</strong> Betreiber von e<strong>in</strong>em<br />
diskont<strong>in</strong>uierlichen Anfall auszugehen ist.<br />
Das betrachtete Werk verfügt über e<strong>in</strong>e eigene biologische Abwasserbehandlung, welche zum<br />
Versuchszeitpunkt nahezu ausgelastet (Fracht und Hydraulik) war. Daher sollen hochbelastete<br />
Teilströme am Entstehungsort behandelt und, sofern möglich, Kreisläufe geschlossen werden.<br />
Ziel war es, das Waschwasser im Rahmen <strong>der</strong> Versuche soweit am Entstehungsort<br />
aufzure<strong>in</strong>igen, dass die Standzeit des Waschwassers bei e<strong>in</strong>er großtechnischen Umsetzung<br />
deutlich verlängert wird. Die hohe BSB 5 Konzentration im Waschwasser erfor<strong>der</strong>te zur<br />
Verh<strong>in</strong><strong>der</strong>ung von Geruchsproblemen und hohem Keimwachstum e<strong>in</strong>e deutliche Frachtreduktion,<br />
sowie optimaler Weise e<strong>in</strong>e Hygienisierung.<br />
Im Rahmen <strong>der</strong> Versuche wurde das Waschwasser, das aus dem System ausgeschleust wird<br />
nicht nur über e<strong>in</strong>e weitere Koagulation vorbehandelt, son<strong>der</strong>n e<strong>in</strong> Teilstrom <strong>der</strong> Versuchsanlage<br />
zugeführt. Das feststofffreie und frachtreduzierte Filtrat soll dann nach Bild 6 wie<strong>der</strong> dem Prozess<br />
zugeführt werden. Über den Überschussschlamm werden biologisch nicht abbaubare AFS<br />
entfernt.<br />
Tabelle 4-4: Lackwaschwasser, zusammenfassende Ergebnisse<br />
Werte Versuchsanlage<br />
Parameter E<strong>in</strong>heit Werte Zulauf Werte Ablauf<br />
Mittelwert M<strong>in</strong>. Max. Mittelwert M<strong>in</strong> Max<br />
CSB hom. [mg/l] 19057 9220 32400<br />
9113 <strong>in</strong>cl.<br />
Störungsbetrieb<br />
4040 ohne Störung 2060 22800<br />
Werte Versuchsanlage Automobil<strong>in</strong>dustrie, Reaktor<br />
Parameter E<strong>in</strong>heit Mittelwert M<strong>in</strong>. Max.<br />
B TS [gCSB/(gTS*d)] 1,56 0,31 2,90<br />
Werte Versuchsanlage Automobil<strong>in</strong>dustrie, getauchtes Zenon-Modul ZW 10<br />
Parameter E<strong>in</strong>heit Mittelwert M<strong>in</strong>. Max.<br />
Permeabilität<br />
Normiert 20 °C [l/(m²*h*bar] 51,6 33,8 80,2<br />
Trotz <strong>der</strong> hohen Belastung arbeitete die biologische Stufe gut. Die Abbauleistung erreichte beim<br />
CSB trotz <strong>der</strong> ungünstigen Schlammzusammensetzung e<strong>in</strong>en Maximalwert von 90 % bei<br />
Schlammbelastungen von 0,3 bis 2,9 g CSB/(g TS d)). Ablaufkonzentrationen von 2.200 mg/l
Seite 19<br />
CSB bei Abbauraten von 90 % wurden bereits nach 18 Tagen Betrieb erreicht. Durch die hohe<br />
AFS-Belastung des Zulaufs und die damit verbundene hohe ÜSS-Produktion sank das<br />
Schlammalter auf Werte um 3 Tage. Dies war ausreichend, da nur Kohlenstoffverb<strong>in</strong>dungen<br />
abzubauen waren. E<strong>in</strong>e weitergehende Feststoffreduktion des Zulaufs ist zur Sicherstellung e<strong>in</strong>es<br />
stabilen Betriebs durch e<strong>in</strong>e geeignete Vorbehandlung empfehlenswert. Der Filtratfluss <strong>der</strong><br />
getauchten Module lag zwischen 12 und 16 l/(m² h).<br />
Metallverarbeitung<br />
Kühlschmiermittel o<strong>der</strong> Kühlschmierstoffe (KSS) dienen <strong>in</strong> <strong>der</strong> Fertigungstechnik beim Trennen<br />
und Umformen von Metallen auf Werkzeugmasch<strong>in</strong>en zur Wärmeabfuhr und Verm<strong>in</strong><strong>der</strong>ung <strong>der</strong><br />
Reibung zwischen Werkzeug und Werkstück durch Schmierung. Ergänzend verr<strong>in</strong>gern sie die<br />
Reibung und verm<strong>in</strong><strong>der</strong>n damit den Verschleiß des Werkzeugs, das Erwärmen des Werkstücks<br />
und den Energiebedarf. Zusätzlich dienen KSS bei e<strong>in</strong>igen Zerspanungsprozessen zur<br />
Entfernung <strong>der</strong> Späne durch Abspülen aus dem Arbeitsumfeld. Nebeneffekt <strong>der</strong><br />
Kühlschmiermittel ist <strong>der</strong> Korrosionsschutz des Werkstücks [Schepers 2004]. KSS s<strong>in</strong>d nach<br />
Ausschleusung aus dem metallbearbeitenden Gerät mit Metallresten (je nach behandeltem<br />
Werkstoff) <strong>in</strong> unterschiedlichen Partikelgrößen verunre<strong>in</strong>igt. Im betrachteten Fall halten direkt an<br />
den metallverarbeitenden Masch<strong>in</strong>en <strong>in</strong>stallierte Mikrosiebe größere partikuläre Teile bis etwa<br />
100 µm zurück.<br />
Ziel <strong>der</strong> am ISAH durchgeführten Untersuchungen war e<strong>in</strong>e Teilstrombehandlung mit möglicher<br />
Kreislaufführung von KSS. Im betrachteten Werk wird zur Schmierung von metallverarbeitenden<br />
Masch<strong>in</strong>en e<strong>in</strong>e Öl-/ Wasseremulsion verwendet. Dabei werden zum Ansetzen von Neuemulsion<br />
täglich 10 m³ Tr<strong>in</strong>kwasser verbraucht. Neben den Emulsionen, die volumentechnisch bekannt<br />
s<strong>in</strong>d, fallen zusätzlich zu den KSS verschmutzte Re<strong>in</strong>igungswässer an. Beides wird <strong>in</strong><br />
Speicherbehältern gesammelt und mit e<strong>in</strong>em Volumenstrom von etwa 4000 m³/a <strong>der</strong><br />
Verdampferanlage zugeführt. Nach <strong>der</strong> Verwendung <strong>der</strong> Emulsion wird die Altemulsion mit Hilfe<br />
e<strong>in</strong>er werkseigenen Anlage <strong>in</strong> Restöl und Brüden aufgespalten und die Brüden <strong>der</strong> Kläranlage<br />
zugeführt. Bei <strong>der</strong> Verdampferanlage handelt es sich um e<strong>in</strong>en vierstufigen Plattenverdampfer.<br />
Die folgende Tabelle fasst die Ergebnisse des Versuchs zur Behandlung von Brüden aus <strong>der</strong><br />
KSS-Aufbereitung zusammen. Sowohl hydraulisch mit e<strong>in</strong>er mittleren Permeabilität von<br />
65 l/(m² h bar) als auch vom CSB-Abbau (durchschnittlich 90 %) ergaben sich gute Werte. E<strong>in</strong>e<br />
E<strong>in</strong>zeluntersuchung <strong>der</strong> Filtratqualität auf Metallreste und AFS ergab ke<strong>in</strong>en Befund.<br />
Zusammenfassend kann festgestellt werden, dass die Re<strong>in</strong>igung des KSS-<br />
Verdampferkondensates durch e<strong>in</strong>e Membranbelebungsanlage gute Ergebnisse brachte und die<br />
MBR-Behandlung mit e<strong>in</strong>er kle<strong>in</strong>en Anlage e<strong>in</strong>e gute Alternative zum bestehenden Verfahren ist.<br />
Ölspuren <strong>in</strong> den Brüden wurden durch die biologische Stufe vollständig elim<strong>in</strong>iert, ohne den<br />
Filtratfluss kont<strong>in</strong>uierlich zu verschlechtern.
Seite 20<br />
Tabelle 4-5 Zusammenfassende Ergebnisse <strong>der</strong> Versuche zur KSS-Aufbereitung<br />
Werte Versuchsanlage KSS<br />
Werte Zulauf VA<br />
Werte Ablauf VA<br />
Parameter E<strong>in</strong>heit Mittelwert M<strong>in</strong>. Max. Mittelwert M<strong>in</strong> Max<br />
CSB hom. [mg/l] 1.470 430 2.975 86 32 147<br />
Werte Versuchsanlage Fruchtsaft<strong>in</strong>dustrie, Reaktor<br />
Parameter E<strong>in</strong>heit Mittelwert M<strong>in</strong>. Max.<br />
B TS [gCSB/(gTS*d)] 0,08 0,01 0,22<br />
Werte Versuchsanlage KSS, getauchtes Zenon ZW 10 Modul<br />
Parameter E<strong>in</strong>heit Mittelwert M<strong>in</strong>. Max.<br />
Permeabilität<br />
Normiert 20 °C [l/(m²*h*bar] 66 44 205<br />
5 Wirtschaftlichkeit <strong>der</strong> Wie<strong>der</strong>verwendung von Wasser<br />
Steigende Wasser- und Abwassergebühren für <strong>in</strong>direkte<strong>in</strong>leitende Betriebe tragen auch zur<br />
Erhöhung <strong>der</strong> Produktionskosten bei. Innerbetriebliche Maßnahmen zur Reduzierung <strong>der</strong><br />
Abwasserlasten e<strong>in</strong>es Betriebes können zur E<strong>in</strong>haltung <strong>der</strong> Verordnungen bei <strong>der</strong> E<strong>in</strong>leitung <strong>in</strong><br />
öffentliche Kanalnetze beitragen und s<strong>in</strong>d gleichzeitig geeignet, erhebliche E<strong>in</strong>sparungen bei<br />
betriebeigenen Abwasserbehandlungsanlagen und den Starkverschmutzerzuschlägen bzw.<br />
Abwassergebühren für Indirekte<strong>in</strong>leiter zu ermöglichen. Es können wesentliche Beiträge zur<br />
Reduzierung von Mengen und Frachten, Temperaturen und Feststoffen und auch zur<br />
Begrenzung <strong>der</strong> pH-Werte geleistet werden.<br />
Bei <strong>der</strong> Berechnung <strong>der</strong> Abwassergebühren müssen die <strong>in</strong> den Gebührensatzungen enthaltenen<br />
Verschmutzerzuschläge berücksichtigt werden. In <strong>der</strong> Regel werden die Verschmutzerzuschläge<br />
<strong>in</strong> Abhängigkeit vom BSB 5 - o<strong>der</strong> CSB-Wert - des Abwassers ermittelt, teilweise werden für die<br />
Berechnung <strong>der</strong> Zuschläge aber auch bereits Stickstoff- und Phosphatgehalte des Abwassers<br />
herangezogen. Bei <strong>der</strong> Auswahl und Anwendung von Re<strong>in</strong>igungs- und Des<strong>in</strong>fektionsmitteln<br />
werden <strong>in</strong>nerbetriebliche Maßnahmen zunehmend an Bedeutung gew<strong>in</strong>nen.<br />
Die wichtigsten Faktoren für die Wirtschaftlichkeit <strong>der</strong> Wie<strong>der</strong>verwendung von Wasser <strong>in</strong><br />
Deutschland s<strong>in</strong>d die Kosten für den Frischwassere<strong>in</strong>satz und die Abwasserbehandlung (Bild 7).<br />
Die Wasserversorgung kann mit ca. 1,75 €/m³ angesetzt werden, während e<strong>in</strong>e end-of-pipe<br />
Behandlung die Industrie zwischen 1,5 und 5 €/m³, abhängig von <strong>der</strong> Konzentration und <strong>der</strong><br />
e<strong>in</strong>gesetzten Technik, kostet. Der Wie<strong>der</strong>e<strong>in</strong>satz hängt ebenso von <strong>der</strong> Konzentration und <strong>der</strong><br />
e<strong>in</strong>gesetzten Technik ab. Für e<strong>in</strong>e Teilstrombehandlung mit Membrantechnologie belaufen sich<br />
diese Kosten auf 2 bis 5 €/m³ Permeat. Demnach muss <strong>in</strong> je<strong>der</strong> Stufe untersucht werden ob die<br />
notwendige Qualität für e<strong>in</strong>e Wie<strong>der</strong>verwendung des Wassers mit <strong>der</strong> jeweiligen Technologie<br />
erreicht werden kann und <strong>in</strong>wieweit die Des<strong>in</strong>fektion die hygienischen Anfor<strong>der</strong>ungen erfüllen<br />
kann. Letztendlich muss <strong>der</strong> Kostenbilanz entnommen werden, ob <strong>der</strong> Wie<strong>der</strong>e<strong>in</strong>satz des<br />
Wassers e<strong>in</strong>e wirtschaftliche Alternative zur end-of-pipe Technologie darstellt.
Seite 21<br />
Bild 7: Beispiel e<strong>in</strong>er Bilanz zur Wirtschaftlichkeit des Wasserrecycl<strong>in</strong>gs<br />
6 Schrifttum<br />
[Br<strong>in</strong>kmeyer 2007]: Br<strong>in</strong>kmeyer, J.: Membran-Bio-Reaktoren mit organischen und anorganischen<br />
getauchten Nie<strong>der</strong>druckmembranen, Institut für Siedlungswasserwirtschaft und Abfalltechnik <strong>der</strong><br />
Leibniz Universität Hannover, Dissertation (2007), ISBN: 978-3-921421-73-0<br />
[Rosenw<strong>in</strong>kel 2004]: Rosenw<strong>in</strong>kel, K.-H.; Schrewe, N.; Osterloh, E.: (2004): Wasser- und<br />
Abwassermanagement <strong>in</strong> Brauereien - Prognosemodellierung -, 8. Hannoversche<br />
Industrieabwassertagung - Brauerei-Sem<strong>in</strong>ar, Schriftenreihe des ISAH, Hannover 2004<br />
[Schepers 2004]: Schepers, A.: E<strong>in</strong>satzmöglichkeiten wie<strong>der</strong>gewonnener Kühlschmierstoffe und<br />
Feststoffe aus Schleifschlämmen. Aachen, Shaker Verlag 2004<br />
[Schmidt 1995]: Schmidt, W. S., Gerhard ; Nolte, Ulrich.: Abwasser bei Lackierprozessen:<br />
Entstehung, Mengenermittlung, analytische Beurteilung und Behandlungstechniken] (1995)<br />
[Wurz 2005]: Wurz, M. C.: Betreuung e<strong>in</strong>es halbtechnischen Versuchs zur Verm<strong>in</strong><strong>der</strong>ung des<br />
Frischwasserbedarfs durch E<strong>in</strong>satz von Membranbelebungsanlagen im Fruchtsaftbetrieb,<br />
Hannover, Institut für Siedlungswasserwirtschaft und Abfalltechnik <strong>der</strong> Leibniz Universität<br />
Hannover, Diplomarbeit (2002)<br />
[DWA 2007]: Lehr- und Handbuch <strong>der</strong> Abwassertechnik, Band VI, organisch verschmutzte<br />
Abwässer sonstiger Industriegruppen, Verlag W. Ernst + Sohn<br />
[Rüffer und Rosenw<strong>in</strong>kel 1991]: Taschenbuch <strong>der</strong> Industrieabwasserre<strong>in</strong>igung, Verlag R.<br />
Oldenbourg (1991)