Einbauanl Nadel 000.037 0#76D11 - GÜNTHER Hot Runner ...
Einbauanl Nadel 000.037 0#76D11 - GÜNTHER Hot Runner ...
Einbauanl Nadel 000.037 0#76D11 - GÜNTHER Hot Runner ...

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Einbauinformation<br />
<strong>GÜNTHER</strong> Bedingungen<br />
Unsere anwendungstechnische Beratung in Wort,<br />
Schrift und durch Versuche erfolgt nach bestem<br />
Wissen, gilt jedoch nur als unverbindlicher Hinweis<br />
und befreit Sie nicht von der eigenen Prüfung der von<br />
uns gelieferten Produkte auf ihre Eignung für die<br />
beabsichtigten Verfahren und Zwecke.<br />
Anwendung und Verwendung der Produkte erfolgen<br />
außerhalb unserer Kontrollmöglichkeiten und liegen<br />
daher ausschließlich in Ihrem Verantwortungsbereich.<br />
Sollte dennoch eine Haftung in Frage kommen, so ist<br />
diese für alle Schäden auf die Fälle einer vorsätzlichen<br />
oder grob fahrlässigen Pflichtverletzung beschränkt<br />
und auf den Wert der von uns gelieferten und von<br />
Ihnen eingesetzten Ware begrenzt. Entsprechend der<br />
gesetzlichen Regelung sind von der Haftungsbeschränkung<br />
ausgenommen vorsätzliche oder fahrlässige<br />
Pflichtverletzungen von uns oder eines gesetzlichen<br />
Vertreters oder eines Erfüllungsgehilfen, die Schäden<br />
aus der Verletzung des Lebens, des Körpers oder der<br />
Gesundheit zur Folge haben.<br />
Selbstverständlich gewährleisten wir die einwandfreie<br />
Qualität unserer Produkte nach Maßgabe unserer allgemeinen<br />
Verkaufs- und Lieferbedingungen.<br />
<strong>GÜNTHER</strong> Heisskanaltechnik GmbH<br />
Auf unserer Homepage www.guenther-hotrunner.com<br />
finden Sie viele Informationen rund um das Thema<br />
Heißkanaltechnik u.a. eine Anwendungsdatenbank mit<br />
über 2.700 Anwendungen.<br />
Einstiegsseite <strong>GÜNTHER</strong> Anwendungsdatenbank<br />
Einbauinformation<br />
<strong>Nadel</strong>verschluss DKM/N<br />
Betriebsspannung: 230 V<br />
Mögliche Fehlerursachen für <strong>Nadel</strong>verschlusssysteme<br />
Die <strong>Nadel</strong> fährt nicht geschlossen in die Endposition, dadurch entsteht ein hoher Angussrest am Artikel.<br />
Der zylindrische Anteil im Anspritzpunkt ist zu groß<br />
Beispiel: 5NHT soll 0,3 mm<br />
Maßnahme:<br />
Prüfen mittels Messkugel, gegebenenfalls nach erodieren<br />
Zu lange Nachdruckzeit<br />
Beispiel: Das Material im Anspritzpunktbereich ist beim Schließen der <strong>Nadel</strong> bereits kalt<br />
Maßnahme:<br />
Änderung der Einstellparameter<br />
Falsches Ansteuerungssignal der Steuerung<br />
Beispiel: Der Befehl „<strong>Nadel</strong> schließen“ kommt zu spät oder zum falschen Zeitpunkt<br />
Maßnahme:<br />
Prüfen des Ansteuerungssignals, gegebenenfalls Programmablauf ändern<br />
Der Mechanismus ist durch Verschmutzung oder Beschädigung blockiert<br />
Beispiel: Abgebrochene Metallteile, Späne o. ä.<br />
Maßnahme:<br />
Prüfen der Mechanik, bzw. reinigen oder instandsetzen<br />
Der Druck zum Schließen der <strong>Nadel</strong> ist zu gering.<br />
Beispiel: Pneumatisch 5 bar, hydraulisch 25 bar.<br />
Maßnahme:<br />
Erhöhung des Drucks bis „pneumatisch max. 8 bar, hydraulisch max. 40 bar“<br />
<strong>GÜNTHER</strong> <strong>Nadel</strong>verschlusstechnik<br />
Hohe optische Anforderungen, Zykluszeit-Verkürzungen,<br />
geringste Scherbeanspruchung, große Angusspunkt-<br />
Querschnitte, hierfür heißt die richtige Antwort: <strong>Nadel</strong>verschlusstechnik.<br />
Die Einzeldüsen werden pneumatisch (8 bar max.) oder<br />
hydraulisch (40 bar max.) betrieben. Die Zylinder sind<br />
außenliegend angeordnet. Die neue innovative Gestaltung<br />
der konturgebenden <strong>Nadel</strong>führung und die optimierte<br />
Verschlussnadel erlauben ein berührungsloses und verschleißarmes<br />
verschließen des Angusses<br />
Beispiel:<br />
Die <strong>Nadel</strong>n sind falsch justiert oder die Kontermutter der Einstellschraube hat sich gelöst.<br />
Maßnahme:<br />
Nachjustieren der <strong>Nadel</strong> bzw. fixieren der Kontermutter<br />
Beispiel:<br />
Maßnahme:<br />
Die pneumatischen bzw. hydraulischen Anschlussleitungen sind vertauscht „öffnen – schließen“.<br />
Leitungen tauschen<br />
<strong>000.037</strong> 08/05 D<br />
<strong>000.037</strong> 08/05 D<br />
Technische Änderungen vorbehalten<br />
<strong>GÜNTHER</strong> Heisskanaltechnik GmbH<br />
Industriegebiet Nord • Sachsenberger Straße 1<br />
35066 Frankenberg/Eder<br />
Telefon +49(0)6451 5008-0 • Telefax +49(0)6451 5008-50<br />
info@guenther-heisskanal.de • www.guenther-hotrunner.com
Einbauinformation<br />
<strong>GÜNTHER</strong> Heisskanaltechnik GmbH<br />
Einbauinformation<br />
<strong>GÜNTHER</strong> Heisskanaltechnik GmbH<br />
Konstruktive Hinweise<br />
1. Verschraubung Aufspannplatte zur Formplatte sollte<br />
wie folgt vorgenommen werden:<br />
a. Min. 2 x M10 pro Heißkanaldüse bzw. 2 x M10<br />
pro 100 mm.<br />
b. Dazu ist die Verschraubung möglichst nahe am<br />
Verteiler mit einer Festigkeitsklasse von min. 10.9<br />
vorzusehen.<br />
2. a. Wir empfehlen die Ausnehmung für den konventionellen<br />
Verteiler auf ca. 10 mm umlaufend.<br />
b. Bitte ausreichende Verschraubung der Formplatten<br />
in Düsennähe vorsehen.<br />
c. Die Thermo- und Stromkabel für Düsen und Verteiler<br />
nicht in unmittelbarer Nähe des konventionellen<br />
Verteilers verlegen.<br />
d. Zusätzlich ist eine Isolierung durch einen Glasfaserschlauch<br />
möglich.<br />
e. Eine Kühlung der Aufspannplatte und der Rahmenplatte<br />
ist dringend zu empfehlen. Damit wird eine<br />
Wärmedehnung der Düsenseite vermieden.<br />
f. Ebenfalls ist für eine ausreichende und separate<br />
Temperierung im Anschnittbereich zu sorgen.<br />
g. Zum Lieferumfang des Heißkanalsystems gehören<br />
nur die in der Stückliste und Auftragsbestätigung<br />
aufgeführten Elemente.<br />
h. Beachten Sie bitte die Einbauhinweise und Maßangaben<br />
in unserem Hauptkatalog.<br />
i. Aufgrund der Wärmekonfektion ist das Anbaugehäuse<br />
nicht direkt auf das Werkzeug zu montieren<br />
(ausreichend lange Distanzhülsen verwenden).<br />
3. a. Die Wahl des Anspritzpunktdurchmessers ist abhängig<br />
von dem zu verarbeitenden Material und<br />
dem Artikelgewicht. Hierzu nehmen Sie bitte<br />
Kontakt mit unserer anwendungstechnischen<br />
Beratung auf.<br />
b. Eine spätere Optimierung des Anspritzpunktdurchmessers<br />
kann nicht ausgeschlossen werden!<br />
Anwendung<br />
1. a. Zur Reinigung der Düsen, dürfen diese nicht über<br />
500°C aufgeheizt werden!<br />
b. Falls auf eine Düsenverschraubung verzichtet wird,<br />
darf keine der Düsen im Betriebszustand abgeschaltet<br />
werden. Dies könnte wegen der fehlenden<br />
Vorspannung zur Leckage führen!<br />
c. Achtung: <strong>Nadel</strong>härte 64 +/-2 HRC / TiN beschichtet.<br />
Bitte beachten Sie hier die Auswahl des Materials<br />
für die Einsätze.<br />
Tabelle Wärmedehnspalt „K“<br />
2<br />
d. Empfehlung: Der Hubmechanismus sollte ca. alle<br />
500.000 Schuss gewartet (gereinigt) werden!<br />
Dies ist eine ca. Angabe und stark abhängig von<br />
dem zu verarbeiteten Material bzw. der Anwendung.<br />
e. Die Größe des Pneumatik-Ventils im Bezug auf den<br />
Durchfluss in L/min. hat sehr großen Einfluss auf<br />
das „Öffnen der <strong>Nadel</strong>n“. Bitte kontaktieren Sie bei<br />
weiteren Rückfragen unsere Anwendungstechnik.<br />
f. Wir empfehlen bei Druckluft den Einsatz einer<br />
Wartungseinheit mit Druckluftöler.<br />
Hierdurch kann die Lebensdauer der Dichtringe<br />
positiv beeinflusst werden.<br />
g. Bitte beachten Sie hierzu die technischen Hinweise<br />
in unserem Hauptkatalog.<br />
h. Achtung! Hinweis zu Korrosionsschutzmitteln<br />
Um Korrosion an Heißkanalwerkzeugen vorzubeugen,<br />
werden diese oft mit LUSIN PROTECT G11<br />
und O45 der Fa. Klüber Korrosionsschutzmitteln<br />
eingesprüht. Das Korrosionsschutzmittel LUSIN<br />
PROTECT G11 und O45 der Fa. Klüber bilden durch<br />
Erwärmen eine elektrisch isolierende Schicht (wie<br />
Lack).<br />
Das Korrosionsschutzmittel besitzt die Eigenschaft in<br />
feinste Haarrisse und Winkel einzudringen, deshalb kann<br />
es dazu kommen, dass die Kontakte des Thermosteckers<br />
bei Heißkanaldüsen isoliert werden und dadurch Probleme<br />
auftreten. Beim Besprühen der Heißkanalbauteile<br />
ist darauf zu achten, dass Stecker für Thermofühler- und<br />
Stromanschluss vor dem Einsprühen abgedeckt oder<br />
abgeklebt werden müssen, damit diese nicht mit eingesprüht<br />
werden.<br />
Wärmedehnspalt „K“<br />
Das für die Wärmeausdehnung erforderliche Maß “K” ist<br />
durch Überschleifen der Druckstücke (12 +0,1 mm)<br />
sicherzustellen! Ermitteln Sie die Differenz zwischen der<br />
Höhe des Verteilersystems und der Höhe der Rahmenplatte<br />
im montierten Zustand!<br />
Achtung: Für die Ermittlung des Wärmedehnspaltes darf<br />
der Metall-O-Ring am Düsenkopf nicht eingelegt sein!<br />
∆ T gibt die Temperaturdifferenz zwischen der Verarbeitungs-<br />
und der Formtemperatur an!<br />
Verteilerhöhe ∆ T[°C] 100 150 200 250 300 350<br />
36 mm K (mm) 0,021 0,059 0,098 0,137 0,177 0,217<br />
46 mm K (mm) 0,033 0,078 0,124 0,170 0,218 0,264<br />
<strong>000.037</strong> 08/05 D<br />
<strong>000.037</strong> 08/05 D<br />
Die neue <strong>GÜNTHER</strong> <strong>Nadel</strong>führung aus pulvermetallurgischem<br />
Stahl gewährleistet einen wirtschaftlichen und<br />
nahezu verschleißfreien Betrieb. Während der Verschlussbewegung<br />
der <strong>Nadel</strong> wird diese zuerst über eine konische<br />
Führung zentriert, bis die <strong>Nadel</strong> vollständig und präzise in<br />
die zylindrische Führung eintaucht (bis auf die Achse der<br />
Angussbohrung).<br />
Ein weiterer Pluspunkt ist die 2Teilung von <strong>Nadel</strong>führung<br />
und Düsenrohr. Im Bedarfsfall kann die <strong>Nadel</strong>führung<br />
ohne grossen Aufwand gewechselt werden.<br />
Die <strong>Nadel</strong>führung steht in 2 Ausführungen zur Verfügung.<br />
Die <strong>Nadel</strong>führung mit der Bezeichnung LA taucht bis auf<br />
den Artikel durch und ist konturgebend, die Abdichtung<br />
erfolgt an der Kavitätenplatte (sie ist besonders für verschleißende<br />
Materialien zu empfehlen.).<br />
Die <strong>Nadel</strong>führung VA ist empfehlenswert wenn es um die<br />
freie Gestaltung der Artikeloberfläche geht, da die <strong>Nadel</strong>führung<br />
kürzer ist und etwas zurücksteht.<br />
Zu beachten ist: dass die Führung und die Abdichtung der<br />
<strong>Nadel</strong> im Werkzeug absolut konzentrisch sein muss,<br />
damit eine optimale Abdichtung erreicht wird.<br />
Die Vorteile:<br />
- hohe Lebensdauer<br />
- Verschleißteile problemlos austauschbar<br />
- kurze Zykluszeiten<br />
hervorragende und überstandsfreie Angussqualität<br />
- keine Erneuerung bzw. Nacharbeit der Formeinsätze<br />
notwendig<br />
- sehr gute optische Oberflächenqualität geringe<br />
Scherbeanspruchung.<br />
Hinweise zur Einstellung der <strong>Nadel</strong>n bei Einzelnadelzylinder/<br />
oder Mehrfach-<strong>Nadel</strong>verschlusssystem<br />
1. Voraussetzung: Das System bzw. das Werkzeug ist<br />
komplett montiert und verkabelt.<br />
Der Schließmechanismus befindet sich in Position<br />
„geschlossen“ und die <strong>Nadel</strong>n sind etwas zurück<br />
gedreht.<br />
2. Das Werkzeug wird an die Regeltechnik und zur<br />
Temperierung angeschlossen.<br />
3. Aufheizen des Heißkanals auf Verarbeitungstemperatur.<br />
Aufheizen des Werkzeugs auf die Werkzeugtemperatur.<br />
4. a. Einzelnadelzylinder: Lösen der Kontermutter an<br />
der Einstellschraube.<br />
b.<strong>Nadel</strong>verschlusssystem: Lösen der Kontermutter<br />
mit dem Spezialschlüssel, siehe Zusammenbau-<br />
Zeichnung.<br />
5. a. Einzelnadelzylinder: Die Einstellschraube mit einem<br />
passenden Innen-Sechskantschlüssel mit Drehung<br />
nach links, die Hubbegrenzung so einstellen, dass<br />
die <strong>Nadel</strong> in die untere Position gebracht wird (zur<br />
PM Ausführung LA<br />
PM Ausführung VA<br />
PM-Teil LA<br />
PM-Teil VA<br />
Kavität). Durch Rechtsdrehung der Einstellschraube,<br />
wird die <strong>Nadel</strong> in die obere Position gebracht (aus<br />
der Kavität).<br />
b.<strong>Nadel</strong>verschlusssystem: Die <strong>Nadel</strong>n mit einem<br />
passenden Innen-Sechskantschlüssel durch den<br />
Spezialschlüssel hindurch (der die Kontermutter<br />
justiert), mit Drehung nach rechts, die <strong>Nadel</strong>n in<br />
die untere Position gebracht (zur Kavität).<br />
Durch die Linksdrehung werden die <strong>Nadel</strong>n in die<br />
obere Position gebracht (aus der Kavität) .<br />
6. Durch anschließen der Hydraulik oder durch mechanische<br />
Betätigung den <strong>Nadel</strong>verschluss in Endstellung<br />
bringen. <strong>Nadel</strong>n geschlossen.<br />
7. Mit einem Tiefenmaß oder einer Messuhr die Position<br />
der <strong>Nadel</strong> vermessen und ggf. nachjustieren.<br />
8. Kontermutter anziehen. Danach sollte noch einmal<br />
die Position der <strong>Nadel</strong> überprüft werden.<br />
Gegebenenfalls muss noch einmal nachjustiert<br />
werden.<br />
7
Einbauinformation<br />
<strong>GÜNTHER</strong> Heisskanaltechnik GmbH<br />
Einbauinformation<br />
<strong>GÜNTHER</strong> Heisskanaltechnik GmbH<br />
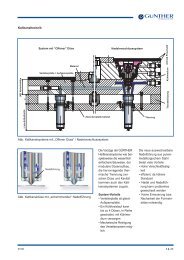
Hinweise zum Betrieb eines <strong>Nadel</strong>verschlusssystems<br />
Je nach Bestellung bzw. Auslegung wird das Heißkanalsystem<br />
mit Hydraulik oder Pneumatik ausgeliefert.<br />
Vor Inbetriebnahme bzw. in der Planungsphase ist zu prüfen,<br />
ob an der Spritzgussmaschine das entsprechende<br />
Hydraulik- oder Pneumatikventil zur Ansteuerung des<br />
Verschlussmechanismus am Heißkanal vorhanden ist.<br />
Betriebsdrücke für Antriebsmechanismen<br />
Einzel-<strong>Nadel</strong>verschlussdüse<br />
Bei hydraulischer Betätigung sind bis zu 40 bar zugelassen.<br />
Bei pneumatischer Betätigung können – abhängig<br />
vom System – Drücke bis 10 bar erforderlich werden<br />
(mind. jedoch 8 bar).<br />
Hubmechanismus / Schiefe Ebene / Einzelnadelventil<br />
Für die hydraulische Betätigung der genannten Antriebsmechanismen<br />
des <strong>Nadel</strong>verschluss-Systems sind Drücke<br />
von 40 - 60 erforderlich. Im Einzelfall können auch Drücke<br />
> 60 bar notwendig sein. Bei pneumatischer Betätigung<br />
sollten die Drücke mind. 8 bar betragen.<br />
Die Geschwindigkeit der <strong>Nadel</strong>bewegung ist abhängig<br />
von der dem System zur Verfügung stehenden Ölmenge.<br />
Diese ist ggf. zu überprüfen und zu erhöhen. Diese Angaben<br />
sind Richtwert. Bei Fragen nehmen Sie bitte Kontakt<br />
mit unserer Anwendungstechnik auf:<br />
Tel. +49 (0) 6451 - 5008-31.<br />
Achtung: Die Inbetriebnahme der Hydraulik- oder<br />
Pneumatik-Anlage erfolgt erst, wenn das System auf<br />
Betriebstemperatur aufgeheizt ist.<br />
Die Ansteuerung sollte wie folgt ablaufen:<br />
Öffnen des <strong>Nadel</strong>verschlusses:<br />
a. Ansteuerung: im Normalfall mit Einspritzen Start<br />
(Spritzgussmaschine).<br />
b. Alternative: Werkzeug geschlossen oder Aggregat<br />
vor.<br />
Schließen des <strong>Nadel</strong>verschlusses:<br />
Ende Nachdruckzeit<br />
Bitte beachten Sie, dass beim Schließen der <strong>Nadel</strong> noch<br />
eine geringe Menge Kunststoffschmelze mit in die Kavität<br />
eingepresst wird. Das ist besonders bei sehr kleinen<br />
und sehr dünnwandigen Artikeln zu beachten. In Verbindung<br />
mit einer zu langen Nachdruckzeit kann dies zu<br />
Überladungen oder zu Spannungen im Artikel führen.<br />
Hinweise:<br />
a. Demontage des Werkzeuges mit freien Düsenschäften<br />
(ohne Einsätze) empfehlen wir die <strong>Nadel</strong>n<br />
in den Düsen zurück zu fahren! (<strong>Nadel</strong> geöffnet)<br />
b. Bei komplett montiertem Werkzeug (mit Einsätzen)<br />
und am Ende des Prozesses empfehlen wir, die<br />
<strong>Nadel</strong> in die Position „<strong>Nadel</strong> offen“ zu stellen.<br />
Anziehdrehmoment der <strong>Nadel</strong>verschlussdüsen<br />
Vorspannkraft F V und Anziehdrehmoment M A , für<br />
Schrauben mit Kopfauflagen nach DIN 912, 931<br />
Schaftschrauben (µ ges. = 0,125)<br />
Abmess. Vorspannkraft Anziehdrehmoment<br />
Schraube F v [N] M A [NM]<br />
10.9 12.9 10.9 12.9<br />
M4 5 900 6 900 4,1 4,8<br />
M5 9 650 11 300 8,1 9,5<br />
M6 13 600 16 000 14 16<br />
M8 25 000 29 300 34 40<br />
M10 39 900 46 600 67 79<br />
M12 58 000 68 000 115 135<br />
Einstellschraube M10x1 NET<br />
<strong>Nadel</strong>verstellung<br />
(Hubbegrenzung)<br />
Linksdrehung zur Kavität<br />
Kontermutter<br />
Einstellschraube<br />
<strong>Nadel</strong>verstellung bei<br />
<strong>Nadel</strong> ø2 mm = M6 x 0,5<br />
<strong>Nadel</strong> ø3 mm = M8 x 0,5<br />
durch eine Rechtsdrehung<br />
zur Kavität<br />
Hubmechanismus<br />
“Schiefe Ebene”<br />
<strong>Nadel</strong> öffnen<br />
Thermoelement 1<br />
<strong>Nadel</strong> schließen<br />
Strom 230 V<br />
Regelkreis 1<br />
Anschlüsse<br />
temperaturbeständig<br />
bis ca. 150°C!<br />
Strom 230 V<br />
Regelkreis 2<br />
PM-Teil LA<br />
Thermoelement 2<br />
Einzelnadelzylinder 8NET60<br />
Mehrfachnadelsystem<br />
6<br />
<strong>Nadel</strong> geschlossen<br />
<strong>Nadel</strong> offen<br />
<strong>000.037</strong> 08/05 D<br />
<strong>000.037</strong> 08/05 D<br />
3