Download als PDF (384 Kb) - Struers
Download als PDF (384 Kb) - Struers
Download als PDF (384 Kb) - Struers

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Besonderheiten der metallographischen<br />
Präparation von Aufbauten der Elektronik<br />
und Mikroelektronik<br />
Katja Reiter, Mario Reiter,<br />
Thomas Ahrens<br />
Fraunhofer Institut für Siliziumtechnologie,<br />
Modulintegration,<br />
D-25524 Itzehoe<br />
Inhaltsverzeichnis<br />
1. Problemstellung<br />
2. Materialien und ihre<br />
Bearbeitung<br />
3. Präparation und Gefügeentwicklung<br />
4. Anwendungen<br />
4.1 Keramikverbunde<br />
4.2 Leiterplatten<br />
4.3 Silizium und Glasdioden<br />
4.4 Kondensatoren und<br />
Widerstände<br />
4.5 Au-Drahtbondverbindungen,<br />
Zielpräparation an einem<br />
Transistor<br />
5. Artefakte<br />
6. Literaturverzeichnis<br />
Vorwort<br />
In Structure 32 berichteten wir<br />
über die Gefüge- und Werkstoffanalyse<br />
für die Aufbau- und<br />
Verbindungstechnik in der Mikroverbindungstechnik.<br />
Dieser Artikel<br />
versteht sich <strong>als</strong> eine Fortsetzung.<br />
Hier wird probenspezifisch auf die<br />
metallographische Präparation und<br />
die sich ergebenden Fehlermöglichkeiten<br />
eingegangen. Es werden Beispiele<br />
für vorteilhafte Bearbeitungsmethoden<br />
zur Vermeidung von<br />
Präparationsartefakten vorgestellt.<br />
12<br />
1. Problemstellung<br />
Die Aufbauten der Elektronik und<br />
Mikroelektronik sind komplexe<br />
Werkstoffverbunde. Die Darstellung<br />
und Analyse der verschiedenen<br />
Werkstoffgefüge, Schichtaufbauten<br />
und Grenzflächen ist eine Voraussetzung<br />
zur Beurteilung der Qualität<br />
der Produkte. Die Größen der<br />
einzelnen Bestandteile der Aufbauten<br />
reichen von Bruchteilen von µm<br />
bis zu einigen cm. Infolge der engen<br />
Packung der verschiedenen<br />
Werkstoffgruppen in kleinen Volumina<br />
besteht für die Gefügeanalyse<br />
das Problem der gleichzeitigen Darstellung<br />
unterschiedlicher Werkstoffe<br />
mit grundverschiedenen Eigenschaften.<br />
In der präparativen<br />
Vorbereitung für die Gefügeuntersuchungen<br />
müssen daher harte<br />
Werkstoffe mit zum Teil erheblicher<br />
Sprödigkeit gleichzeitig mit<br />
weichen oder zähen Werkstoffen<br />
aufbereitet werden.<br />
Jedem einzelnen Präparationsschritt,<br />
begonnen beim Trennen<br />
über das Schleifen bis zur Feinpolitur,<br />
wird eine eigene Bedeutung<br />
zugeordnet. Fehler in den ersten<br />
Schritten lassen sich in weiteren<br />
Schritten nur schwierig oder auch<br />
gar nicht korrigieren. Bei jedem<br />
Schritt ist die Materialabtragsrate<br />
und die Tiefe der Verformungsschicht,<br />
die nach Beendigung verbleibt,<br />
von Bedeutung. Die Wahl der<br />
Polierparameter (Unterlage,<br />
Schleifmitteltyp und Korngröße,<br />
Schmiermittel) muß sich nach den<br />
physikalischen Eigenschaften der<br />
Probe richten und darf nicht willkürlich<br />
erfolgen. Für die Präparation<br />
von massiven Werkstoffen gilt<br />
allgemein, daß weiche und mittelharte<br />
Werkstoffe mit SiC-Papieren,<br />
harte Materialien mit kunststoffoder<br />
metallgebundenen Diamantschleifscheiben<br />
plangeschliffen werden<br />
sollen. Bei den hier beschriebenen<br />
Materialverbunden trifft man<br />
allerdings auf sehr harte Bestandteile,<br />
z.B. Al 2<br />
O 3<br />
-Keramik, und sehr<br />
weiche Materialien, z.B.: Zinn-Blei-<br />
Lot. Hier muß bei der Präparation<br />
ein Kompromiß gefunden werden.<br />
Kantenabrundung und Reliefbildung<br />
beginnen bei harten Materialien<br />
meist bereits<br />
in einem sehr<br />
frühen Stadium,<br />
wenn nur Schleif<br />
papiere verwendet<br />
werden. Das Planschleifen<br />
soll mit<br />
dem Schleifmittel<br />
erfolgen, das für<br />
das Probenmaterial<br />
am effektivsten<br />
ist. Es soll<br />
die feinste Körnung<br />
gewählt<br />
werden, bei der<br />
die Proben noch<br />
in einer vertretbaren<br />
Zeit plan<br />
und glatt geschliffen<br />
werden.<br />
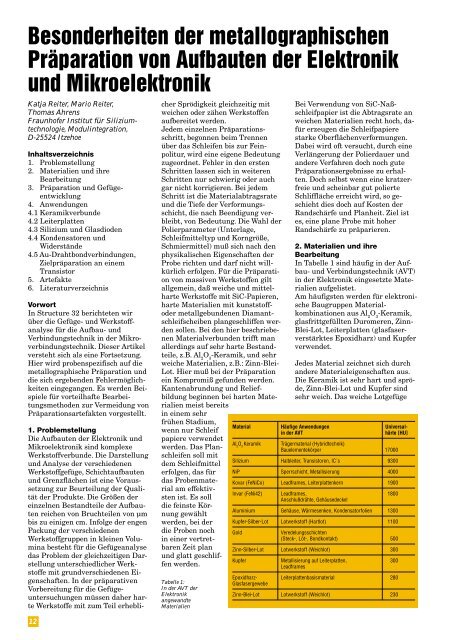
Tabelle 1:<br />
In der AVT der<br />
Elektronik<br />
angewandte<br />
Materialien<br />
Bei Verwendung von SiC-Naßschleifpapier<br />
ist die Abtragsrate an<br />
weichen Materialien recht hoch, dafür<br />
erzeugen die Schleifpapiere<br />
starke Oberflächenverformungen.<br />
Dabei wird oft versucht, durch eine<br />
Verlängerung der Polierdauer und<br />
andere Verfahren doch noch gute<br />
Präparationsergebnisse zu erhalten.<br />
Doch selbst wenn eine kratzerfreie<br />
und scheinbar gut polierte<br />
Schliffläche erreicht wird, so geschieht<br />
dies doch auf Kosten der<br />
Randschärfe und Planheit. Ziel ist<br />
es, eine plane Probe mit hoher<br />
Randschärfe zu präparieren.<br />
2. Materialien und ihre<br />
Bearbeitung<br />
In Tabelle 1 sind häufig in der Aufbau-<br />
und Verbindungstechnik (AVT)<br />
in der Elektronik eingesetzte Materialien<br />
aufgelistet.<br />
Am häufigsten werden für elektronische<br />
Baugruppen Materialkombinationen<br />
aus Al 2<br />
O 3<br />
-Keramik,<br />
glasfrittgefüllten Duromeren, Zinn-<br />
Blei-Lot, Leiterplatten (glasfaserverstärktes<br />
Epoxidharz) und Kupfer<br />
verwendet.<br />
Jedes Material zeichnet sich durch<br />
andere Materialeigenschaften aus.<br />
Die Keramik ist sehr hart und spröde,<br />
Zinn-Blei-Lot und Kupfer sind<br />
sehr weich. Das weiche Lotgefüge<br />
Material Häufige Anwendungen Universalin<br />
der AVT<br />
härte [HU]<br />
Al 2<br />
O 3<br />
Keramik Trägermaterial (Hybridtechnik)<br />
Bauelementekörper 17000<br />
Silizium Halbleiter, Transistoren, IC´s 9300<br />
NiP Sperrschicht, Metallisierung 4000<br />
Kovar (FeNiCo) Leadframes, Leiterplattenkern 1900<br />
Invar (FeNi42) Leadframes, 1800<br />
Anschlußdrähte, Gehäusedeckel<br />
Aluminium Gehäuse, Wärmesenken, Kondensatorfolien 1300<br />
Kupfer-Silber-Lot Lotwerkstoff (Hartlot) 1100<br />
Gold<br />
Veredelungsschichten<br />
(Steck-, Löt-, Bondkontakt) 500<br />
Zinn-Silber-Lot Lotwerkstoff (Weichlot) 300<br />
Kupfer Metallisierung auf Leiterplatten, 300<br />
Leadframes<br />
Epoxidharz- Leiterplattenbasismaterial 280<br />
Glasfasergewebe<br />
Zinn-Blei-Lot Lotwerkstoff (Weichlot) 230
wäscht sich bei der Politur leicht<br />
aus. Die Epoxidharzmatrix der<br />
Leiterplatte hat eine ähnliche Härte<br />
wie das Kupfer, beim Schleifen<br />
brechen allerdings die härteren<br />
Glasfasern sehr leicht aus.<br />
Im nächsten Abschnitt werden zwei<br />
Präparationsmethoden zur Gefügeentwicklung<br />
vorgestellt.<br />
Anschließend wird die Anwendung<br />
dieser Verfahren auf unterschiedliche<br />
Materialkombinationen erläutert.<br />
3. Präparation und<br />
Gefügeentwicklung<br />
Die metallographische Präparation<br />
unterteilt sich in folgende Arbeitsschritte:<br />
I Optische Inspektion<br />
II Probennahme und Einbetten<br />
III Schleifen und Polieren<br />
IV Lichtmikroskopische Gefügeauswertung<br />
Präparationsmethode 1 Schleifen Polieren<br />
I Optische Inspektion<br />
Zunächst ist eine makroskopische<br />
Untersuchung des Aufbaus des<br />
Verbundwerkstoffes erforderlich.<br />
Hier werden kritische Stellen gesichtet<br />
und offensichtliche oder<br />
mögliche Fehlerorte markiert, z.B.<br />
schlechte Lötverbindungen, Risse in<br />
Bauelementen oder Defekte am<br />
Leiterplattenmaterial, die dann mit<br />
anderen Methoden weiter untersucht<br />
werden. Die Ursachen verdeckter<br />
Fehler, z.B. elektrische Unterbrechungen<br />
oder Kurzschlüsse,<br />
können teilweise zerstörungsfrei<br />
mittels Ultraschallmikroskopie oder<br />
Röntgendurchstrahlung analysiert<br />
werden. Die Lage der Schliffebene<br />
wird auf die Orientierung der darzustellenden<br />
Details abgestimmt<br />
und z.B. im Bestückplan markiert.<br />
Ist der Fehlerort gefunden, wird die<br />
Schliffebene festgelegt.<br />
Stufe 1-4 5 6 7 8<br />
Unterlage Schleifpapier Plan-O-Grip DP-Dur DP- Dur OP-Chem<br />
Abrasiv SiC Diamant Diamant Diamant OP-S<br />
Korngröße # 180-1200 6 µm 6 µm 1 µm 0,25 µm<br />
Schmiermittel Wasser „Lubrikant blau“ „Lubrikant rot“ „Lubrikant rot“<br />
Rotation [U/min] 300 250 250 150 150<br />
Zeit [min] bis plan 10-20 5-10 2 0,5<br />
Präparationsmethode 2 Schleifen Polieren<br />
Stufe 1 2 3 4 5<br />
Unterlage Schleifpapier MD-Largo DP-Dur DP- Dur OP-Chem<br />
Abrasiv SiC Diamant Diamant Diamant OP-S<br />
Korngröße # 180 9 µm 6 µm 1 µm 0,25 µm<br />
Schmiermittel Wasser „Lubrikant blau“ „Lubrikant rot“ „Lubrikant rot“<br />
II Probennahme und Einbetten<br />
Dieser Punkt wurde schon im ersten<br />
Teil (Structure 32) ausführlich<br />
behandelt. Wichtig zu erwähnen ist<br />
auf jeden Fall, daß die Probe beim<br />
Trennen in keinster Weise geschädigt<br />
und beim Einbetten keine Wärme<br />
in die Proben eingebracht werden<br />
darf, da schon geringe thermische<br />
Einwirkungen zu Gefügeveränderungen<br />
führen können. Zum<br />
Trennen eignet sich eine einfache<br />
Laubsäge bei Leiterplattenbaugruppen<br />
und eine Diamanttrennsäge<br />
bei Keramikverbunden.<br />
Bei gealterten Proben empfiehlt es<br />
sich, die Proben vorm Trennen einzubetten.<br />
Eingebettet werden sollte<br />
grundsätzlich unter Vakuum, um<br />
Hohlräume unterhalb der Bauelemente<br />
zu vermeiden.<br />
Epoxidharz eignet sich aufgrund<br />
seiner niedrigen Aushärtetemperatur<br />
und seiner geringen<br />
Viskosität besonders zum Einbetten<br />
von elektronischen Werkstoffverbunden.<br />
Ein weiterer Vorteil<br />
liegt in der Durchsichtigkeit des<br />
Einbettmateri<strong>als</strong>, da sich so eine<br />
gute Zielpräparation durchführen<br />
läßt. Ein Problem des Einbett-mittels<br />
ist seine geringe Härte (ca.<br />
280 HU) gegenüber der Keramik<br />
(17000 HU), die bei zu langen<br />
Polierzeiten unweigerlich zu starker<br />
Kantenabrundung der keramischen<br />
Probenteile führt.<br />
III Schleifen und Polieren<br />
Zwei Präparationsmethoden eignen<br />
sich besonders zum Präparieren von<br />
Verbundwerkstoffen. Diese sind in<br />
Tabelle 2 aufgeführt. Bei der<br />
Präparationsmethode 1 wird die<br />
Probe mit SiC-Papier in mehreren<br />
Stufen bis 1200er Körnung feingeschliffen<br />
und anschließend auf<br />
Seidentüchern mit Diamantsuspension<br />
poliert.<br />
Bei der Präparationsmethode 2<br />
wird die Probe auf 180er SiC-<br />
Schleifpapier plangeschliffen, auf<br />
der MD-Largo Scheibe von <strong>Struers</strong><br />
mit Diamantsuspension feingeschliffen<br />
und anschließend mit<br />
Seidentüchern und Diamantsuspension<br />
poliert. Bei beiden Methoden<br />
findet eine Feinpolitur mit<br />
OP-S Suspension statt. Die Anwendbarkeit<br />
der Methoden hängt<br />
von der Materialkombination ab.<br />
Verwendung finden polykristalline<br />
Diamantsuspensionen.<br />
Die Abtragsrate ist von folgenden<br />
Faktoren abhängig:<br />
Mischungsverhältnis von<br />
Diamantkörnern und Lösungsmittel<br />
Die Abnutzung des Schleifpapiers<br />
und des Poliertuches<br />
Die Sauberkeit der Tücher<br />
Die Art des verwendeten Schmiermittels<br />
wirkt sich ebenso auf die<br />
Qualität der Präparation aus.<br />
Schmiermittel auf Alkoholbasis bewirken<br />
eine höhere Abtragsrate<br />
aber auch eine höhere Verformungstiefe.<br />
Bei ölhaltigen Schmiermitteln<br />
Rotation [U/min] 300 300 250 150 150<br />
Zeit [min] bis plan ca.5 ca.1 ca.0,5 0,5<br />
Tabelle 2:<br />
Präparationsmethode 1 und 2<br />
13
sind Abtragsrate und Verformungstiefe<br />
geringer.<br />
Deswegen empfiehlt es sich, beim<br />
Grobpolieren ein alkoholhaltiges<br />
Schmiermittel und in den feinen<br />
Polierstufen ein ölhaltiges Schmiermittel<br />
zu verwenden.<br />
Auch die Menge des eingesetzten<br />
Polier- und Schmiermittels ist entscheidend<br />
für die Schliffqualität. Die<br />
Poliertücher sollten sehr sauber und<br />
nicht durch zuviel Polier- und<br />
Schmiermittel zu feucht gehalten<br />
werden.<br />
IV Lichtmikroskopische<br />
Gefügeauswertung<br />
Sind die Schritte I-III erfolgreich<br />
abgeschlossen, so wird das Gefüge<br />
im Licht- bzw. Rasterelektronenmikroskop<br />
betrachtet. Folgende<br />
Details werden bewertet:<br />
Stoffschlüssiger Verbund an<br />
Grenzflächen<br />
Metallurgische Reaktionen an<br />
Grenzflächen oder im Volumen<br />
(Wachstum intermetallischer<br />
Phasen)<br />
Größe und Verteilung von Fehlstellen<br />
wie Poren und Fremdeinschlüsse<br />
Form und Abmessungen der<br />
Elemnte im Verbund<br />
(Schichtdicken, Lotmeniskus etc.)<br />
Zu erwähnen sind hier die lichtmikroskopischen<br />
Darstellungsarten<br />
im Hell- und Dunkelfeld, im<br />
Differentialinterferenz- und<br />
Polarisationskontrast, auch <strong>als</strong><br />
„optische Kontrastierung“ bezeichnet.<br />
Im Rasterelektronenmikroskop<br />
finden Sekundär- und Rückstreuelektronenabbildung<br />
und<br />
Topographiekontrastdarstellung<br />
Anwendung. Diese einzelnen<br />
Methoden wurden ausführlich im<br />
Teil 1 (Structure 32) behandelt.<br />
4. Anwendungen<br />
4.1 Keramikverbunde<br />
Anhand der Keramikverbunde werden<br />
die Ergebnisse der beiden<br />
Präparationsmethoden 1 und 2 (siehe<br />
Tabelle 2) miteinander verglichen.<br />
Als Probe dient ein Aufbau ei<br />
Präparationsmethode 1<br />
2a: Plan geschliffen nacheinander mit 180er,<br />
500er, 800er, 1200er SiC-Papier Das Bild zeigt<br />
die Oberfläche nach der Stufe 1200er SiC-Papier<br />
2b: ca. 5 min. Polierzeit auf Plan-O-Grip<br />
mit 6µm Diamantsuspension<br />
2c: nach ca. 5 min. Polierzeit auf DP-Dur<br />
Tuch mit 6µm Diamantsuspension<br />
Präparationsmethode 2<br />
Bild 1:<br />
Querschliff durch ein<br />
Leistungsmodul<br />
3a: Plan geschliffen mit 180er SiC-Papier<br />
3b: ca. 5 min. Feinschleifzeit auf MD-Largo<br />
mit 9µm Diamantsuspension<br />
3c: nach ca. 1 min. Polierzeit auf DP-Dur<br />
Tuch mit 6µm Diamantsuspension<br />
14<br />
Bilder 2a-2d, 3a-3d: Vergleich der<br />
zwei Präparationsmethoden nach einzelnen<br />
Schleif-bzw. Polierschritten an einem<br />
Leistungsbauelement<br />
2d: ca. 5 min. Polierzeit auf DP-Dur Tuch<br />
mit 1µm Diamantsuspension<br />
3d: ca. 0,5 min. Polierzeit auf DP-Dur<br />
Tuch mit 1µm Diamantsuspension
nes Leistungsmoduls. Dieses Modul<br />
besteht aus einem DCB-Substrat<br />
(Direct Copper Bonding: Kupfer/<br />
Al 2<br />
O 3<br />
-Keramik/Kupfer) auf das ein<br />
Siliziumchip mit einem eutektischen<br />
Zinn-Silber-Lot (Schmelzpunkt:<br />
221°C) aufgelötet wurde. Zur<br />
besseren Wärmeableitung und –<br />
spreizung wird dieser Verbund<br />
(DCB + Silizium-Chip) auf einen<br />
massiven Kupferträger aufgelötet.<br />
Diese zweite Lötung geschieht mit<br />
einem konventionellen Zinn-Blei-<br />
Lot (Schmelzpunkt 183°C). Es handelt<br />
sich somit um eine sogenannte<br />
Präparationsmethode 1<br />
Stufenlötung. Die zuerst hergestellte<br />
Lötverbindung hat einen hohen<br />
Schmelzpunkt und schmilzt bei dem<br />
zweiten Lötprozeß nicht mehr auf.<br />
Im folgenden werden die Einzelschritte<br />
der oben genannten<br />
Präparationsmethoden beschrieben<br />
und die Präparationsstufen mittels<br />
lichtmikroskopischer Aufnahmen<br />
dargestellt.<br />
Bei der Präparationsmethode 1<br />
wird die Probe in vier Stufen plan<br />
geschliffen und anschließend auf<br />
Seidentüchern mit polykristallinen<br />
Diamantsuspensionen der Körnun-<br />
Präparationsmethode 2<br />
Lötverbindung (SnAg) zwischen Si-Chip und Kupfermetallisierung des DCB-Substrates<br />
4a: Lotgefüge verschwommen, intermetallische<br />
Phasen nur matt dargestellt<br />
Übergang zwischen Kupfer und Al 2<br />
O 3<br />
- Keramik des DCB-Substrates<br />
5a: intermetallische Phasen und Lotgefüge<br />
in einer Ebene scharf erkennbar<br />
gen 6µm bzw. 1µm poliert. Abschließend<br />
findet eine OP-S Politur auf<br />
einem OP-Chem Tuch statt. Durch<br />
die OP-S Suspension werden die<br />
intermetallischen Phasen im Weichlotgefüge<br />
sichtbar gemacht und<br />
Schmierschichten beseitigt.<br />
Bei der Präparationsmethode 2<br />
wird die Probe nur mit grobem<br />
Schleifpapier plan geschliffen und<br />
dann mit 9 µm polykristalliner<br />
Diamantsuspension auf der neuen<br />
Scheibe MD-Largo der Firma<br />
<strong>Struers</strong> feingeschliffen. Das Polieren<br />
erfolgt wie in Präparationsmethode<br />
1, allerdings mit wesentlich<br />
kürzeren Polierzeiten. Die Bilder<br />
2a-d zeigen die Probe nach den<br />
einzelnen Schleif- bzw. Polierschritten<br />
nach Poliermethode 1, die Bilder<br />
3a-d nach der Poliermethode 2.<br />
Ausgehend vom endpolierten Zustand<br />
der Probe (siehe Bilder 2d<br />
und 3d) werden die Materialien und<br />
Lotgefüge detailliert untersucht.<br />
Die Detailaufnahmen (siehe Bilder<br />
4a-c und 5a-c) zeigen die Über<br />
gänge:<br />
• (a) Lötverbindung (SnAg)<br />
zwi schen Si-Chip und Kupfer<br />
metallisierung des DCB-Substra<br />
tes<br />
• (b) Übergang zwischen Kupfer<br />
und Al 2<br />
O 3<br />
- Keramik des DCB-<br />
Substrates<br />
• (c) Lötverbindung (SnPb) zwi<br />
schen Kupfer des DCB-Substrates<br />
und Kupfer-Trägerplatte<br />
Die Detailaufnahmen der Schliffbilder<br />
haben eine 500 fache Vergrößerung.<br />
4b: Keramik und Kupfer nicht auf einer<br />
Ebene darstellbar<br />
5b: Klarer Übergang Keramik – Kupfermetallisierung<br />
des DCB- Substrates<br />
Lötverbindung (SnPb) zwischen Kupfer des DCB-Substrates und Kupfer-Trägerplatte<br />
Im Vergleich der beiden Poliermethoden<br />
ist deutlich zu erkennen,<br />
daß mit der Poliermethode 2 eine<br />
planere Schliffoberfläche erzeugt<br />
wird. Bei gleicher Vergrößerung lassen<br />
sich ebenso gut die Übergänge<br />
Kupfer/Zinn-Silber-Lot/Silizium sowie<br />
Kupfer/Zinn-Blei-Lot darstellen.<br />
Nach der Präparation mit<br />
Methode 1 ist dies nicht möglich.<br />
Hier ist eine deutliche Stufenbildung<br />
und Kantenabrundung an<br />
der Keramik zu erkennen.<br />
4c: Undeutliche Phasengrenzfläche und<br />
unscharfes Lotgefüge<br />
5c: Scharfe Darstellung des SnPb - Gefüges<br />
und deutliche Darstellung der Phasenteilchen<br />
Bilder 4a-4c, 5a-5c:<br />
Detailaufnahmen der Schliffbilder<br />
15
Bild 6:<br />
Darstellung des<br />
Härteprofils im<br />
Querschliff<br />
Weg in mm<br />
Präparationsmethode 1 Präparationsmethode 2<br />
Bilder 7,8:<br />
Höhenprofile der<br />
verschieden<br />
präparierten<br />
Leistungsmodule<br />
Höhe in mm<br />
Höhe in mm<br />
Universalharte<br />
Weg in mm<br />
Weg in mm<br />
7: Höhenprofil nach Präparationsmethode 1: max. Höhendifferenz: 30 µm 8: Höhenprofil nach Präparationsmethode 2: max. Höhendifferenz: 10 µm<br />
Durch die Verwendung der Feinschleifscheibe<br />
MD-Largo konnte die<br />
Probenpräparation an Keramiken<br />
wesentlich effektiver und mit besseren<br />
Ergebnissen durchgeführt werden.<br />
Um die besonderen Anforderungen<br />
an die Präparationsmethodik durch<br />
die gravierenden Härteunterschiede<br />
zwischen den verschiedenen Schichten<br />
zu verdeutlichen, werden die<br />
Universalhärten der im Querschliff<br />
16<br />
nebeneinander liegenden Materialien<br />
in Bild 6 gezeigt. Das Bild zeigt,<br />
daß bei der Querschlifferstellung<br />
besondere Schwierigkeiten bei der<br />
Darstellung der Übergänge von<br />
Kupfer zu Keramik und von Silizium<br />
zum Sn-Ag-Lot zu erwarten<br />
sind.<br />
Im gemessenen Höhenprofil an der<br />
Probe nach Präp.-Methode 1<br />
(Bild 7) sieht man einen ähnlichen<br />
Kurvenverlauf wie bei dem aufgezeichneten<br />
Härteprofil in Bild 6.<br />
Die maximale Höhendifferenz liegt<br />
bei 30 µm. Bild 8 zeigt den deutlichen<br />
Vorteil aus der Anwendung der<br />
Methode 2. Hier liegt die maximale<br />
Höhendifferenz bei nur 10 µm.<br />
Bei der Präparationsmethode 1 werden<br />
vier Schleifstufen auf SiC-Papier<br />
durchgeführt. Das Anschleifen<br />
der Keramik führt zu einer starken<br />
Abnutzung der Papiere. Je mehr<br />
Probenabtrag erforderlich ist, desto
9a: Elektrisch gezykeltes Peltierelement nach Präparationsmethode 1<br />
präpariert, Darstellung im Polarisationskontrast<br />
9b: Ausschnitt aus a) aufgeschmolzener Bereich der mittleren Säule,<br />
Darstellung im Polarisationskontrast<br />
Die Scheibe MD-Largo ist eine<br />
Feinschleifscheibe, die von der Fa.<br />
<strong>Struers</strong> für die Präparation von<br />
Verbundwerkstoffen mit weicher<br />
Matrix entwickelt wurde. Auf einer<br />
Stahlblechfolie sind sechseckige<br />
Plättchen aus Verbundmaterial verteilt.<br />
Nach Hinzufügen von 9µm-<br />
Diamantsuspension ist die Abtragsrate<br />
so hoch, daß nach kurzer<br />
Polierzeit die Schleifriefen vom<br />
180er SiC- Papier entfernt sind.<br />
Anschließend genügt eine verkürzte<br />
Politur mit 6µm und 1µm Diamantsuspension<br />
auf Seidentüchern, um<br />
eine optimale Schliffqualität zu erzielen.<br />
10a: Übersicht des gelöteten Bauteiles<br />
Bilder 10a-10d: Querschliff durch einen J-Lead-<br />
Anschluß eines Speichers mit Keramikgehäuse<br />
nach Präparationsmethode 2<br />
schwieriger gestaltet sich die Erstellung<br />
einer planen Schliffoberfläche<br />
beim Schleifen. Der<br />
gleichmäßige Abtrag auf der Probe<br />
ist aufgrund der extremen Härteunterschiede<br />
schwierig. So geschieht<br />
es leicht, daß sich ein ungeübter<br />
Metallograph beim Anschleifen<br />
von diesen Werkstoffverbunden<br />
im „Pyramidenschleifen“ übt. Aber<br />
auch mit genügender Handfertigkeit<br />
gelingt es nicht, eine so plane<br />
Schliffoberfläche wie mit<br />
Präparationsmethode 2 zu erzielen.<br />
Bereits nach der feinsten Schleifstufe<br />
mit 1200er SiC- Papier ist eine<br />
leichte Reliefbildung erkennbar.<br />
Die Polierzeiten mit 6µm und 1µm-<br />
Diamantsuspension verlängern sich<br />
je nach Reliefstärke. Je länger die<br />
Polierzeiten gehalten werden, desto<br />
stärker werden die Kanten abgerundet<br />
und es kommt zu Auswaschungen<br />
im Weichlot, da die wei-<br />
10b: Lötverbindung zwischen dem Bauteilkörper<br />
und dem Gehäusedeckel<br />
(hermetischer Verschluß - Ausschnitt A)<br />
10c: Hartlötverbindung zwischen dem<br />
Bauteilkörper und dem Bauteilanschluß<br />
(Ausschnitt B)<br />
10d: Weichlötverbindung zwischen dem<br />
Bauteilanschluß und der Trägerleiterplatte<br />
(Ausschnitt C)<br />
chen Materialien schneller abgetragen<br />
werden <strong>als</strong> die harten.<br />
Zwei weitere Beispiele für Keramikverbundpräparationen<br />
sind in den<br />
Bildern 9a und 9b dargestellt.<br />
Hierbei handelt es sich um ein elektrisch<br />
gezykeltes Peltierelement,<br />
bei dem durch die thermische Belastung<br />
eine Säule aufgeschmolzen<br />
ist. Das Peltierelememt besteht aus<br />
zwei Al 2<br />
O 3<br />
-Keramikplatten mit<br />
Kupferbeschichtung (DCB-Substrat),<br />
aus P- und N-dotierten Wismut-Tellurid-Säulen,<br />
welche mit<br />
Wismutlot auf das DCB-Kupfer gelötet<br />
wurden.<br />
Ein weiteres Beispiel ist in den Bildern<br />
10a-d zu sehen. Es handelt<br />
sich um die metallographische Präparation<br />
eines Speicherbauelementes<br />
mit Keramikkörper.<br />
Bild 10a zeigt die Lötverbindung eines<br />
sogenannten J – Leads (J-förmiger<br />
Bauteilanschluß) mit einer<br />
FR4 – Leiterplatte.<br />
4.2 Polymerverbunde<br />
(Leiterplatten)<br />
Die Probenpräparation von Leiterplattenmaterialien<br />
dient der Auffindung<br />
von Fehlern im Basismaterial<br />
eines Elektronikverbundes. Bei einer<br />
Leiterplatte handelt es sich um<br />
einen Verbundwerkstoff, der aus einem<br />
Epoxidharz-Glasfasergewebe<br />
besteht. Die Glasfasern sind im Gegensatz<br />
zu Epoxidharz-Matrix sehr<br />
spröde. Beim Schleifen brechen diese<br />
Fasern aus. Ziel der Probenpräparation<br />
ist es, während des<br />
Schleifens möglichst wenig Glasfasern<br />
auszubrechen und die Ausbrüche<br />
mit den Polierschritten zu entfernen.<br />
Verwenden kann man hierzu<br />
beide Präparationsmethoden.<br />
17
11: Fehler im Aufbau<br />
eines Multilayers<br />
Bilder 11, 12:<br />
Beispiele der<br />
metallographischen<br />
Präparation von<br />
Mehrlagenleiterplatten<br />
12: Leiterplatte mit Kupferlackdraht<br />
Bei der Präparationsmethode 2 ist<br />
es sinnvoll, die Probe auf SiC- Papier<br />
mit 500er Körnung zu Schleifen.<br />
Nach dem Feinschleifen auf der<br />
Largoscheibe sollten alle Glasfaserausbrüche<br />
beseitigt sein. Anschließend<br />
genügen eine kurze Politur<br />
mit 6 µm und 1 µm Diamantsuspension.<br />
Werden die Ausbrüche<br />
nicht ausreichend beseitigt, so lassen<br />
sich Leiterplattenfehler, wie<br />
13: Glasdiode auf mehrlagiger Leiterplatte<br />
aufgelötet, mit Riß im Glaskörper<br />
Delaminationen, Harzrückzüge etc.<br />
nicht eindeutig nachweisen.<br />
Die Kupferschichten auf den Leiterplatten<br />
bestehen aus Basiskupfer<br />
(Kupferkaschierung des Basismateri<strong>als</strong>)<br />
und Aufbaukupfer (ggf. mehrere<br />
Lagen). Die Kupferhülse in<br />
Durchkontaktierungen besteht aus<br />
der Bekeimungsschicht und dem<br />
Aufbaukupfer. Um den Kupferlagenaufbau<br />
untersuchen zu können,<br />
muß das Kupfer angeätzt werden.<br />
Hierfür eignet sich eine<br />
Ätzlösung aus destilliertem Wasser,<br />
25%-igen Ammoniak und einem<br />
Tropfen Wasserstoffperoxid im Verhältnis<br />
6:6:0,1. Die Proben sollten<br />
direkt nach der OP-S- Politur geätzt<br />
werden. Wichtig ist hierbei, daß das<br />
Ätzmittel frisch angesetzt wird. In<br />
den Bildern 11 und 12 sind geätzte<br />
Querschliffe von Leiterplatten dargestellt.<br />
Im Bild 11 erkennt man einen fehlerhaften<br />
Innenaufbau einer Mehrlagenleiterplatte.<br />
Dabei sind verschiedene<br />
Sachverhalte sichtbar:<br />
Knospenbildung in der Kupfer<br />
metallisierung (1)<br />
14: Siliziumchip mit Aluminiumdrahtbond<br />
Zwei-Punkt-Anbindung eines<br />
Restrings einer Innenlage an die<br />
Hülsenmetallisierung (2)<br />
Harzrückzug an der<br />
Kupferhülse (3)<br />
Bild 12 zeigt eine alternative<br />
Innenlagenverdrahtung. Anstelle<br />
von mehreren strukturierten laminierten<br />
Innenlagen werden Kupferlackdrähte<br />
verwendet.<br />
Bilder 15a-b, 16a-b, 17a-b: Makroaufnahmen elektronischer Bauelemente mit Schliffbildern<br />
15a: Makrobild eines Kondensators<br />
16a: Makrobild eines Widerstandes<br />
17a: Makrobild eines Melfwiderstandes<br />
15b: SnPb- Lotgefüge eines Kondensators,<br />
dargestellt im Polarisationskontrast<br />
18<br />
16b: SnPb- Lotgefüge eines Widerstandes<br />
Gefüge dargestellt im Polarisations-kontrast<br />
17b: Melfwiderstand lasergelötet mit<br />
Hochtemperaturweichlot, Gefüge<br />
dargestellt im Polarisationskontrast
18c: Querschliff durch Au-Drahtbond,<br />
lichtmikroskopische Aufnahme<br />
18a: Übersicht<br />
Transistor<br />
18: Röntgendurchstrahlung<br />
des Transistors<br />
Bilder 18a-d:<br />
Zielpräparation an einem Transistor<br />
4.3 Silizium und Glasdioden<br />
Silizium und Glas sind spröde Materialien.<br />
Um „echte“ (d. h. in der<br />
angelieferten Probe vorhandene)<br />
Risse von Präparationsartefakten<br />
unterscheiden zu können, ist eine<br />
sehr vorsichtige Präparation notwendig.<br />
Diese Materialien sollten<br />
nur mit feinem Schleifpapier geschliffen<br />
werden. Anschließend wird<br />
solange poliert bis eventuelle Ausbrüche<br />
an den Kanten oder Risse<br />
entfernt sind. Die Präparation geschieht<br />
mit den Poliermitteln der<br />
Methode 1.<br />
Bild 13 zeigt eine artefaktfrei präparierte<br />
SMD Glasdiode und Bild<br />
14 einen gut auspolierten Hableiterkristall<br />
aus Silizium mit<br />
Aluminiumdrahtbond.<br />
4.4 Kondensatoren und<br />
Widerstände<br />
Kondensatoren bestehen in der Regel<br />
aus einer Bariumtitanat-Keramik.<br />
Während des Lötprozesses oder<br />
durch mechanische Einwirkungen<br />
können Risse entstehen. Deswegen<br />
muß der Metallograph diese Kondensatoren<br />
vorsichtig präparieren.<br />
Die Kondensatoren selbst sollten<br />
nicht mit gröberen Schleifpapier <strong>als</strong><br />
mit 800er Körnung geschliffen werden.<br />
Der weitere Polierprozeß ist<br />
mit beiden Methoden durchführbar.<br />
Widerstände bestehen im allgemeinen<br />
aus einer Al 2<br />
O 3<br />
-Keramik. Die<br />
Probenpräparation geschieht nach<br />
Methode 2.<br />
4.5 Au- Drahtbondverbindungen,<br />
Zielpräparation an einem<br />
Transistor<br />
Die metallographische Präparation<br />
von Golddrahtbondverbindungen<br />
wird anhand einer Zielpräparation<br />
an einem achtpoligen Transistor erläutert.<br />
Ein solcher Transistor (18a)<br />
zeigte einen elektrischen Defekt.<br />
Mit Hilfe der Querschliffpräparation<br />
sollte die Ausfallursache geklärt<br />
werden.<br />
Der Anschluss zwischen der<br />
Kontaktfläche auf dem Silizium und<br />
dem Leiterrahmen („Leadframe“)<br />
wird mittels Au-Drahtbondverbindungen<br />
hergestellt. Die<br />
Drahtbonds sind nur 25µm stark<br />
und ihre Lage ist nicht eindeutig.<br />
Der Transistor wird im Spritzgußverfahren<br />
massiv mit einem<br />
glassfrittgefüllten Duromer umspritzt<br />
(sog. „Molding“). Fehler im<br />
Drahtbondbereich lassen sich zunächst<br />
nur durch elektrische Messungen<br />
nachweisen und lokalisieren.<br />
Ist der Fehler gefunden, so ist<br />
die Position des Bonddrahts bzw.<br />
der Anschlüsse noch nicht geklärt.<br />
Hierfür ist eine Röntgendurchstrahlung<br />
sehr hilfreich (Bild 18b).<br />
Sind Fehlerort und Lage des<br />
Bondes gefunden, kann die in<br />
Epoxidharz eingebettete Probe präpariert<br />
werden. Da der Bonddraht<br />
sehr dünn ist, muß man sich vorsichtig<br />
mit 1200er SiC-Papier an<br />
den Bond heranschleifen. Anschließend<br />
wird mit 6 µm und 1 µm Diamantsuspension<br />
weiterpoliert. Der<br />
Druck beim Polieren darf nicht zu<br />
hoch sein, damit das Gold nicht ver-<br />
Bilder 19a,b:<br />
Darstellung zweier präparierter SnPb-Lote<br />
19a: sauber auspoliertes Blei und Zinn-<br />
Blei-Lot eines Flip-Chips<br />
18d: Querschliff durch Au-<br />
Drahtbond, Aufnahme mit<br />
Rasterelektronen-mikroskop<br />
schmiert. Nach der 1 µm-Politur<br />
empfiehlt sich eine Feinpolitur auf<br />
OP-Chem Tuch mit OP-A Supension.<br />
Im Lichtmikroskop sind Risse im<br />
Golddraht auch bei 800facher Vergrößerung<br />
nur zu erahnen. Da sich<br />
chemisches Ätzen nur schwierig<br />
durchführen läßt, weil der<br />
Drahtbond auf einen Kupferträger<br />
gebondet wurde, eignet sich eine<br />
Betrachtung im Rasterelektronenmikroskop.<br />
Hier ist deutlich ein Riß<br />
im Fußbereich des Bondes erkennbar<br />
(18d).<br />
Bilder 19-24:<br />
Darstellung verschiedener Artefakte<br />
20: Leiterplatte geschliffen mit 500er SiC-<br />
Papier, der Probenabtrag ist<br />
ungleichmäßig. Durch die Keramik<br />
nutzt sich das SiC- Papier schnell ab.<br />
Die Schliffoberfläche wird uneben,dies<br />
führt zu Problemen beim Polieren<br />
19b: schlecht auspoliertes Blei und<br />
Zinn-Blei-Lot, schwarze Flecken sind<br />
eingedrückte Polierkörner<br />
21: Schlecht auspolierte<br />
Leiterplatte mit<br />
Glasfaserausbrüchen<br />
19
5. Präparations-Artefakte<br />
Im folgenden werden einige Bilder<br />
von Artefakten gezeigt, die bei der<br />
Probenpräparation entstehen können.<br />
Artefakte treten durch ungleichmäßigen<br />
Abtrag beim Schleifen<br />
einer Probe auf, durch zu hohen<br />
Druck beim Polieren, durch die f<strong>als</strong>che<br />
Dosierung von Polier- und<br />
Schmiermitteln. In bereits fertig<br />
präparierten Lötverbindungen entstehen<br />
Scheinrisse entlang der<br />
Korngrenzen im Weichlot, wenn eine<br />
Probe lange Zeit liegt, insbesondere<br />
dann, wenn die Lötverbindung<br />
z. B. durch Temperaturzyklen beansprucht<br />
wurde. Deswegen ist es notwendig,<br />
fertig polierte Proben sofort<br />
zu dokumentieren.<br />
6. Literaturverzeichnis<br />
1. „Erfahrungen mit einer neuen<br />
Präparationsmethode bei Werkstoffverbunden.“<br />
Vortrag auf der 10. Internationalen<br />
Metallographietagung in Leoben<br />
und wird veröffentlicht im Sonderband<br />
30 der Praktischen Metallographie.,<br />
K. Reiter, T. Ahrens, FHG<br />
ISiT, Itzehoe<br />
22a: gute Präparation, Nachweis Riß in Diode 22b: Riß und Ausbruch in Glasdiode, enstanden<br />
durch Schleifen mit groben Schleifpapier<br />
23: einpräpariertes Diamantkorn aus<br />
Diamantpolitur und Kupferspan,<br />
Bruchstück vom Schleifen<br />
2. „Ein neues Konzept für<br />
metallographische Probenpräparation“,<br />
James A. Nelson,<br />
Buehler Ltd. Lake Bluff, Il, USA,<br />
Praktische Metallographie<br />
3. „MD-Piano und MD-Largo, neue<br />
Präparationsscheiben für das MD-<br />
System,“ H-H.Cloeren, <strong>Struers</strong><br />
24: Scheinrisse entlang der Korngrenze nach<br />
langem Liegenlassen der polierten Probe, Darstellung<br />
im Differential-Interferenz-Kontrast<br />
GmbH, Willich, Michael Rückert,<br />
<strong>Struers</strong> A/S, Kopenhagen, Structure 32<br />
4. „Gefüge- und Werkstoffanalyse<br />
für die Aufbau- und Verbindungstechnik<br />
in der Elektronik“ F. W. Wulff,<br />
American Fine Wire Ltd, Singapore,<br />
T. Ahrens, Fraunhofer ISIT, Itzehoe,<br />
Structure32<br />
Artikelwettbewerb zur materialographischen<br />
Präparation von Keramik<br />
Die Schriftleitung von Structure hat die gewinnenden Beiträge von dem Wettbewerb, der in Structure 31<br />
ausgeschrieben war, ausgewählt. Schriftliche Beiträge, die von der Schriftleitung geeignet gefunden<br />
wurden, sind in Structure 32, 33 und 34 veröffentlicht worden, oder werden in Structure 35 veröffentlicht.<br />
Wir danken allen Teilnehmer für ihre interessanten Beiträge.<br />
Der 1. Preis wurde vergeben an:<br />
Ulrike Täffner und<br />
Veronika Carle<br />
Max Planck Institut für Metallforschung,<br />
Stuttgart, Deutschland<br />
für ihre Artikel:<br />
Keramographie - ein spannendes<br />
materialographisches Thema<br />
mit den Untertiteln:<br />
-Einblick in die keramographische<br />
Präparation<br />
-Gefügeinterpretation an keramischen<br />
Bauteilen<br />
20<br />
Der 2. Preis geht an<br />
Richard E. Chinn<br />
2535 Del Rio CtSE, Albany,<br />
Oregon, USA<br />
für seinen Artikel:<br />
Präparation der Mikrogefüge von<br />
Aluminiumoxidkeramiken<br />
und der 3. Preis geht an<br />
F. Jorge Lino<br />
DEMEGI/SMPT, Faculdade de<br />
Engenharia da Universidade do<br />
Porto, Porto, Portugal<br />
für den Artikel:<br />
Ausbrüche beim Schleifen von<br />
Keramikprodukten mit einer amorphen<br />
Phase<br />
Herzliche Glückwünsche<br />
an die Preisträger!