Download als PDF (384 Kb) - Struers
Download als PDF (384 Kb) - Struers
Download als PDF (384 Kb) - Struers

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
wäscht sich bei der Politur leicht<br />
aus. Die Epoxidharzmatrix der<br />
Leiterplatte hat eine ähnliche Härte<br />
wie das Kupfer, beim Schleifen<br />
brechen allerdings die härteren<br />
Glasfasern sehr leicht aus.<br />
Im nächsten Abschnitt werden zwei<br />
Präparationsmethoden zur Gefügeentwicklung<br />
vorgestellt.<br />
Anschließend wird die Anwendung<br />
dieser Verfahren auf unterschiedliche<br />
Materialkombinationen erläutert.<br />
3. Präparation und<br />
Gefügeentwicklung<br />
Die metallographische Präparation<br />
unterteilt sich in folgende Arbeitsschritte:<br />
I Optische Inspektion<br />
II Probennahme und Einbetten<br />
III Schleifen und Polieren<br />
IV Lichtmikroskopische Gefügeauswertung<br />
Präparationsmethode 1 Schleifen Polieren<br />
I Optische Inspektion<br />
Zunächst ist eine makroskopische<br />
Untersuchung des Aufbaus des<br />
Verbundwerkstoffes erforderlich.<br />
Hier werden kritische Stellen gesichtet<br />
und offensichtliche oder<br />
mögliche Fehlerorte markiert, z.B.<br />
schlechte Lötverbindungen, Risse in<br />
Bauelementen oder Defekte am<br />
Leiterplattenmaterial, die dann mit<br />
anderen Methoden weiter untersucht<br />
werden. Die Ursachen verdeckter<br />
Fehler, z.B. elektrische Unterbrechungen<br />
oder Kurzschlüsse,<br />
können teilweise zerstörungsfrei<br />
mittels Ultraschallmikroskopie oder<br />
Röntgendurchstrahlung analysiert<br />
werden. Die Lage der Schliffebene<br />
wird auf die Orientierung der darzustellenden<br />
Details abgestimmt<br />
und z.B. im Bestückplan markiert.<br />
Ist der Fehlerort gefunden, wird die<br />
Schliffebene festgelegt.<br />
Stufe 1-4 5 6 7 8<br />
Unterlage Schleifpapier Plan-O-Grip DP-Dur DP- Dur OP-Chem<br />
Abrasiv SiC Diamant Diamant Diamant OP-S<br />
Korngröße # 180-1200 6 µm 6 µm 1 µm 0,25 µm<br />
Schmiermittel Wasser „Lubrikant blau“ „Lubrikant rot“ „Lubrikant rot“<br />
Rotation [U/min] 300 250 250 150 150<br />
Zeit [min] bis plan 10-20 5-10 2 0,5<br />
Präparationsmethode 2 Schleifen Polieren<br />
Stufe 1 2 3 4 5<br />
Unterlage Schleifpapier MD-Largo DP-Dur DP- Dur OP-Chem<br />
Abrasiv SiC Diamant Diamant Diamant OP-S<br />
Korngröße # 180 9 µm 6 µm 1 µm 0,25 µm<br />
Schmiermittel Wasser „Lubrikant blau“ „Lubrikant rot“ „Lubrikant rot“<br />
II Probennahme und Einbetten<br />
Dieser Punkt wurde schon im ersten<br />
Teil (Structure 32) ausführlich<br />
behandelt. Wichtig zu erwähnen ist<br />
auf jeden Fall, daß die Probe beim<br />
Trennen in keinster Weise geschädigt<br />
und beim Einbetten keine Wärme<br />
in die Proben eingebracht werden<br />
darf, da schon geringe thermische<br />
Einwirkungen zu Gefügeveränderungen<br />
führen können. Zum<br />
Trennen eignet sich eine einfache<br />
Laubsäge bei Leiterplattenbaugruppen<br />
und eine Diamanttrennsäge<br />
bei Keramikverbunden.<br />
Bei gealterten Proben empfiehlt es<br />
sich, die Proben vorm Trennen einzubetten.<br />
Eingebettet werden sollte<br />
grundsätzlich unter Vakuum, um<br />
Hohlräume unterhalb der Bauelemente<br />
zu vermeiden.<br />
Epoxidharz eignet sich aufgrund<br />
seiner niedrigen Aushärtetemperatur<br />
und seiner geringen<br />
Viskosität besonders zum Einbetten<br />
von elektronischen Werkstoffverbunden.<br />
Ein weiterer Vorteil<br />
liegt in der Durchsichtigkeit des<br />
Einbettmateri<strong>als</strong>, da sich so eine<br />
gute Zielpräparation durchführen<br />
läßt. Ein Problem des Einbett-mittels<br />
ist seine geringe Härte (ca.<br />
280 HU) gegenüber der Keramik<br />
(17000 HU), die bei zu langen<br />
Polierzeiten unweigerlich zu starker<br />
Kantenabrundung der keramischen<br />
Probenteile führt.<br />
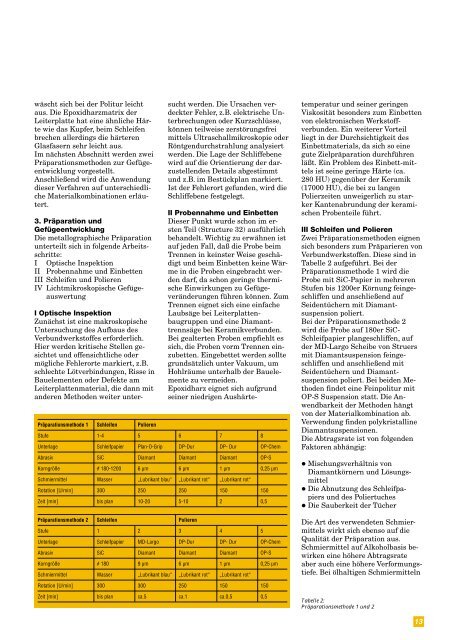
III Schleifen und Polieren<br />
Zwei Präparationsmethoden eignen<br />
sich besonders zum Präparieren von<br />
Verbundwerkstoffen. Diese sind in<br />
Tabelle 2 aufgeführt. Bei der<br />
Präparationsmethode 1 wird die<br />
Probe mit SiC-Papier in mehreren<br />
Stufen bis 1200er Körnung feingeschliffen<br />
und anschließend auf<br />
Seidentüchern mit Diamantsuspension<br />
poliert.<br />
Bei der Präparationsmethode 2<br />
wird die Probe auf 180er SiC-<br />
Schleifpapier plangeschliffen, auf<br />
der MD-Largo Scheibe von <strong>Struers</strong><br />
mit Diamantsuspension feingeschliffen<br />
und anschließend mit<br />
Seidentüchern und Diamantsuspension<br />
poliert. Bei beiden Methoden<br />
findet eine Feinpolitur mit<br />
OP-S Suspension statt. Die Anwendbarkeit<br />
der Methoden hängt<br />
von der Materialkombination ab.<br />
Verwendung finden polykristalline<br />
Diamantsuspensionen.<br />
Die Abtragsrate ist von folgenden<br />
Faktoren abhängig:<br />
Mischungsverhältnis von<br />
Diamantkörnern und Lösungsmittel<br />
Die Abnutzung des Schleifpapiers<br />
und des Poliertuches<br />
Die Sauberkeit der Tücher<br />
Die Art des verwendeten Schmiermittels<br />
wirkt sich ebenso auf die<br />
Qualität der Präparation aus.<br />
Schmiermittel auf Alkoholbasis bewirken<br />
eine höhere Abtragsrate<br />
aber auch eine höhere Verformungstiefe.<br />
Bei ölhaltigen Schmiermitteln<br />
Rotation [U/min] 300 300 250 150 150<br />
Zeit [min] bis plan ca.5 ca.1 ca.0,5 0,5<br />
Tabelle 2:<br />
Präparationsmethode 1 und 2<br />
13