

Hochleistungsdiesel-Kurbelgehäuseentwicklung in Aluminium*)
Hochleistungsdiesel-Kurbelgehäuseentwicklung in Aluminium*)
Hochleistungsdiesel-Kurbelgehäuseentwicklung in Aluminium*)

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
HEFT 3/4 GIESSEREI-RUNDSCHAU 58 (2011)<br />
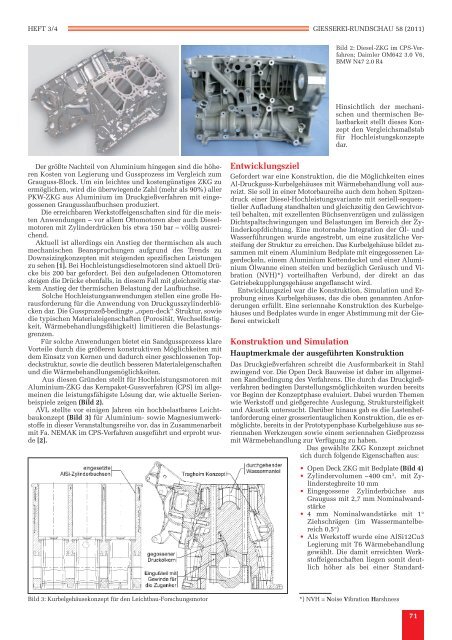
Bild 2: Diesel-ZKG im CPS-Verfahren;<br />
Daimler OM642 3.0 V6,<br />
BMW N47 2.0 R4<br />
H<strong>in</strong>sichtlich der mechanischen<br />
und thermischen Belastbarkeit<br />
stellt dieses Konzept<br />
den Vergleichsmaßstab<br />
für Hochleistungskonzepte<br />
dar.<br />
Der größte Nachteil von Alum<strong>in</strong>ium h<strong>in</strong>gegen s<strong>in</strong>d die höheren<br />
Kosten von Legierung und Gussprozess im Vergleich zum<br />
Grauguss-Block. Um e<strong>in</strong> leichtes und kostengünstiges ZKG zu<br />
ermöglichen, wird die überwiegende Zahl (mehr als 90%) aller<br />
PKW-ZKG aus Alum<strong>in</strong>ium im Druckgießverfahren mit e<strong>in</strong>gegossenen<br />
Graugusslaufbuchsen produziert.<br />
Die erreichbaren Werkstoffeigenschaften s<strong>in</strong>d für die meisten<br />
Anwendungen – vor allem Ottomotoren aber auch Dieselmotoren<br />
mit Zyl<strong>in</strong>derdrücken bis etwa 150 bar – völlig ausreichend.<br />
Aktuell ist allerd<strong>in</strong>gs e<strong>in</strong> Anstieg der thermischen als auch<br />
mechanischen Beanspruchungen aufgrund des Trends zu<br />
Downsiz<strong>in</strong>gkonzepten mit steigenden spezifischen Leistungen<br />
zu sehen [1]. Bei <strong>Hochleistungsdiesel</strong>motoren s<strong>in</strong>d aktuell Drücke<br />
bis 200 bar gefordert. Bei den aufgeladenen Ottomotoren<br />
steigen die Drücke ebenfalls, <strong>in</strong> diesem Fall mit gleichzeitig starkem<br />
Anstieg der thermischen Belastung der Laufbuchse.<br />
Solche Hochleistungsanwendungen stellen e<strong>in</strong>e große Herausforderung<br />
für die Anwendung von Druckgusszyl<strong>in</strong>derblöcken<br />
dar. Die Gussprozeß-bed<strong>in</strong>gte „open-deck“ Struktur, sowie<br />
die typischen Materialeigenschaften (Porosität, Wechselfestigkeit,<br />
Wärmebehandlungsfähigkeit) limitieren die Belastungsgrenzen.<br />
Für solche Anwendungen bietet e<strong>in</strong> Sandgussprozess klare<br />
Vorteile durch die größeren konstruktiven Möglichkeiten mit<br />
dem E<strong>in</strong>satz von Kernen und dadurch e<strong>in</strong>er geschlossenen Topdeckstruktur,<br />
sowie die deutlich besseren Materialeigenschaften<br />
und die Wärmebehandlungsmöglichkeiten.<br />
Aus diesen Gründen stellt für Hochleistungsmotoren mit<br />
Alum<strong>in</strong>ium-ZKG das Kernpaket-Gussverfahren (CPS) im allgeme<strong>in</strong>en<br />
die leistungsfähigste Lösung dar, wie aktuelle Serienbeispiele<br />
zeigen (Bild 2).<br />
AVL stellte vor e<strong>in</strong>igen Jahren e<strong>in</strong> hochbelastbares Leichtbaukonzept<br />
(Bild 3) für Alum<strong>in</strong>ium- sowie Magnesiumwerkstoffe<br />
<strong>in</strong> dieser Veranstaltungsreihe vor, das <strong>in</strong> Zusammenarbeit<br />
mit Fa. NEMAK im CPS-Verfahren ausgeführt und erprobt wurde<br />
[2].<br />
Entwicklungsziel<br />
Gefordert war e<strong>in</strong>e Konstruktion, die die Möglichkeiten e<strong>in</strong>es<br />
Al-Druckguss-Kurbelgehäuses mit Wärmebehandlung voll ausreizt.<br />
Sie soll <strong>in</strong> e<strong>in</strong>er Motorbaureihe auch dem hohen Spitzendruck<br />
e<strong>in</strong>er Diesel-Hochleistungsvariante mit seriell-sequentieller<br />
Aufladung standhalten und gleichzeitig den Gewichtvorteil<br />
behalten, mit exzellenten Büchsenverzügen und zulässigen<br />
Dichtspaltschw<strong>in</strong>gungen und Belastungen im Bereich der Zyl<strong>in</strong>derkopfdichtung.<br />
E<strong>in</strong>e motornahe Integration der Öl- und<br />
Wasserführungen wurde angestrebt, um e<strong>in</strong>e zusätzliche Versteifung<br />
der Struktur zu erreichen. Das Kurbelgehäuse bildet zusammen<br />
mit e<strong>in</strong>em Alum<strong>in</strong>ium Bedplate mit e<strong>in</strong>gegossenen Lagerdeckeln,<br />
e<strong>in</strong>em Alum<strong>in</strong>ium Kettendeckel und e<strong>in</strong>er Alum<strong>in</strong>ium<br />
Ölwanne e<strong>in</strong>en steifen und bezüglich Geräusch und Vibration<br />
(NVH)*) vorteilhaften Verbund, der direkt an das<br />
Getriebekupplungsgehäuse angeflanscht wird.<br />
Entwicklungsziel war die Konstruktion, Simulation und Erprobung<br />
e<strong>in</strong>es Kurbelgehäuses, das die oben genannten Anforderungen<br />
erfüllt. E<strong>in</strong>e seriennahe Konstruktion des Kurbelgehäuses<br />
und Bedplates wurde <strong>in</strong> enger Abstimmung mit der Gießerei<br />
entwickelt<br />
Konstruktion und Simulation<br />
Hauptmerkmale der ausgeführten Konstruktion<br />
Das Druckgießverfahren schreibt die Ausformbarkeit <strong>in</strong> Stahl<br />
zw<strong>in</strong>gend vor. Die Open Deck Bauweise ist daher im allgeme<strong>in</strong>en<br />
Randbed<strong>in</strong>gung des Verfahrens. Die durch das Druckgießverfahren<br />
bed<strong>in</strong>gten Darstellungsmöglichkeiten wurden bereits<br />
vor Beg<strong>in</strong>n der Konzeptphase evaluiert. Dabei wurden Themen<br />
wie Werkstoff und gießgerechte Auslegung, Struktursteifigkeit<br />
und Akustik untersucht. Darüber h<strong>in</strong>aus gab es die Lastenheftanforderung<br />
e<strong>in</strong>er grosserientauglichen Konstruktion, die es ermöglichte,<br />
bereits <strong>in</strong> der Prototypenphase Kurbelgehäuse aus seriennahen<br />
Werkzeugen sowie e<strong>in</strong>em seriennahen Gießprozess<br />
mit Wärmebehandlung zur Verfügung zu haben.<br />
Das gewählte ZKG Konzept zeichnet<br />
sich durch folgende Eigenschaften aus:<br />
• Open Deck ZKG mit Bedplate (Bild 4)<br />
• Zyl<strong>in</strong>dervolumen ~400 cm 3 , mit Zyl<strong>in</strong><br />
derstegbreite 10 mm<br />
• E<strong>in</strong>gegossene Zyl<strong>in</strong>derbüchse aus<br />
Grauguss mit 2,7 mm Nom<strong>in</strong>alwandstärke<br />
• 4 mm Nom<strong>in</strong>alwandstärke mit 1°<br />
Ziehschrägen (im Wassermantelbereich<br />
0,5°)<br />
• Als Werkstoff wurde e<strong>in</strong>e AlSi12Cu3<br />
Legierung mit T6 Wärmebehandlung<br />
gewählt. Die damit erreichten Werkstoffeigenschaften<br />
liegen somit deutlich<br />
höher als bei e<strong>in</strong>er Standard-<br />
Bild 3: Kurbelgehäusekonzept für den Leichtbau-Forschungsmotor<br />
*) NVH = Noise Vibration Harshness<br />
71













