

Hochleistungsdiesel-Kurbelgehäuseentwicklung in Aluminium*)
Hochleistungsdiesel-Kurbelgehäuseentwicklung in Aluminium*)
Hochleistungsdiesel-Kurbelgehäuseentwicklung in Aluminium*)

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
HEFT 3/4 GIESSEREI-RUNDSCHAU 58 (2011)<br />
Besonderes Augenmerk wurde auf den Übergang<br />
Hauptlagerölversorgung zur Hauptlagerbohrung gelegt.<br />
Die auftretenden Spannungen <strong>in</strong> diesem Übergangsbereich<br />
wurden mittels e<strong>in</strong>er mitgegossenen Entlastungssichel<br />
reduziert (Bild 8).<br />
Als Zyl<strong>in</strong>derlauffläche wurde e<strong>in</strong>e e<strong>in</strong>gegossene<br />
Graugussbuchse mit rau gegossener Oberfläche gewählt<br />
(Bild 9). Diese ist zum Feuerdeck hochgezogen.<br />
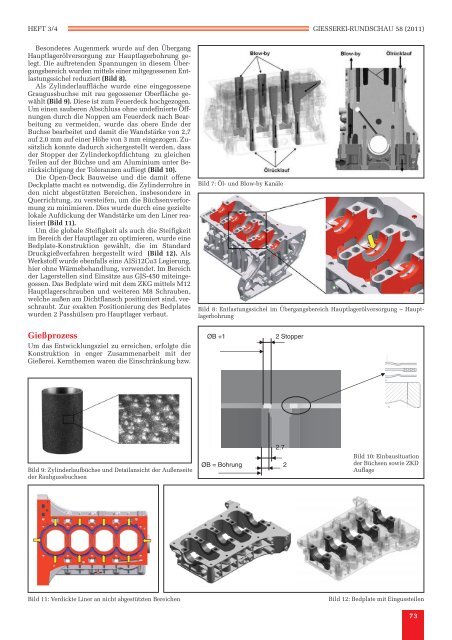
Um e<strong>in</strong>en sauberen Abschluss ohne undef<strong>in</strong>ierte Öffnungen<br />
durch die Noppen am Feuerdeck nach Bearbeitung<br />
zu vermeiden, wurde das obere Ende der<br />
Buchse bearbeitet und damit die Wandstärke von 2,7<br />
auf 2,0 mm auf e<strong>in</strong>er Höhe von 3 mm e<strong>in</strong>gezogen. Zusätzlich<br />
konnte dadurch sichergestellt werden, dass<br />
der Stopper der Zyl<strong>in</strong>derkopfdichtung zu gleichen<br />
Teilen auf der Büchse und am Alum<strong>in</strong>ium unter Berücksichtigung<br />
der Toleranzen aufliegt (Bild 10).<br />
Die Open-Deck Bauweise und die damit offene<br />
Deckplatte macht es notwendig, die Zyl<strong>in</strong>derrohre <strong>in</strong><br />
den nicht abgestützten Bereichen, <strong>in</strong>sbesondere <strong>in</strong><br />
Querrichtung, zu versteifen, um die Büchsenverformung<br />
zu m<strong>in</strong>imieren. Dies wurde durch e<strong>in</strong>e gezielte<br />
lokale Aufdickung der Wandstärke um den L<strong>in</strong>er realisiert<br />
(Bild 11).<br />
Um die globale Steifigkeit als auch die Steifigkeit<br />
im Bereich der Hauptlager zu optimieren, wurde e<strong>in</strong>e<br />
Bedplate-Konstruktion gewählt, die im Standard<br />
Druckgießverfahren hergestellt wird (Bild 12). Als<br />
Werkstoff wurde ebenfalls e<strong>in</strong>e AlSi12Cu3 Legierung,<br />
hier ohne Wärmebehandlung, verwendet. Im Bereich<br />
der Lagerstellen s<strong>in</strong>d E<strong>in</strong>sätze aus GJS-450 mite<strong>in</strong>gegossen.<br />
Das Bedplate wird mit dem ZKG mittels M12<br />
Hauptlagerschrauben und weiteren M8 Schrauben,<br />
welche außen am Dichtflansch positioniert s<strong>in</strong>d, verschraubt.<br />
Zur exakten Positionierung des Bedplates<br />
wurden 2 Passhülsen pro Hauptlager verbaut.<br />
Bild 7: Öl- und Blow-by Kanäle<br />
Bild 8: Entlastungssichel im Übergangsbereich Hauptlagerölversorgung – Hauptlagerbohrung<br />
Gießprozess<br />
Um das Entwicklungsziel zu erreichen, erfolgte die<br />
Konstruktion <strong>in</strong> enger Zusammenarbeit mit der<br />
Gießerei. Kernthemen waren die E<strong>in</strong>schränkung bzw.<br />
ØB +1<br />
2 Stopper<br />
Bild 9: Zyl<strong>in</strong>derlaufbüchse und Detailansicht der Außenseite<br />
der Rauhgussbuchsen<br />
ØB = Bohrung<br />
2.7<br />
2<br />
Bild 10: E<strong>in</strong>bausituation<br />
der Büchsen sowie ZKD<br />
Auflage<br />
Bild 11: Verdickte L<strong>in</strong>er an nicht abgestützten Bereichen<br />
Bild 12: Bedplate mit E<strong>in</strong>gussteilen<br />
73













