

Hochleistungsdiesel-Kurbelgehäuseentwicklung in Aluminium*)
Hochleistungsdiesel-Kurbelgehäuseentwicklung in Aluminium*)
Hochleistungsdiesel-Kurbelgehäuseentwicklung in Aluminium*)

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
GIESSEREI-RUNDSCHAU 58 (2011) HEFT 3/4<br />
Druckgusslegierung und lassen sich im Gießprozess durch<br />
Warmauslagerung und Lösungsglühen e<strong>in</strong>stellen. Als Vorteile<br />
s<strong>in</strong>d hier ger<strong>in</strong>gere Eigenspannungen, e<strong>in</strong> homogenes Gefüge<br />
und höhere Wechselfestigkeiten zu nennen. Die Biegewechselfestigkeit<br />
konnte so um ca. 35% gesteigert werden.<br />
Diese hat e<strong>in</strong>en wesentlichen E<strong>in</strong>fluss auf die hoch beanspruchten<br />
Hauptlagerwände sowie die ebenfalls kritischen<br />
Zyl<strong>in</strong>derstegbereiche, <strong>in</strong>sbesondere nahe am Feuerdeck.<br />
• ZKG Gewicht mit Zyl<strong>in</strong>derbüchsen ca. 18 kg<br />
• Gesamtgewicht mit montiertem Bedplate (<strong>in</strong>kl. E<strong>in</strong>gussteile<br />
und Hauptlagerschrauben) ca. 27 kg<br />
• Die Außenwände wurden durch die Ölrückläufe und die <strong>in</strong>tegrierten<br />
Blow-by Kanäle versteift. Rippen an der Außenform<br />
wurden gezielt angebracht, um die globale Steifigkeit<br />
des ZKG zu erhöhen, sowie um lokale Verformungen und<br />
Schw<strong>in</strong>gungen zu m<strong>in</strong>imieren<br />
• Deutlich reduzierter Wassermantel mit S<strong>in</strong>usform zur Verbesserung<br />
der Zyl<strong>in</strong>derverformung<br />
Bild 5: Kernschema<br />
Bild 4: Kurbelgehäuse<br />
mit e<strong>in</strong>gegossenen Büchsen<br />
Bed<strong>in</strong>gt durch das Druckgießverfahren gibt es 3 Hauptzugrichtungen<br />
(Bild 5). Besonderheit <strong>in</strong> X-Richtung ist die Hauptölgalerie,<br />
die nicht bearbeitet werden musste. Die Y-Richtung be<strong>in</strong>haltet<br />
die Anschlüsse für die Wasserpumpe und den Ölkühler<br />
sowie die Turboladerölversorgung. In Hochrichtung (Z) bef<strong>in</strong>det<br />
sich der Wassermantel mit den Olrücklaufkanälen und<br />
Blow-by Kanälen. Bed<strong>in</strong>gt durch den beengten Bauraum und<br />
zur Vermeidung e<strong>in</strong>er zusätzlichen geneigten Zugrichtung wurden<br />
e<strong>in</strong>ige Versorgungsleitungen gebohrt.<br />
Der Kühlwassermantel ist am unteren Ende s<strong>in</strong>usförmig gestaltet.<br />
Als Vorteile dieser Ausführung s<strong>in</strong>d strukturelle Verbes-<br />
serungen im Bereich der Zyl<strong>in</strong>derkopfschraubenanb<strong>in</strong>dung sowie<br />
deutlich verbesserte Büchsenverformungen zu nennen. E<strong>in</strong><br />
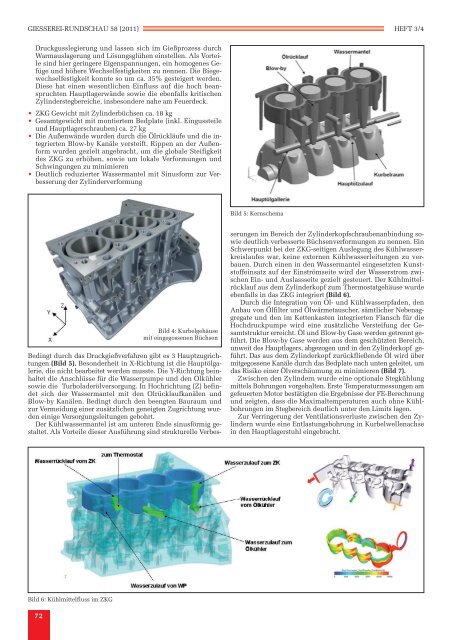
Schwerpunkt bei der ZKG-seitigen Auslegung des Kühlwasserkreislaufes<br />
war, ke<strong>in</strong>e externen Kühlwasserleitungen zu verbauen.<br />
Durch e<strong>in</strong>en <strong>in</strong> den Wassermantel e<strong>in</strong>gesetzten Kunststoffe<strong>in</strong>satz<br />
auf der E<strong>in</strong>strömseite wird der Wasserstrom zwischen<br />
E<strong>in</strong>- und Auslassseite gezielt gesteuert. Der Kühlmittelrücklauf<br />
aus dem Zyl<strong>in</strong>derkopf zum Thermostatgehäuse wurde<br />
ebenfalls <strong>in</strong> das ZKG <strong>in</strong>tegriert (Bild 6).<br />
Durch die Integration von Öl- und Kühlwasserpfaden, den<br />
Anbau von Ölfilter und Ölwärmetauscher, sämtlicher Nebenaggregate<br />
und den im Kettenkasten <strong>in</strong>tegrierten Flansch für die<br />
Hochdruckpumpe wird e<strong>in</strong>e zusätzliche Versteifung der Gesamtstruktur<br />
erreicht. Öl und Blow-by Gase werden getrennt geführt.<br />
Die Blow-by Gase werden aus dem geschützten Bereich,<br />
unweit des Hauptlagers, abgezogen und <strong>in</strong> den Zyl<strong>in</strong>derkopf geführt.<br />
Das aus dem Zyl<strong>in</strong>derkopf zurückfließende Öl wird über<br />
mitgegossene Kanäle durch das Bedplate nach unten geleitet, um<br />
das Risiko e<strong>in</strong>er Ölverschäumung zu m<strong>in</strong>imieren (Bild 7).<br />
Zwischen den Zyl<strong>in</strong>dern wurde e<strong>in</strong>e optionale Stegkühlung<br />
mittels Bohrungen vorgehalten. Erste Temperaturmessungen am<br />
gefeuerten Motor bestätigten die Ergebnisse der FE-Berechnung<br />
und zeigten, dass die Maximaltemperaturen auch ohne Kühlbohrungen<br />
im Stegbereich deutlich unter den Limits lagen.<br />
Zur Verr<strong>in</strong>gerung der Ventilationsverluste zwischen den Zyl<strong>in</strong>dern<br />
wurde e<strong>in</strong>e Entlastungsbohrung <strong>in</strong> Kurbelwellenachse<br />
<strong>in</strong> den Hauptlagerstuhl e<strong>in</strong>gebracht.<br />
Bild 6: Kühlmittelfluss im ZKG<br />
72













