Lösung für die CNC – Übung 1 (Fräsen)
Lösung für die CNC – Übung 1 (Fräsen)
Lösung für die CNC – Übung 1 (Fräsen)

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
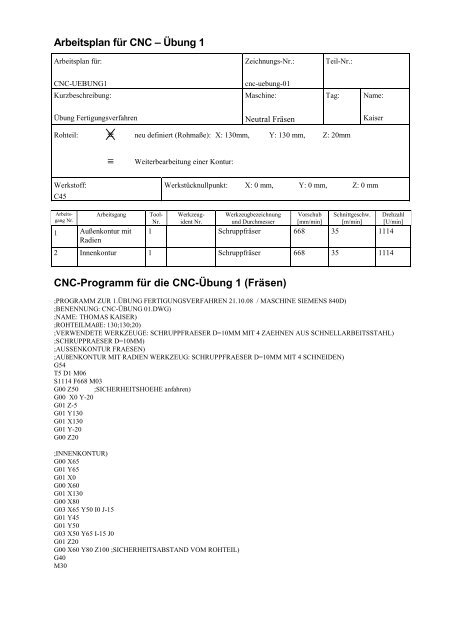
Arbeitsplan für <strong>CNC</strong> – Übung 1Arbeitsplan für:Zeichnungs-Nr.:Teil-Nr.:<strong>CNC</strong>-UEBUNG1Kurzbeschreibung:cnc-uebung-01Maschine:Tag:Name:Übung FertigungsverfahrenNeutral FräsenKaiserRohteil: ≡ neu definiert (Rohmaße): X: 130mm, Y: 130 mm, Z: 20mm≡Weiterbearbeitung einer Kontur:Werkstoff:C45Werkstücknullpunkt: X: 0 mm, Y: 0 mm, Z: 0 mmArbeitsgangNr.Arbeitsgang1 Außenkontur mitRa<strong>die</strong>nTool- Werkzeug- Werkzeugbezeichnung Vorschub Schnittgeschw. DrehzahlNr. ident Nr. und Durchmesser [mm/min] [m/min] [U/min]1 Schruppfräser 668 35 11142 Innenkontur 1 Schruppfräser 668 35 1114<strong>CNC</strong>-Programm für <strong>die</strong> <strong>CNC</strong>-Übung 1 (Fräsen);PROGRAMM ZUR 1.ÜBUNG FERTIGUNGSVERFAHREN 21.10.08 / MASCHINE SIEMENS 840D);BENENNUNG: <strong>CNC</strong>-ÜBUNG 01.DWG);NAME: THOMAS KAISER);ROHTEILMAßE: 130;130;20);VERWENDETE WERKZEUGE: SCHRUPPFRAESER D=10MM MIT 4 ZAEHNEN AUS SCHNELLARBEITSSTAHL);SCHRUPPRAESER D=10MM);AUSSENKONTUR FRAESEN);AUßENKONTUR MIT RADIEN WERKZEUG: SCHRUPPFRAESER D=10MM MIT 4 SCHNEIDEN)G54T5 D1 M06S1114 F668 M03G00 Z50 ;SICHERHEITSHOEHE anfahren)G00 X0 Y-20G01 Z-5G01 Y130G01 X130G01 Y-20G00 Z20;INNENKONTUR)G00 X65G01 Y65G01 X0G00 X60G01 X130G00 X80G03 X65 Y50 I0 J-15G01 Y45G01 Y50G03 X50 Y65 I-15 J0G01 Z20G00 X60 Y80 Z100 ;SICHERHEITSABSTAND VOM ROHTEIL)G40M30