Lösung für die CNC – Übung 1 (Fräsen)
Lösung für die CNC – Übung 1 (Fräsen)
Lösung für die CNC – Übung 1 (Fräsen)

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
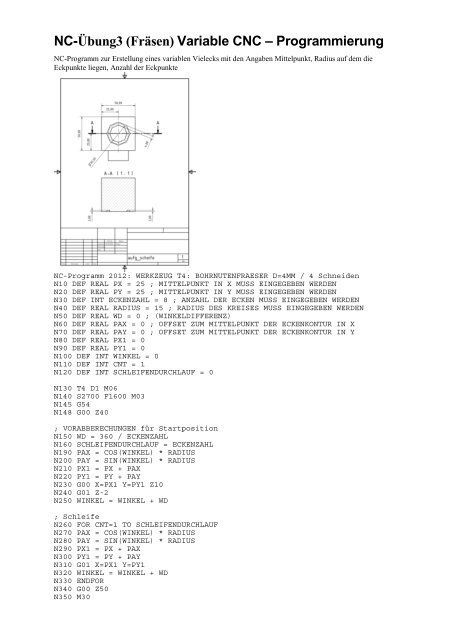
NC-Übung3 (Fräsen) Variable <strong>CNC</strong> – ProgrammierungNC-Programm zur Erstellung eines variablen Vielecks mit den Angaben Mittelpunkt, Radius auf dem <strong>die</strong>Eckpunkte liegen, Anzahl der EckpunkteNC-Programm 2012: WERKZEUG T4: BOHRNUTENFRAESER D=4MM / 4 SchneidenN10 DEF REAL PX = 25 ; MITTELPUNKT IN X MUSS EINGEGEBEN WERDENN20 DEF REAL PY = 25 ; MITTELPUNKT IN Y MUSS EINGEGEBEN WERDENN30 DEF INT ECKENZAHL = 8 ; ANZAHL DER ECKEN MUSS EINGEGEBEN WERDENN40 DEF REAL RADIUS = 15 ; RADIUS DES KREISES MUSS EINGEGEBEN WERDENN50 DEF REAL WD = 0 ; (WINKELDIFFERENZ)N60 DEF REAL PAX = 0 ; OFFSET ZUM MITTELPUNKT DER ECKENKONTUR IN XN70 DEF REAL PAY = 0 ; OFFSET ZUM MITTELPUNKT DER ECKENKONTUR IN YN80 DEF REAL PX1 = 0N90 DEF REAL PY1 = 0N100 DEF INT WINKEL = 0N110 DEF INT CNT = 1N120 DEF INT SCHLEIFENDURCHLAUF = 0N130 T4 D1 M06N140 S2700 F1600 M03N145 G54N148 G00 Z40; VORABBERECHUNGEN für StartpositionN150 WD = 360 / ECKENZAHLN160 SCHLEIFENDURCHLAUF = ECKENZAHLN190 PAX = COS(WINKEL) * RADIUSN200 PAY = SIN(WINKEL) * RADIUSN210 PX1 = PX + PAXN220 PY1 = PY + PAYN230 G00 X=PX1 Y=PY1 Z10N240 G01 Z-2N250 WINKEL = WINKEL + WD; SchleifeN260 FOR CNT=1 TO SCHLEIFENDURCHLAUFN270 PAX = COS(WINKEL) * RADIUSN280 PAY = SIN(WINKEL) * RADIUSN290 PX1 = PX + PAXN300 PY1 = PY + PAYN310 G01 X=PX1 Y=PY1N320 WINKEL = WINKEL + WDN330 ENDFORN340 G00 Z50N350 M30