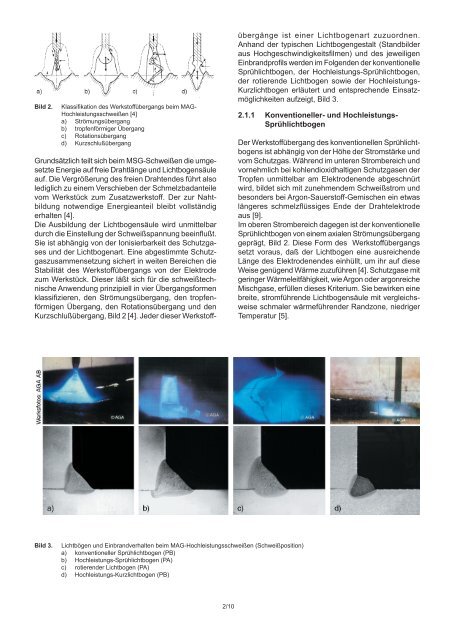
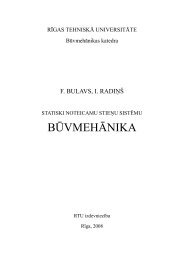
Bild 2.Klassifi kation des Werkstoffübergangs beim MAG-Hochleistungsschweißen [4]a) Strömungsübergangb) tropfenförmiger Übergangc) Rotationsübergangd) KurzschlußübergangGrundsätzlich teilt sich beim MSG-Schweißen die umgesetzteEnergie auf freie Drahtlänge und Lichtbogensäuleauf. Die Vergrößerung des freien Drahtendes führt alsolediglich zu einem Verschieben der Schmelzbadanteilevom Werkstück zum Zusatzwerkstoff. Der zur Nahtbildungnotwendige Energieanteil bleibt vollständigerhalten [4].Die Ausbildung der Lichtbogensäule wird unmittelbardurch die Einstellung der Schweißspannung beeinfl ußt.Sie ist abhängig von der Ionisierbarkeit des Schutzgasesund der Lichtbogenart. Eine abgestimmte Schutzgaszusammensetzungsichert in weiten Bereichen dieStabilität des Werkstoffübergangs von der Elektrodezum Werkstück. Dieser läßt sich für die schweißtechnischeAnwendung prinzipiell in vier Übergangsformenklassifi zieren, den Strömungsübergang, den tropfenförmigenÜbergang, den Rotationsübergang und denKurzschlußübergang, Bild 2 [4]. Jeder dieser Werkstoff-übergänge ist einer Lichtbogenart zuzuordnen.Anhand der typischen Lichtbogengestalt (Standbilderaus Hochgeschwindigkeitsfi lmen) und des jeweiligenEinbrandprofi ls werden im Folgenden der konventionelleSprühlichtbogen, der Hochleistungs-Sprühlichtbogen,der rotierende Lichtbogen sowie der Hochleistungs-Kurzlichtbogen erläutert und entsprechende Einsatzmöglichkeitenaufzeigt, Bild 3.2.1.1 Konventioneller- und Hochleistungs-SprühlichtbogenDer Werkstoffübergang des konventionellen Sprühlichtbogensist abhängig von der Höhe der Stromstärke undvom Schutzgas. Während im unteren Strombereich undvornehmlich bei kohlendioxidhaltigen Schutzgasen derTropfen unmittelbar am Elektrodenende abgeschnürtwird, bildet sich mit zunehmendem Schweißstrom undbesonders bei Argon-Sauerstoff-Gemischen ein etwaslängeres schmelzfl üssiges Ende der Drahtelektrodeaus [9].Im oberen Strombereich dagegen ist der konventionelleSprühlichtbogen von einem axialen Strömungsüberganggeprägt, Bild 2. Diese Form des Werkstoffübergangssetzt voraus, daß der Lichtbogen eine ausreichendeLänge des Elektrodenendes einhüllt, um ihr auf dieseWeise genügend Wärme zuzuführen [4]. Schutzgase mitgeringer Wärmeleitfähigkeit, wie Argon oder argonreicheMischgase, erfüllen dieses Kriterium. Sie bewirken einebreite, stromführende Lichtbogensäule mit vergleichsweiseschmaler wärmeführender Randzone, niedrigerTemperatur [5].Bild 3.Lichtbögen und Einbrandverhalten beim MAG-Hochleistungsschweißen (Schweißposition)a) konventioneller Sprühlichtbogen (PB)b) Hochleistungs-Sprühlichtbogen (PA)c) rotierender Lichtbogen (PA)d) Hochleistungs-Kurzlichtbogen (PB)2/10
Im Unterschied dazu führt Kohlendioxid wegen seinergrößeren Wärmeleitfähigkeit mehr Wärme in die äußerenBereiche des Lichtbogens ab und bildet einen sehrschmalen, heißen Lichtbogenkern mit hoher Stromdichte.Der Lichtbogen setzt punktförmig am Tropfen an,während er unter Argon das Elektrodenende umschließt,Bild 4 [5, 9].Wie jeder stromdurchfl ossene Leiter ist auch der Lichtbogenvon einem Magnetfeld umgeben, das eine nachinnen gerichtete Kraftkomponente (Lorenzkraft) besitzt.Mit steigender Stromstärke wachsen Stromdichte unddie radiale Einschnürung des Lichtbogens durch dasmagnetische Feld an. Diesen Vorgang nennt man Pinch-Effekt. Er nimmt mit dem Quadrat der Stromdichte zu[4, 5]. Am Lichtbogenansatzpunkt ist die Stromdichtebesonders groß, so daß die Plasmasäule hier zusammengedrücktwird. Der Lichtbogen läuft an der Elektrodehoch und schmilzt sie von außen nach innen auf [4]. DiePinch-Kraft schnürt nun ebenfalls das fl üssige Elektrodenendeein und trägt damit zur Tropfenbildung bei.Zu diesem Zeitpunkt erzeugt eine axiale Kraftkomponente,die von der Elektrode weggerichtet ist, einePlasmaströmung, die den Werkstoffübergang unterstützt,Bild 5 [10]. Die Elektrode formt sich konisch ausund eine Kette von vielen Einzeltropfen geht in kurzenAbständen in das Schmelzbad über. Das Bestrebendes Lichtbogens, eine große Elektronenaustrittsfl äche(Katode) und einen Anodenfl eck zu bilden, verleiht ihmeine trapezförmige Gestalt, die fast ausschließlich vonder Elektrodenströmung bestimmt wird, Bild 3 [4].Bild 4.Temperatur- und Stomdichteverteilung im Lichtbogen mitden resultierenden Kräften bei unterschiedlichen Schutzgasen[5]Bild 5. Kräfte beim Tropfenübergang [10]Die Lichtbogenlänge (Schweißspannung) muß ausreichendgroß sein, damit sich ein feintropfi ger und praktischkurzschlußfreier Werkstoffübergang einstellt. DasEinbrandprofi l ist durch einen schmalen, tiefen Kern undeine fl ache, muldenförmige Randzone gekennzeichnet,Bild 3. Es wird mit einer freien Drahtlänge von etwa15-25 mm gearbeitet.Der konventionelle Sprühlichtbogen verfügt über einehohe Lichtbogenstabilität. Das Existenzgebiet diesesLichtbogentyps kann jedoch nicht unbegrenzt zuhöchsten Leistungsbereichen ausgedehnt werden. Eineweitere Erhöhung der Abschmelzleistung macht eineVerlängerung des freien Drahtendes notwendig. Dasbedeutet, die Widerstandserwärmung steigt mit zunehmendemSchweißstrom an. Am Drahtelektrodenendewird die Temperatur so groß, daß die Tropfenbildungbereits vor der Lichtbogeneinwirkung beginnt.Mit dem Lichtbogen als hinzukommende Wärmequellewächst der sich bildende Tropfen weiter, so daß erabhängig von seiner Oberfl ächenspannung sogar denDurchmesser der Drahtelektrode überschreiten kann.Seine Masse verlängert ebenfalls das fl üssige Drahtelektrodenendeund verkürzt dadurch den Lichtbogen.Die Plasmasäule verbreitert sich. Die Schmelzbrückezwischen dem Tropfen und dem festen Drahtende wirdvon der Pinch-Kraft zunehmend eingeschnürt. Ist sieschmal genug, so entsteht ein Plasma, das sie einhüllt.Nach der Tropfenablösung nimmt der Lichtbogen wiederseine ursprüngliche Form an und brennt durch die hoheEigenkompression des umgebenden Magnetfelds alseng begrenzte Plasmasäule. Der Tropfen wird von dereingeschnürten Plasmaströmung sehr stark beschleunigtund intensiv in das Schmelzbad gedrückt, Bild 6[6]. Daraus resultiert ein schmaler und extrem tieferEinbrand. Der Bereich des Hochleistungs-Sprühlichtbogensist erreicht, Bild 3.3/10