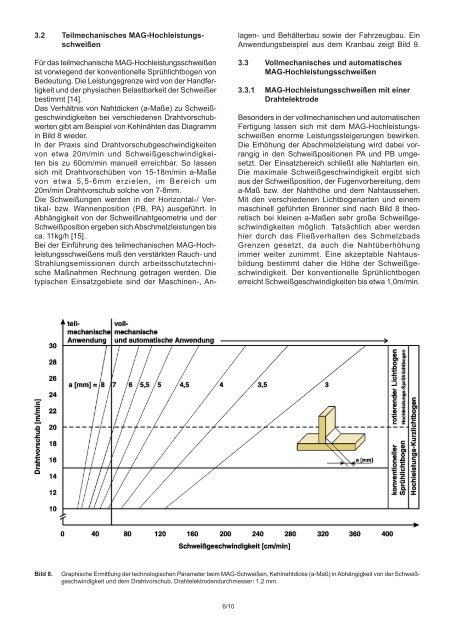
3.2 Teilmechanisches MAG-HochleistungsschweißenFür das teilmechanische MAG-Hochleistungsschweißenist vorwiegend der konventionelle Sprühlichtbogen vonBedeutung. Die Leistungsgrenze wird von der Handfertigkeitund der physischen Belastbarkeit der Schweißerbestimmt [14].Das Verhältnis von Nahtdicken (a-Maße) zu Schweißgeschwindigkeitenbei verschiedenen Drahtvorschubwertengibt am Beispiel von Kehlnähten das Diagrammin Bild 8 wieder.In der Praxis sind Drahtvorschubgeschwindigkeitenvon etwa 20m/min und Schweißgeschwindigkeitenbis zu 60cm/min manuell erreichbar. So lassensich mit Drahtvorschüben von 15-18m/min a-Maßevon etwa 5,5-6mm erzielen, im Bereich um20m/min Drahtvorschub solche von 7-8mm.Die Schweißungen werden in der Horizontal-/ Vertikal-bzw. Wannenposition (PB, PA) ausgeführt. InAbhängigkeit von der Schweißnahtgeometrie und derSchweißposition ergeben sich Abschmelzleistungen bisca. 11kg/h [15].Bei der Einführung des teilmechanischen MAG-Hochleistungsschweißensmuß den verstärkten Rauch- undStrahlungsemissionen durch arbeitsschutztechnischeMaßnahmen Rechnung getragen werden. Dietypischen Einsatzgebiete sind der Maschinen-, An-lagen- und Behälterbau sowie der Fahrzeugbau. EinAnwendungsbeispiel aus dem Kranbau zeigt Bild 9.3.3 Vollmechanisches und automatischesMAG-Hochleistungsschweißen3.3.1 MAG-Hochleistungsschweißen mit einerDrahtelektrodeBesonders in der vollmechanischen und automatischenFertigung lassen sich mit dem MAG-Hochleistungsschweißenenorme Leistungssteigerungen bewirken.Die Erhöhung der Abschmelzleistung wird dabei vorrangigin den Schweißpositionen PA und PB umgesetzt.Der Einsatzbereich schließt alle Nahtarten ein.Die maximale Schweißgeschwindigkeit ergibt sichaus der Schweißposition, der Fugenvorbereitung, dema-Maß bzw. der Nahthöhe und dem Nahtaussehen.Mit den verschiedenen Lichtbogenarten und einemmaschinell geführten Brenner sind nach Bild 8 theoretischbei kleinen a-Maßen sehr große Schweißgeschwindigkeitenmöglich. Tatsächlich aber werdenhier durch das Fließverhalten des SchmelzbadsGrenzen gesetzt, da auch die Nahtüberhöhungimmer weiter zunimmt. Eine akzeptable Nahtausbildungbestimmt daher die Höhe der Schweißgeschwindigkeit.Der konventionelle Sprühlichtbogenerreicht Schweißgeschwindigkeiten bis etwa 1,0m/min.Bild 8.Graphische Ermittlung der technologischen Parameter beim MAG-Schweißen, Kehlnahtdicke (a-Maß) in Abhängigkeit von der Schweißgeschwindigkeitund dem Drahtvorschub, Drahtelektrodendurchmesser: 1,2 mm.6/10
Bild 9.MAG-Hochleistungsschweißen am Fahrgestellrahmen desKrantyps “RTF 200-6” [14]Massivdrähte und Metallpulverfülldrähte werden mitDrahtvorschubgeschwindigkeiten bis zu 25m/minverschweißt. Rutilfülldrähte ergeben bis 30m/minDrahtvorschub befriedigende Resultate. Für basischeFülldrähte liegt die sinnvolle Obergrenze der Drahtvorschubgeschwindigkeitbei etwa 45m/min [1].Die Zusammensetzung und der Füllgrad entscheidenbei den Fülldrähten über das Maß der Leistungserhöhung.Auf den Anwendungsfall zugeschnitten, erlaubensie Abschmelzleistungen bis zu 20kg/h [16].In der Schweißposition PB läßt der konventionelleSprühlichtbogen a-Maße bis ca. 7mm zu, in der Wannenlage(PA) können mit Fülldrähten sogar a-Maße vonetwa 10mm einlagig geschweißt werden [16].Der rotierende Lichtbogen steht vorwiegend beim Füllengroßer Nahtquerschnitte mit weniger Schweißlagen imVordergrund. Die bevorzugte Schweißposition ist dieWannenlage (PA). Drahtvorschubgeschwindigkeiten bisetwa 30m/min (Abschmelzleistung: 16kg/h) sind möglich.Es lassen sich a-Maße bis zu 10mm einlagig ausführen.Die Schweißgeschwindigkeit kann mit demrotierenden Lichtbogen Werte bis etwa 70cm/minannehmen.Mit dem Hochleistungs-Kurzlichtbogen ist die Schweißgeschwindigkeitdeutlich zu steigern. Kleine a-Maße von2,5 - 4,5mm sind mit Schweißgeschwindigkeiten bis zu1,3m/min praktisch umzusetzen.Am Beispiel des Überlappstosses zwischen Deckel undSchuß eines Druckluftbehälters, Bild 10, wird deutlich,daß diese Werte bei bestimmten Anwendungen sichernoch zu übertreffen sind.Wie Massivdrähte, eignen sich auch Fülldrähte fürdiese Lichtbogenart, Bild 11. In Abhängigkeit von derDrahtqualität sind ungefähr die gleichen Schweißgeschwindigkeitenzu erreichen. Allerdings muß beiden Rutil- und basischen Fülldrähten die Gefahr vonSchlackeneinschlüssen beachtet werden. Die zugehörigenDrahtvorschubgeschwindigkeiten beim Hochleistungs-Kurzlichtbogenschweißenkönnen mehr als25m/min betragen. Im Unterschied zum konventionellenKurzlichtbogen muß der Anstellwinkel des Brenners inSchweißrichtung vergrößert werden.Bild 11. Einbrandprofi l eines Rutilfülldrahtsa) t=3mm, a=3,2mm, v S=1,5m/min, v D=19m/min,d=1,2mm, Schutzgas: 92% Ar / 8% CO 2b) t=10mm, a=4,0mm, v S=1,0m/min, v D=20m/min,d=1,2mm, Schutzgas: 92% Ar / 8% CO 2Der vollmechanische und automatische Einsatz desMAG-Hochleistungsschweißens fi ndet im Automobil-,Schienenfahrzeug- und Schiffbau, im Maschinen-, Anlagen-und Behälterbau sowie in der Rohr- und Profi l-herstellung weitreichende Anwendungsfelder.3.3.2 MAG-Hochleistungsschweißen mit zweiDrahtelektrodenBild 10. Überlappnaht an einem Druckluftbehälter, v S=1,6m/min(Hochleistungs-Kurzlichtbogen), t=2,5mm (oben), 3,0mm(unten), Zusatzwerkstoff: G3Si1, d=1,0mm, v D=18m/min,Schutzgas: 92% Ar / 8% CO 2Neben dem MAG-Hochleistungsschweißen mit einerDrahtelektrode gibt es bei den vollmechanischen undautomatischen Anwendungen auch die Möglichkeit, zweiDrahtelektroden gleichzeitig abzuschmelzen. Die Drähtewerden meistens über einen gemeinsamen Brenner demSchweißprozeß zugeführt und schmelzen in getrenntenLichtbögen unter gleicher Schutzgasatmosphäre ab. Esbildet sich ein langgezogenes Schmelzbad.7/10