

Heft 3/4 - Verein österreichischer Gießereifachleute
Heft 3/4 - Verein österreichischer Gießereifachleute
Heft 3/4 - Verein österreichischer Gießereifachleute

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
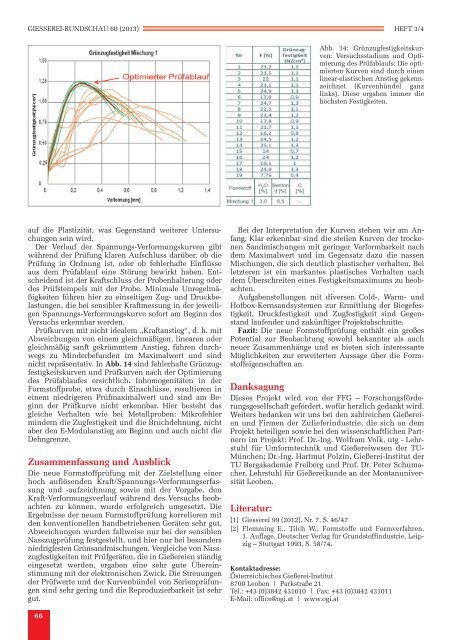
GIESSEREI-RUNDSCHAU 60 (2013) HEFT 3/4Abb. 14: Grünzugfestigkeitskurven:Versuchsstadium und Optimierungdes Prüfablaufs: Die optimiertenKurven sind durch einenlinear-elastischen Anstieg gekennzeichnet(Kurvenbündel ganzlinks). Diese ergaben immer diehöchsten Festigkeiten.auf die Plastizität, was Gegenstand weiterer Untersuchungensein wird.Der Verlauf der Spannungs-Verformungskurven gibtwährend der Prüfung klaren Aufschluss darüber, ob diePrüfung in Ordnung ist, oder ob fehlerhafte Einflüsseaus dem Prüfablauf eine Störung bewirkt haben. Entscheidendist der Kraftschluss der Probenhalterung oderdes Prüfstempels mit der Probe. Minimale Unregelmäßigkeitenführen hier zu einseitigen Zug- und Druckbelastungen,die bei sensibler Kraftmessung in der jeweiligenSpannungs-Verformungskurve sofort am Beginn desVersuchs erkennbar werden.Prüfkurven mit nicht idealem „Kraftanstieg“, d. h. mitAbweichungen von einem gleichmäßigen, linearen odergleichmäßig sanft gekrümmtem Anstieg, führen durchwegszu Minderbefunden im Maximalwert und sindnicht repräsentativ. In Abb. 14 sind fehlerhafte Grünzugfestigkeitskurvenund Prüfkurven nach der Optimierungdes Prüfablaufes ersichtlich. Inhomogenitäten in derFormstoffprobe, etwa durch Einschlüsse, resultieren ineinem niedrigeren Prüfmaximalwert und sind am Beginnder Prüfkurve nicht erkennbar. Hier besteht dasgleiche Verhalten wie bei Metallproben: Mikrofehlermindern die Zugfestigkeit und die Bruchdehnung, nichtaber den E-Modulanstieg am Beginn und auch nicht dieDehngrenze.Zusammenfassung und AusblickDie neue Formstoffprüfung mit der Zielstellung einerhoch auflösenden Kraft/Spannungs-Verformungserfassungund -aufzeichnung sowie mit der Vorgabe, denKraft-Verformungsverlauf während des Versuchs beobachtenzu können, wurde erfolgreich umgesetzt. DieErgebnisse der neuen Formstoffprüfung korrelieren mitden konventionellen handbetriebenen Geräten sehr gut.Abweichungen wurden fallweise nur bei der sensiblenNasszugprüfung festgestellt, und hier nur bei besondersniedrigfesten Grünsand mischungen. Vergleiche von Nasszugfestigkeitenmit Prüfgeräten, die in Gießereien ständigeingesetzt werden, ergaben eine sehr gute Übereinstimmungmit der elektronischen Zwick. Die Streuungender Prüfwerte und der Kurvenbündel von Serienprüfungensind sehr gering und die Reproduzierbarkeit ist sehrgut.Bei der Interpretation der Kurven stehen wir am Anfang.Klar erkennbar sind die steilen Kurven der trockenenSandmischungen mit geringer Verformbarkeit nachdem Maximalwert und im Gegensatz dazu die nassenMischungen, die sich deutlich plastischer verhalten. Beiletzteren ist ein markantes plastisches Verhalten nachdem Überschreiten eines Festigkeitsmaximums zu beobachten.Aufgabenstellungen mit diversen Cold-, Warm- undHotbox-Kernsandsystemen zur Ermittlung der Biegefestigkeit,Druckfestigkeit und Zugfestigkeit sind Gegenstandlaufender und zukünftiger Projektabschnitte.Fazit: Die neue Formstoffprüfung enthält ein großesPotential zur Beobachtung sowohl bekannter als auchneuer Zusammenhänge und es bieten sich interessanteMöglichkeiten zur erweiterten Aussage über die Formstoffeigenschaftenan.DanksagungDieses Projekt wird von der FFG – Forschungsförderungsgesellschaftgefördert, wofür herzlich gedankt wird.Weiters bedanken wir uns bei den zahlreichen Gießereienund Firmen der Zulieferindustrie, die sich an demProjekt beteiligen sowie bei den wissenschaftlichen Partnernim Projekt: Prof. Dr.-Ing. Wolfram Volk, utg - Lehrstuhlfür Umformtechnik und Gießereiwesen der TU-München; Dr.-Ing. Hartmut Polzin, Gießerei-Institut derTU Bergakademie Freiberg und Prof. Dr. Peter Schumacher,Lehrstuhl für Gießereikunde an der MontanuniversitätLeoben.Literatur:[1] Giesserei 99 (2012), Nr. 7, S. 46/47[2] Flemming E., Tilch W., Formstoffe und Formverfahren,1. Auflage, Deutscher Verlag für Grundstoffindustrie, Leipzig– Stuttgart 1993, S. 58/74.Kontaktadresse:Österreichisches Gießerei-Institut8700 Leoben | Parkstraße 21Tel.: +43 (0)3842 431010 | Fax: +43 (0)3842 431011E-Mail: office@ogi.at | www.ogi.at66













