

Heft 3/4 - Verein österreichischer Gießereifachleute
Heft 3/4 - Verein österreichischer Gießereifachleute
Heft 3/4 - Verein österreichischer Gießereifachleute

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
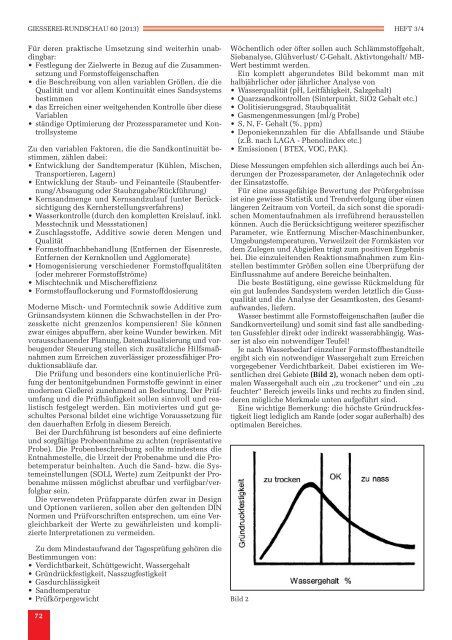
GIESSEREI-RUNDSCHAU 60 (2013) HEFT 3/4Für deren praktische Umsetzung sind weiterhin unabdingbar:• Festlegung der Zielwerte in Bezug auf die Zusammensetzungund Formstoffeigenschaften• die Beschreibung von allen variablen Größen, die dieQualität und vor allem Kontinuität eines Sandsystemsbestimmen• das Erreichen einer weitgehenden Kontrolle über dieseVariablen• ständige Optimierung der Prozessparameter und KontrollsystemeZu den variablen Faktoren, die die Sandkontinuität bestimmen,zählen dabei:• Entwicklung der Sandtemperatur (Kühlen, Mischen,Transportieren, Lagern)• Entwicklung der Staub- und Feinanteile (Staubentfernung/Absaugungoder Staubzugabe/Rückführung)• Kernsandmenge und Kernsandzulauf (unter Berücksichtigungdes Kernherstellungsverfahrens)• Wasserkontrolle (durch den kompletten Kreislauf, inkl.Messtechnik und Messstationen)• Zuschlagsstoffe, Additive sowie deren Mengen undQualität• Formstoffnachbehandlung (Entfernen der Eisenreste,Entfernen der Kernknollen und Agglomerate)• Homogenisierung verschiedener Formstoffqualitäten(oder mehrerer Formstoffströme)• Mischtechnik und Mischereffizienz• Formstoffauflockerung und FormstoffdosierungModerne Misch- und Formtechnik sowie Additive zumGrünsandsystem können die Schwachstellen in der Prozesskettenicht grenzenlos kompensieren! Sie könnenzwar einiges abpuffern, aber keine Wunder bewirken. Mitvorausschauender Planung, Datenaktualisierung und vorbeugenderSteuerung stellen sich zusätzliche Hilfsmaßnahmenzum Erreichen zuverlässiger prozessfähiger Produktionsabläufedar.Die Prüfung und besonders eine kontinuierliche Prüfungder bentonitgebundnen Formstoffe gewinnt in einermodernen Gießerei zunehmend an Bedeutung. Der Prüfumfangund die Prüfhäufigkeit sollen sinnvoll und realistischfestgelegt werden. Ein motiviertes und gut geschultesPersonal bildet eine wichtige Voraussetzung fürden dauerhaften Erfolg in diesem Bereich.Bei der Durchführung ist besonders auf eine definierteund sorgfältige Probeentnahme zu achten (repräsentativeProbe). Die Probenbeschreibung sollte mindestens dieEntnahmestelle, die Urzeit der Probenahme und die Probetemperaturbeinhalten. Auch die Sand- bzw. die Systemeinstellungen(SOLL Werte) zum Zeitpunkt der Probenahmemüssen möglichst abrufbar und verfügbar/verfolgbarsein.Die verwendeten Prüfapparate dürfen zwar in Designund Optionen variieren, sollen aber den geltenden DINNormen und Prüfvorschriften entsprechen, um eine Vergleichbarkeitder Werte zu gewährleisten und komplizierteInterpretationen zu vermeiden.Zu dem Mindestaufwand der Tagesprüfung gehören dieBestimmungen von:• Verdichtbarkeit, Schüttgewicht, Wassergehalt• Gründrückfestigkeit, Nasszugfestigkeit• Gasdurchlässigkeit• Sandtemperatur• PrüfkörpergewichtWöchentlich oder öfter sollen auch Schlämmstoffgehalt,Siebanalyse, Glühverlust/ C-Gehalt, Aktivtongehalt/ MB-Wert bestimmt werden.Ein komplett abgerundetes Bild bekommt man mithalbjährlicher oder jährlicher Analyse von• Wasserqualität (pH, Leitfähigkeit, Salzgehalt)• Quarzsandkontrollen (Sinterpunkt, SiO2 Gehalt etc.)• Oolitisierungsgrad, Staubqualität• Gasmengenmessungen (ml/g Probe)• S, N, F- Gehalt (%, ppm)• Deponiekennzahlen für die Abfallsande und Stäube(z.B. nach LAGA - Phenolindex etc.)• Emissionen ( BTEX, VOC, PAK).Diese Messungen empfehlen sich allerdings auch bei Änderungender Prozessparameter, der Anlagetechnik oderder Einsatzstoffe.Für eine aussagefähige Bewertung der Prüfergebnisseist eine gewisse Statistik und Trendverfolgung über einenlängeren Zeitraum von Vorteil, da sich sonst die sporadischenMomentaufnahmen als irreführend herausstellenkönnen. Auch die Berücksichtigung weiterer spezifischerParameter, wie Entfernung Mischer-Maschinenbunker,Umgebungstemperaturen, Verweilzeit der Formkästen vordem Zulegen und Abgießen trägt zum positiven Ergebnisbei. Die einzuleitenden Reaktionsmaßnahmen zum Einstellenbestimmter Größen sollen eine Überprüfung derEinflussnahme auf andere Bereiche beinhalten.Die beste Bestätigung, eine gewisse Rückmeldung fürein gut laufendes Sandsystem werden letztlich die Gussqualitätund die Analyse der Gesamtkosten, des Gesamtaufwandes,liefern.Wasser bestimmt alle Formstoffeigenschaften (außer dieSandkornverteilung) und somit sind fast alle sandbedingtenGussfehler direkt oder indirekt wasserabhängig. Wasserist also ein notwendiger Teufel!Je nach Wasserbedarf einzelner Formstoffbestandteileergibt sich ein notwendiger Wassergehalt zum Erreichenvorgegebener Verdichtbarkeit. Dabei existieren im Wesentlichendrei Gebiete (Bild 2), wonach neben dem optimalenWassergehalt auch ein „zu trockener“ und ein „zufeuchter“ Bereich jeweils links und rechts zu finden sind,deren mögliche Merkmale unten aufgeführt sind.Eine wichtige Bemerkung: die höchste Gründruckfestigkeitliegt lediglich am Rande (oder sogar außerhalb) desoptimalen Bereiches.Bild 272













