Technisches Handbuch (D) Fräsen
Technisches Handbuch (D) Fräsen
Technisches Handbuch (D) Fräsen

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
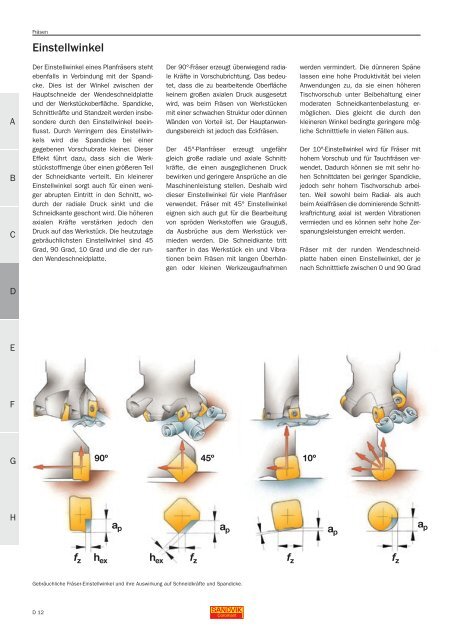
FräsenEinstellwinkelABCDer Einstellwinkel eines Planfräsers stehtebenfalls in Verbindung mit der Spandicke.Dies ist der Winkel zwischen derHauptschneide der Wendeschneidplatteund der Werkstückoberfläche. Spandicke,Schnittkräfte und Standzeit werden insbesonderedurch den Einstellwinkel beeinflusst.Durch Verringern des Einstellwinkelswird die Spandicke bei einergegebenen Vorschubrate kleiner. DieserEffekt führt dazu, dass sich die Werkstückstoffmengeüber einen größeren Teilder Schneidkante verteilt. Ein kleinererEinstellwinkel sorgt auch für einen wenigerabrupten Eintritt in den Schnitt, wodurchder radiale Druck sinkt und dieSchneidkante geschont wird. Die höherenaxialen Kräfte verstärken jedoch denDruck auf das Werkstück. Die heutzutagegebräuchlichsten Einstellwinkel sind 45Grad, 90 Grad, 10 Grad und die der rundenWendeschneidplatte.Der 90°-Fräser erzeugt überwiegend radialeKräfte in Vorschubrichtung. Das bedeutet,dass die zu bearbeitende Oberflächekeinem großen axialen Druck ausgesetztwird, was beim Fräsen von Werkstückenmit einer schwachen Struktur oder dünnenWänden von Vorteil ist. Der Hauptanwendungsbereichist jedoch das Eckfräsen.Der 45°-Planfräser erzeugt ungefährgleich große radiale und axiale Schnittkräfte,die einen ausgeglichenen Druckbewirken und geringere Ansprüche an dieMaschinenleistung stellen. Deshalb wirddieser Einstellwinkel für viele Planfräserverwendet. Fräser mit 45° Einstellwinkeleignen sich auch gut für die Bearbeitungvon spröden Werkstoffen wie Grauguß,da Ausbrüche aus dem Werkstück vermiedenwerden. Die Schneidkante trittsanfter in das Werkstück ein und Vibrationenbeim Fräsen mit langen Überhängenoder kleinen Werkzeugaufnahmenwerden vermindert. Die dünneren Spänelassen eine hohe Produktivität bei vielenAnwendungen zu, da sie einen höherenTischvorschub unter Beibehaltung einermoderaten Schneidkantenbelastung ermöglichen.Dies gleicht die durch denkleineren Winkel bedingte geringere möglicheSchnitttiefe in vielen Fällen aus.Der 10°-Einstellwinkel wird für Fräser mithohem Vorschub und für Tauchfräsen verwendet.Dadurch können sie mit sehr hohenSchnittdaten bei geringer Spandicke,jedoch sehr hohem Tischvorschub arbeiten.Weil sowohl beim Radial- als auchbeim Axialfräsen die dominierende Schnittkraftrichtungaxial ist werden Vibrationenvermieden und es können sehr hohe Zerspanungsleistungenerreicht werden.Fräser mit der runden Wendeschneidplattehaben einen Einstellwinkel, der jenach Schnitttiefe zwischen 0 und 90 GradDEFG90º 45º 10ºHa pa papa pf zh exh exf zf zf zGebräuchliche Fräser-Einstellwinkel und ihre Auswirkung auf Schneidkräfte und Spandicke.D 12