- Seite 2 und 3: FräsenInhaltABCDEFGHFräsenDer Fr
- Seite 4 und 5: FräsenABCDEFGHD 4
- Seite 6 und 7: FräsenABCDEFGrundlegende Definitio
- Seite 8 und 9: FräsenA90º45º 10ºΚ rEinstellwi
- Seite 10 und 11: FräsenFräserdurchmesser und -posi
- Seite 12 und 13: FräsenEinstellwinkelABCDer Einstel
- Seite 14 und 15: FräsenMethoden zur Bearbeitung ein
- Seite 16 und 17: FräsenABFräsen einer geschlossene
- Seite 18 und 19: FräsenErreichen guter Oberflächen
- Seite 20 und 21: ABFräsenSchwungradBeim Peripherie-
- Seite 22 und 23: FräsenAuswahl der SchnittdatenBeis
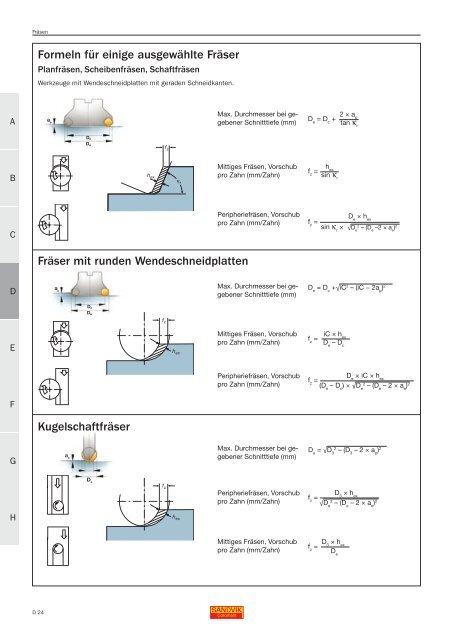
- Seite 26 und 27: FräsenKonstante K für die Anwendu
- Seite 28 und 29: FräsenEckfräsen mit 90° Einstell
- Seite 30 und 31: FräsenABProfilfräsenBeispielFräs
- Seite 32 und 33: FräsenMethode für die Zirkularint
- Seite 35 und 36: FräsenWerkzeugverschleiß Ursache:
- Seite 37 und 38: Fräsen4. Nachschneiden des Fräser
- Seite 39 und 40: FräsenABCDEFGHD 39
- Seite 41 und 42: FräsenProfilfräsenWerkstückstoff
- Seite 43 und 44: FräsenCoroMillCenturyCoroMill 200C
- Seite 45 und 46: FräsenT-Max Q-cutterT-Max 45Auto-R
- Seite 47 und 48: CoroMill 245 PlanfräserFräsenAllg
- Seite 49 und 50: FräsenWendeschneidplatten für Cor
- Seite 51 und 52: FräsenCoroMill PlanfräserR245Stan
- Seite 53 und 54: CoroMill 290 EckfräserFräsenDer C
- Seite 55 und 56: FräsenWendeschneidplatten für Cor
- Seite 57 und 58: FräsenCoroMill 390EckfräserDas We
- Seite 59 und 60: CoroMill 390 Schaftfräser, Eckfrä
- Seite 61 und 62: FräsenEmpfohlene Vorschübe für R
- Seite 63 und 64: Wendeplattengeometrien und Sorten f
- Seite 65 und 66: FräsenCoroMill SchaftfräserR390Zy
- Seite 67 und 68: FräsenCoroMill Walzenstirnfräser
- Seite 69 und 70: CoroMill 200 und CoroMill 300 Fräs
- Seite 71 und 72: CoroMill 200 Fräser mit runden Wen
- Seite 73 und 74: FräsenNominelle Vorschubwerte pro
- Seite 75 und 76:
FräsenCoroMillR200 Fräser mit run
- Seite 77 und 78:
CoroMill 300 Fräser mit runden Wen
- Seite 79 und 80:
CoroMill 300 Wendeplattengeometrien
- Seite 81 und 82:
FräsenCoroMill 216Robuster Kugelsc
- Seite 83 und 84:
FräsenHauptwendeplattenWendeplatte
- Seite 85 und 86:
FräsenCoroMill 216FKugelschaftfrä
- Seite 87 und 88:
FräsenAP10A ist die erste Wahl fü
- Seite 89 und 90:
FräsenCoroMill 210Vielseitiger Fr
- Seite 91 und 92:
FräsenBearbeitungen mit hohen Vors
- Seite 93 und 94:
FräsenFräsen mit hohem VorschubHo
- Seite 95 und 96:
a eTauchfräsenBei großen Auskragl
- Seite 97 und 98:
CoroMill CenturyFräsenLeichte Frä
- Seite 99 und 100:
Die Schneidkanten für die Bearbeit
- Seite 101 und 102:
FräsenCoroMill 790Eckfräser für
- Seite 103 und 104:
Fräsen25° (R790-22…)20° (R790-
- Seite 105 und 106:
FräsenCoroMill R790 Al Schaftfräs
- Seite 107 und 108:
CoroMill 331 ScheibenfräserFräsen
- Seite 109 und 110:
FräsenZweiseitig schneidende Schei
- Seite 111 und 112:
FräsenReduzierte Schneidkantenlän
- Seite 113 und 114:
FräsenWendeschneidplatten für Cor
- Seite 115 und 116:
FräsenSatzfräsen - versetzte Anor
- Seite 117 und 118:
Montageanleitung für CoroMill 331
- Seite 119 und 120:
FräsenCoroMill 331 Scheibenfräser
- Seite 121 und 122:
FräsenAufnahmetyp und -größeAufn
- Seite 123 und 124:
FräsenFortsetzungTeilungsartGleich
- Seite 125 und 126:
FräsenWendeschneidplatten für Cor
- Seite 127 und 128:
FräsenT-MAX Q-Trennfräser R/L330.
- Seite 129 und 130:
Schwerbearbeitung T-MAX 45 FräserF
- Seite 131 und 132:
Sandvik AUTO und T-Line Fräser zum
- Seite 133 und 134:
Sandvik AUTO -AF einstellbarer Frä
- Seite 135 und 136:
FräsenWendeschneidplatten für AUT
- Seite 137 und 138:
FräsenDistanzscheiben zur Einstell
- Seite 139 und 140:
Sandvik Auto-Aufbohrfräser fürZyl
- Seite 141 und 142:
FräsenT-Line FräserR260.75 (κ r=
- Seite 143 und 144:
FräsenSandvik Auto-AF einstellbare
- Seite 145 und 146:
Die Wahl der CoroMill Plura Schaftf
- Seite 147 und 148:
Schaftfräsertypen und AnwendungenA
- Seite 149 und 150:
Universeller SchaftfräserHärte
- Seite 151 und 152:
KugelschaftfräserHärte
- Seite 153 und 154:
Schaftfräser für Dreh-/Fräsbearb
- Seite 155 und 156:
CoroMill Plura SchnittdatenFräsenS
- Seite 157 und 158:
CoroMill Plura SchnittdatenFräsenS
- Seite 159 und 160:
Falls Probleme auftreten - Fräsen
- Seite 161 und 162:
AnwendungstechnikDrehfräsenBeim or
- Seite 163 und 164:
FräsenInnengewindeMetrisch / Metri
- Seite 165 und 166:
Vorschubempfehlungen - FräsenFräs
- Seite 167 und 168:
FräsenPLANFRÄSENκ r= 90°Platten
- Seite 169 und 170:
Produktivitätsparameter bei der Ho
- Seite 171 und 172:
Fräsen4020Max. Spanungsdicke, h ex
- Seite 173 und 174:
FräsenCT5301025H10FH13AMax. Spanun
- Seite 175 und 176:
Fräsen4020Max. Spanungsdicke, h ex
- Seite 177 und 178:
FräsenH10FH13AMax. Spanungsdicke,
- Seite 179 und 180:
FräsenMAustenitischer und ferritis
- Seite 181 und 182:
FräsenNNE-Metalle, Kunststoff, Hol
- Seite 183 und 184:
Unbeschichtetes Hartmetall- HW(H1P,
- Seite 185 und 186:
FräsenTiNAl 2O 3Ti (C,N)GC4020 - (