Technisches Handbuch (D) Fräsen
Technisches Handbuch (D) Fräsen
Technisches Handbuch (D) Fräsen

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
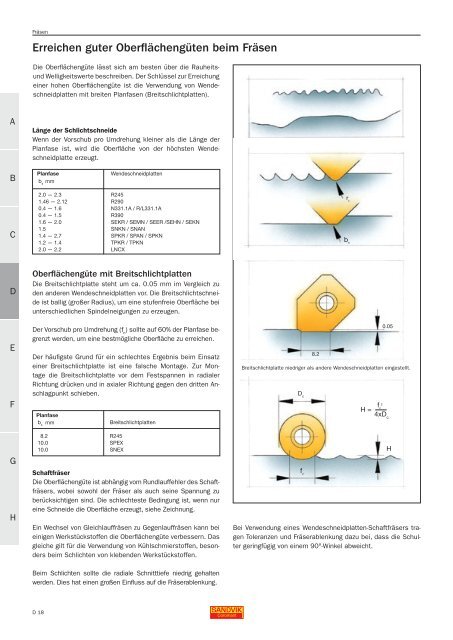
FräsenErreichen guter Oberflächengüten beim FräsenDie Oberflächengüte lässt sich am besten über die RauheitsundWelligkeitswerte beschreiben. Der Schlüssel zur Erreichungeiner hohen Oberflächengüte ist die Verwendung von Wendeschneidplattenmit breiten Planfasen (Breitschlichtplatten).ALänge der SchlichtschneideWenn der Vorschub pro Umdrehung kleiner als die Länge derPlanfase ist, wird die Oberfläche von der höchsten Wendeschneidplatteerzeugt.BPlanfasemmb sWendeschneidplattenC2.0 — 2.3 R2451.46 — 2.12 R2900.4 — 1.6 N331.1A / R/L331.1A0.4 — 1.5 R3901.6 — 2.0 SEKR / SEMN / SEER /SEHN / SEKN1.5 SNKN / SNAN1.4 — 2.7 SPKR / SPAN / SPKN1.2 — 1.4 TPKR / TPKN2.0 — 2.2 LNCXr εb sDEFGHOberflächengüte mit BreitschlichtplattenDie Breitschlichtplatte steht um ca. 0.05 mm im Vergleich zuden anderen Wendeschneidplatten vor. Die Breitschlichtschneideist ballig (großer Radius), um eine stufenfreie Oberfläche beiunterschiedlichen Spindelneigungen zu erzeugen.Der Vorschub pro Umdrehung (f n) sollte auf 60% der Planfase begrenztwerden, um eine bestmögliche Oberfläche zu erreichen.Der häufigste Grund für ein schlechtes Ergebnis beim Einsatzeiner Breitschlichtplatte ist eine falsche Montage. Zur Montagedie Breitschlichtplatte vor dem Festspannen in radialerRichtung drücken und in axialer Richtung gegen den dritten Anschlagpunktschieben.Planfasemmb s8.2 R24510.0 SPEX10.0 SNEXBreitschlichtplattenSchaftfräserDie Oberflächengüte ist abhängig vom Rundlauffehler des Schaftfräsers,wobei sowohl der Fräser als auch seine Spannung zuberücksichtigen sind. Die schlechteste Bedingung ist, wenn nureine Schneide die Oberfläche erzeugt, siehe Zeichnung.Ein Wechsel von Gleichlauffräsen zu Gegenlauffräsen kann beieinigen Werkstückstoffen die Oberflächengüte verbessern. Dasgleiche gilt für die Verwendung von Kühlschmierstoffen, besondersbeim Schlichten von klebenden Werkstückstoffen.Beim Schlichten sollte die radiale Schnitttiefe niedrig gehaltenwerden. Dies hat einen großen Einfluss auf die Fräserablenkung.D cf z8.20.05Breitschlichtplatte niedriger als andere Wendeschneidplatten eingestellt.H = f 2z4xD cBei Verwendung eines Wendeschneidplatten-Schaftfräsers tragenToleranzen und Fräserablenkung dazu bei, dass die Schultergeringfügig von einem 90°-Winkel abweicht.HD 18