Technik und Vorteile - Gühring
Technik und Vorteile - Gühring
Technik und Vorteile - Gühring

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Technische<br />
Informationen<br />
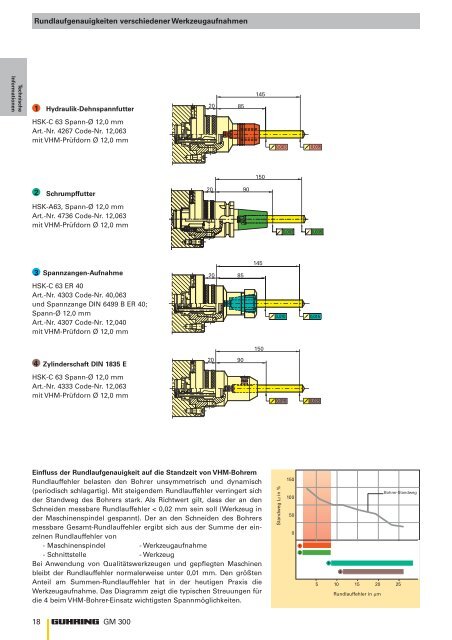
R<strong>und</strong>laufgenauigkeiten verschiedener Werkzeugaufnahmen<br />
1<br />
2<br />
3<br />
4<br />
Hydraulik-Dehnspannfutter<br />
HSK-C 63 Spann-Ø 12,0 mm<br />
Art.-Nr. 4267 Code-Nr. 12,063<br />
mit VHM-Prüfdorn Ø 12,0 mm<br />
Schrumpffutter<br />
HSK-A63, Spann-Ø 12,0 mm<br />
Art.-Nr. 4736 Code-Nr. 12,063<br />
mit VHM-Prüfdorn Ø 12,0 mm<br />
Spannzangen-Aufnahme<br />
HSK-C 63 ER 40<br />
Art.-Nr. 4303 Code-Nr. 40,063<br />
<strong>und</strong> Spannzange DIN 6499 B ER 40;<br />
Spann-Ø 12,0 mm<br />
Art.-Nr. 4307 Code-Nr. 12,040<br />
mit VHM-Prüfdorn Ø 12,0 mm<br />
Zylinderschaft DIN 1835 E<br />
HSK-C 63 Spann-Ø 12,0 mm<br />
Art.-Nr. 4333 Code-Nr. 12,063<br />
mit VHM-Prüfdorn Ø 12,0 mm<br />
Einfluss der R<strong>und</strong>laufgenauigkeit auf die Standzeit von VHM-Bohrern<br />
R<strong>und</strong>lauffehler belasten den Bohrer unsymmetrisch <strong>und</strong> dynamisch<br />
(periodisch schlagartig). Mit steigendem R<strong>und</strong>lauffehler verringert sich<br />
der Standweg des Bohrers stark. Als Richtwert gilt, dass der an den<br />
Schneiden messbare R<strong>und</strong>lauffehler < 0,02 mm sein soll (Werkzeug in<br />
der Maschinenspindel gespannt). Der an den Schneiden des Bohrers<br />
messbare Gesamt-R<strong>und</strong>lauffehler ergibt sich aus der Summe der einzelnen<br />
R<strong>und</strong>lauffehler von<br />
- Maschinenspindel - Werkzeugaufnahme<br />
- Schnittstelle - Werkzeug<br />
Bei Anwendung von Qualitätswerkzeugen <strong>und</strong> gepflegten Maschinen<br />
bleibt der R<strong>und</strong>lauffehler normalerweise unter 0,01 mm. Den größten<br />
Anteil am Summen-R<strong>und</strong>lauffehler hat in der heutigen Praxis die<br />
Werkzeugaufnahme. Das Diagramm zeigt die typischen Streuungen für<br />
die 4 beim VHM-Bohrer-Einsatz wichtigsten Spannmöglichkeiten.<br />
18 GM 300<br />
20<br />
20<br />
20<br />
20<br />
85<br />
85<br />
90<br />
90<br />
145<br />
150<br />
145<br />
150<br />
0,003 0,005<br />
0,010 0,015<br />
0,015 0,025<br />
Standweg Lf in %<br />
0,003 0,005<br />
150<br />
100<br />
50<br />
0<br />
1<br />
2<br />
3<br />
4<br />
5 10 15 20 25<br />
R<strong>und</strong>lauffehler in µm<br />
Bohrer-Standweg