VDM CASE HISTOR Y - ThyssenKrupp VDM
VDM CASE HISTOR Y - ThyssenKrupp VDM
VDM CASE HISTOR Y - ThyssenKrupp VDM

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Vorbereitende Arbeiten<br />
An vorderster Stelle muß das<br />
rechtzeitige Auseinandersetzen mit<br />
der Konstruktionszeichnung stehen.<br />
Nur so kann früh genug festgestellt<br />
werden, ob der Konstrukteur den<br />
schweißtechnischen Möglichkeiten<br />
in hinreichendem Maße Rechnung<br />
getragen hat. Im Zweifelsfall ist es<br />
sinnvoll, anhand von Verfahrensprüfungen<br />
die einwandfreie Verarbeitbarkeit<br />
eines Werkstoffes mit den in<br />
der Konstruktionszeichnung angegebenen<br />
Werkstoffkombinationen,<br />
Nahtformen und Schweißpositionen<br />
nachzuweisen. Hierbei sei auf DIN<br />
8563, Blatt 1 und 2, Sicherung der<br />
Güte von Schweißarbeiten, verwiesen.<br />
Der Zustand des zu verarbeitenden<br />
Halbzeuges sollte lösungsgeglüht,<br />
metallisch sauber, frei von<br />
Fett und schwefel- sowie bleihaltigen<br />
Substanzen sein.<br />
Sind vor dem Schweißen kaltformende<br />
Arbeitsgänge, wie z.B.<br />
Biegen, Abkanten, Bördeln oder Tiefziehen<br />
erforderlicher, sind die Angaben<br />
der jeweiligen VdTÜV-Werkstoffblätter,<br />
des AD-Merkblattes HP 7/3<br />
und der Werkstoffblätter der Hersteller<br />
unbedingt zu beachten.<br />
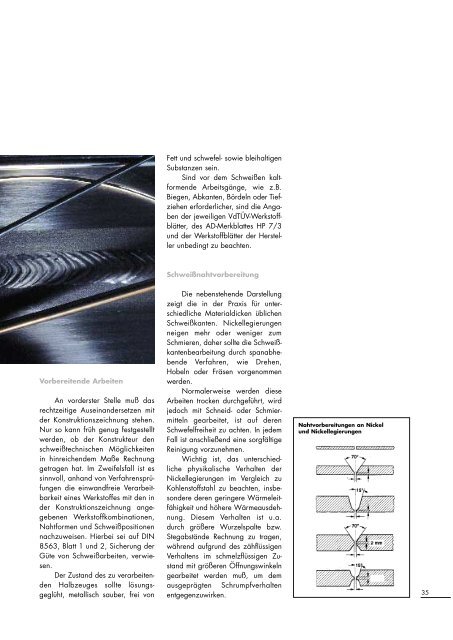
Schweißnahtvorbereitung<br />
Die nebenstehende Darstellung<br />
zeigt die in der Praxis für unterschiedliche<br />
Materialdicken üblichen<br />
Schweißkanten. Nickellegierungen<br />
neigen mehr oder weniger zum<br />
Schmieren, daher sollte die Schweißkantenbearbeitung<br />
durch spanabhebende<br />
Verfahren, wie Drehen,<br />
Hobeln oder Fräsen vorgenommen<br />
werden.<br />
Normalerweise werden diese<br />
Arbeiten trocken durchgeführt, wird<br />
jedoch mit Schneid- oder Schmiermitteln<br />
gearbeitet, ist auf deren<br />
Schwefelfreiheit zu achten. In jedem<br />
Fall ist anschließend eine sorgfältige<br />
Reinigung vorzunehmen.<br />
Wichtig ist, das unterschiedliche<br />
physikalische Verhalten der<br />
Nickellegierungen im Vergleich zu<br />
Kohlenstoffstahl zu beachten, insbesondere<br />
deren geringere Wärmeleitfähigkeit<br />
und höhere Wärmeausdehnung.<br />
Diesem Verhalten ist u.a.<br />
durch größere Wurzelspalte bzw.<br />
Stegabstände Rechnung zu tragen,<br />
während aufgrund des zähflüssigen<br />
Verhaltens im schmelzflüssigen Zustand<br />
mit größeren Öffnungswinkeln<br />
gearbeitet werden muß, um dem<br />
ausgeprägten Schrumpfverhalten<br />
entgegenzuwirken.<br />
Nahtvorbereitungen an Nickel<br />
und Nickellegierungen<br />
35