

Rauchgasreinigung - Axpo-Holz
Rauchgasreinigung - Axpo-Holz
Rauchgasreinigung - Axpo-Holz

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
<strong>Rauchgasreinigung</strong><br />
Je mehr die Schädigung der Atmosphäre und die Bedrohung des Klimas in den Medien an<br />
Priorität gewinnen, desto höhere Ansprüche werden von der Bevölkerung an die Reinheit der<br />
aus einem <strong>Holz</strong>kraftwerk austretenden Abgase gestellt. Von den Lufthygieneämtern werden<br />
teilweise Grenzwerte verordnet, die weit über die bereits hohen Anforderungen der<br />
bestehenden Gesetzgebung zur Luftreinhaltung hinausgehen. Beispielsweise werden für neu<br />
errichtete <strong>Holz</strong>kraftwerke NOX–Grenzwerte von 100 bis 80 mg/m 3 verordnet, obwohl der<br />
aktuell gültige Grenzwert der Luftreinhalte-Verordnung bei 150 mg/Nm 3 liegt. Eine ähnliche<br />
Praxis wird auch bei den Staubemissionen verfolgt, wo der gültige Grenzwert von 10 mg/m 3<br />
bis auf 2 bis 5 mg/Nm 3 reduziert wird.<br />
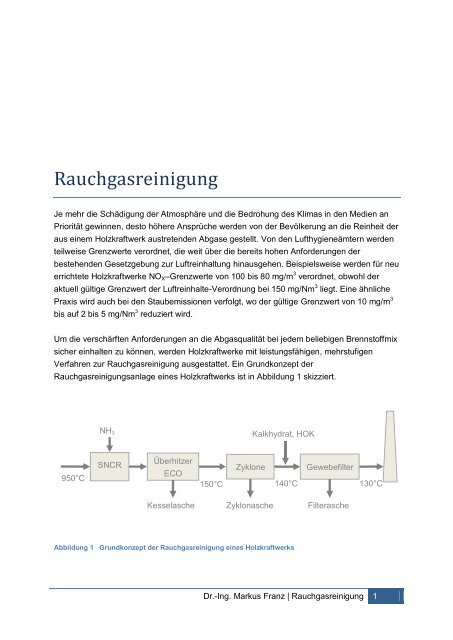
Um die verschärften Anforderungen an die Abgasqualität bei jedem beliebigen Brennstoffmix<br />
sicher einhalten zu können, werden <strong>Holz</strong>kraftwerke mit leistungsfähigen, mehrstufigen<br />
Verfahren zur <strong>Rauchgasreinigung</strong> ausgestattet. Ein Grundkonzept der<br />
<strong>Rauchgasreinigung</strong>sanlage eines <strong>Holz</strong>kraftwerks ist in Abbildung 1 skizziert.<br />
950°C<br />
NH3 Kalkhydrat, HOK<br />
SNCR<br />
Überhitzer<br />
ECO<br />
150°C 140°C<br />
130°C<br />
Abbildung 1 Grundkonzept der <strong>Rauchgasreinigung</strong> eines <strong>Holz</strong>kraftwerks<br />
Zyklone Gewebefilter<br />
Kesselasche Zyklonasche Filterasche<br />
Dr.-Ing. Markus Franz | <strong>Rauchgasreinigung</strong> 1
Rohgaszusammensetzung<br />
Zur Stickoxidminderung ist das SNCR-Verfahren (Selective Non-Catalytic Reduction) Stand<br />
der Technik. Bei diesem Verfahren wird entweder Ammoniakwasser oder eine<br />
Harnstofflösung in den heissen Abgasstrom eingedüst. In einem Temperaturfenster<br />
zwischen 900 bis 950°C wirken diese Reagenzien als starke Reduktionsmittel und führen<br />
einen selektiven NO-Abbau bis zum Stickstoff herbei. Mit SNCR können NOX-<br />
Minderungsraten zwischen 60 und 80% erreicht werden.<br />
Das Rohgas einer Kraftwerksfeuerung hat einen Staubgehalt zwischen 2'000 und 8'000<br />
mg/m 3 . Um im Schornstein Emissionsgrenzwerte unter 10 mg/m 3 einhalten zu können,<br />
werden zur Vorabscheidung der groben Staubpartikel Zyklonanlagen eingesetzt, mit denen<br />
der Staubgehalt bis auf Werte zwischen 100 und 150 mg/m 3 reduziert werden kann. In einem<br />
nachgeschalteten Gewebefilter findet dann die Abscheidung des Feinstaubs bis auf<br />
Reingasstaubgehalte von 1 mg/m 3 statt.<br />
Das Gewebefilter ist die zentrale Komponente der <strong>Rauchgasreinigung</strong>, denn neben der<br />
Staubabscheidung dient es zugleich als Reaktor des Trockensorptionsverfahrens, mit dem<br />
sich die Emissionen an Halogenwasserstoffen, Schwermetallen und Dioxinen weit unter die<br />
bestehenden Grenzwerte vermindern lassen. Diese Schadstoffe, die insbesondere bei der<br />
Altholzverbrennung relevant sind, lassen sich durch physikalische Adsorption oder durch<br />
chemische Reaktion an Sorbentien (Kalkhydrat und Aktivkohle) binden, die dem<br />
Rauchgasstrom vor dem Gewebefilter zugegeben werden.<br />
Im Schema der Abbildung 1 sind auch die Stellen gekennzeichnet, an denen Reststoffe<br />
anfallen. Bereits in den Kesselzügen sedimentieren schwere Ascheteilchen aus der<br />
Rauchgasströmung und sammeln sich in den Kesseltrichtern. Die Kesselasche wird in der<br />
Regel wieder in den Brennraum zurückgeführt, da sie noch einen hohen Anteil an nicht<br />
vollständig ausgebrannten Brennstoffteilchen aufweist. In den Zyklonen wird die gröbere<br />
Zyklonasche abgetrennt. Die bei der Abreinigung des Gewebefilters anfallende Filterasche<br />
ist ein Gemisch aus Flugstaub und verbrauchtem Sorptionsmittel. Zyklon- und Filterasche<br />
werden selten separat, indes fast immer gemeinsam erfasst und in einem Flugaschesilo bis<br />
zur Entsorgung zwischengelagert. Von qualifizierten Entsorgungsbetrieben werden die<br />
Rückstände dann noch einer weiteren Behandlung zur Schadstofffixierung unterzogen, bevor<br />
letztlich eine Ablagerung auf einer Deponie stattfinden kann.<br />
1 Rohgaszusammensetzung<br />
In der Tabelle 1 sind die Konzentrationen von relevanten Schadgasen in Rauchgasen von<br />
<strong>Holz</strong>verbrennungsanlagen aufgeführt. Die angegebenen Werte gelten für das ungereinigte<br />
Rauchgas (Rohgas) beim Austritt aus dem Brennraum bevor es in der<br />
<strong>Rauchgasreinigung</strong>sanlage von Schadstoffen befreit wird. Die Art der gefeuerten<br />
Dr.-Ing. Markus Franz | <strong>Rauchgasreinigung</strong> 2
Rohgaszusammensetzung<br />
<strong>Holz</strong>brennstoffe sowie die in den <strong>Holz</strong>verbrennungsanlagen eingesetzte Feuerungstechnik<br />
hat Einfluss auf die Höhe der Emissionen. Auch die Verbrennungsbedingungen bzw. der<br />
Betriebszustand in dem sich die Verbrennungsanlage befindet, sind Faktoren, die bestimmte<br />
Emissionsarten beeinflussen können. Entsprechend sind in der Tabelle 1 unter dem<br />
jeweiligen Einflussfaktor nur diejenige Emissionsarten aufgeführt, die durch diesen Faktor<br />
auch wesentlich beeinflusst werden. Es sind typische Emissionswerte angegeben, die<br />
aufgrund der vielen beeinflussenden Parameter grossen Schwankungen unterliegen.<br />
Tabelle 1 Typische Werte für Schadstoffkonzentrationen im Rohgas von <strong>Holz</strong>feuerungen.<br />
Betriebszustand: regulärer Betrieb<br />
[mg/Nm 3 tr.]<br />
beim Russblasen<br />
[mg/Nm 3 tr.]<br />
Staub 2'500 6'000-8'000<br />
Brennstoffart: Frischholz<br />
[mg/Nm 3 tr.]<br />
Altholz<br />
[mg/Nm 3 tr.]<br />
NOX 250 600-800<br />
SO2 50 200<br />
HCl 5 500<br />
HF 0.5 20<br />
Pb 1 10<br />
Cd 0.01 0.1<br />
Hg 0.01 0.3<br />
PCDD/F 0.3 ng TE/Nm 3 2 ng/Nm 3 tr.<br />
Feuerungstechnik: Handbeschickte<br />
Kleinfeuerung<br />
[mg/Nm 3 tr.]<br />
CO 1'000 - 3'000 < 100<br />
VOC 50 - 200 1 - 2<br />
Grossfeuerungsanlage<br />
mit geregelter Luftzufuhr<br />
[mg/Nm 3 tr.]<br />
Dr.-Ing. Markus Franz | <strong>Rauchgasreinigung</strong> 3
Rohgaszusammensetzung<br />
1.1 Staub<br />
Das Rohgas einer <strong>Holz</strong>feuerung hat einen Staubgehalt von 2'000 bis 3'000 mg/Nm 3 . Die Art<br />
des <strong>Holz</strong>brennstoffs hat so gut wie keinen Einfluss auf die Höhe der Staubentwicklung,<br />
entscheidender sind die Betriebsbedingungen. Wenn beispielsweise der Kessel mit<br />
Russbläsern abgereinigt wird, kann die Staubkonzentration bis auf 6'000 mg/Nm 3 ansteigen.<br />
Die im Rauchgas von <strong>Holz</strong>feuerungen auftretenden Staubpartikel bestehen mehrheitlich aus<br />
Salzen, Russ und Teeren. Salze sind die Rückstände der anorganischen Bestandteile des<br />
<strong>Holz</strong>brennstoffs, die bei der Verbrennung in die Gasphase transferiert werden und dort zu<br />
Salzdämpfen (KCl, NaCl, K2SO4) reagieren. Aufgrund von Kondensation oder Resublimation<br />
dieser Salzdämpfe kommt es schliesslich zur Bildung von anorganischen Staubpartikeln im<br />
Rauchgas. Bei optimaler Verbrennung und hohen Temperaturen dominieren Salze die<br />
Staubfracht.<br />
Russ und Teere werden bei geringen Verbrennungstemperaturen aus flüchtigen organischen<br />
Verbindungen gebildet. Primäre Teere werden bei mittleren Temperaturen durch Pyrolyse<br />
aus dem Brennstoff freigesetzt. Diese primären Teere reagieren dann bei 700 bis 850°C zu<br />
sekundären Teeren (Polyzyklische Aromatische Kohlenwasserstoffe, PAK). Bei der<br />
Abkühlung der Rauchgase kondensieren die primären und sekundären Teere zu Tröpfchen<br />
aus und bilden auf diese Weise Aerosole. Die Russbildung setzt erst bei hohen<br />
Temperaturen ab etwa 850°C in Zonen mit Sauerstoffmangel ein, wo ausgelöst durch lokale<br />
Flammenlöschungen aus den sekundären Teeren durch Freisetzung von Wasserstoff sich<br />
elementarer Kohlenstoff bildet.<br />
1.2 Stickstoffoxidemissionen<br />
Die Stickstoffoxide NO und NO2 werden zusammen als NOX bezeichnet. Das NOX in den<br />
Abgasen von Verbrennungsvorgängen besteht überwiegend aus Stickstoffmonoxid NO, das<br />
dann in der Atmosphäre zu NO2 übergeht. Bei Konzentrationsangaben wird unabhängig von<br />
der tatsächlichen Zusammensetzung des Abgases NOX als NO2 berechnet.<br />
Es gibt drei mögliche Gasphasenreaktionen, in denen Stickstoffoxide gebildet werden<br />
können:<br />
� Die Bildung des thermischen NOX erfolgt durch Oxidation des Luftstickstoffs durch<br />
Sauerstoffradikale. Die Reaktion läuft erst bei hohen Temperaturen (über 1300°C)<br />
ausreichend schnell ab.<br />
� Beim Prompt-NOX spielen Reaktionen zwischen den in der Verbrennungszone<br />
vorhandenen CH-Radikalen und N2 eine entscheidende Rolle. Bei diesem<br />
Reaktionsmechanismus werden stickstoffhaltige Zwischenprodukte gebildet,<br />
überwiegend HCN, die dann zu NO weiteroxidiert werden.<br />
� Die Brennstoff-NOX-Bildung, bei der im Brennstoff atomar gebundener Stickstoff in der<br />
Flammenfront zu NO oxidiert wird.<br />
Dr.-Ing. Markus Franz | <strong>Rauchgasreinigung</strong> 4
Rohgaszusammensetzung<br />
Alle Arten der NO-Bildung werden bei höheren Temperaturen und längeren Verweilzeiten<br />
der reagierenden Gase im Hochtemperaturbereich begünstigt. In den Brennräumen von<br />
<strong>Holz</strong>feuerungen sind die Verbrennungstemperaturen jedoch generell kleiner als 1300°C, so<br />
dass die Bildung von thermischem NOX nicht von Bedeutung ist. Ebenso ist die Prompt-NO-<br />
Bildung generell von untergeordneter Bedeutung. Die NOX-Emissionen aus der<br />
<strong>Holz</strong>verbrennung sind demzufolge ausnahmslos auf den Brennstoffstickstoff zurückzuführen,<br />
der bei der Verbrennung zunächst in Form von gasförmigem Ammoniak oder<br />
Cyanwasserstoff freigesetzt wird, welche dann im weiteren Verlauf der Verbrennung<br />
teilweise zu Stickoxiden oxidiert werden.<br />
Bei der Verbrennung von Waldholz, das 0.2 bis 0.5% organisch gebundenen Stickstoff<br />
enthält, sind Stickstoffoxidemissionen zwischen 100 und 250 mg/m 3 zu erwarten. Das<br />
Verbrennen von stickstoffreicheren pflanzlichen Brennstoffen wie Stroh, Grass oder<br />
Rapsschrot führt zu NOX-Werte bis 500 mg/m 3 . Bei der Verbrennung von bestimmten<br />
Altholzsortimenten, in denen Spanplatten oder beschichtete <strong>Holz</strong>werkstoffe mit hohen<br />
Stickstoffgehalten zwischen 3 bis 5% enthalten sind, können die NOX-Emissionswerte bis auf<br />
800 mg/m 3 ansteigen. Es gibt jedoch keinen linearen Zusammenhang zwischen NOX-<br />
Emissionen und Stickstoffgehalt im Brennstoff. Mit zunehmendem Stickstoffgehalt wird ein<br />
immer geringerer Anteil des Brennstoffstickstoffs in NOX-Emissionen überführt. Bei geringen<br />
Stickstoffgehalten unter 0.5% werden 30 – 50% des Brennstoffstickstoffs zu Stickoxiden<br />
umgesetzt. Beträgt der Stickstoffgehalt im Brennstoff mehr als 1%, werden davon nur noch<br />
ca. 10% in NOX-Emissionen überführt.<br />
1.3 Schwefeloxide<br />
Schwefeloxide (SOX) werden bei der vollständigen Oxidation des organisch im Brennstoff<br />
gebundenen Schwefels gebildet. Hauptsächlich entsteht dabei SO2 (> 95%), allerdings wird<br />
bei tieferen Temperaturen auch SO3 gebildet (< 5%). Rund 60% des Brennstoffschwefel wird<br />
zu SOX umgewandelt und somit in die Gasphase überführt. Der übrige Anteil verbleibt in der<br />
Asche. Bei hohen SO2-Konzentrationen werden Alkalichloride bereits im Rauchgasstrom<br />
sulfatisiert. Es bildet sich z.B. Kaliumsulfat (K2SO4), so dass eine geringe Schwefelmenge<br />
auch in Form von flüchtigen Alkalisulfaten im Rauchgas vorhanden ist.<br />
1.4 Chlor- und Fluorwasserstoff<br />
Hölzer und andere Biomassen weisen unterschiedliche Chlorgehalte auf. Während Waldholz<br />
einen sehr geringen Chlorgehalt hat, können in Einjahrespflanzen sowie im Altholz grössere<br />
Mengen an Chlor enthalten sein. Das in den <strong>Holz</strong>brennstoffen enthaltene Chlor wird bei der<br />
Verbrennung zu 40 bis 95% in die Asche eingebunden, die übrigen Anteile werden gasförmig<br />
in das Rauchgas freigesetzt, entweder in Form von Chlorwasserstoff oder als Alkali- und<br />
Schwermetallchloride. Aus anorganischen Chlorsalzen kann wiederum Chlorwasserstoff<br />
durch Thermohydrolyse freigesetzt werden. Bei chlororganischen Verbindungen wird bei<br />
Dr.-Ing. Markus Franz | <strong>Rauchgasreinigung</strong> 5
Rohgaszusammensetzung<br />
erhöhter Temperatur (bei PVC z.B. ab 150°C) Chlorwasserstoff direkt aus dem Molekül<br />
abgespalten. So reicht ein PVC-Anteil im Brennstoff von weniger als 0.1% bereits aus, um im<br />
Abgas den LRV-Emissionswert für Chlorwasserstoff von 30 mg/m 3 zu überschreiten.<br />
Fluorverbindungen sind im naturbelassenen <strong>Holz</strong> nur im Spurenbereich zu finden.<br />
Wesentliche Fluoreinträge sind bei bestimmten <strong>Holz</strong>schutzmitteln zu erwarten. Durch<br />
Thermohydrolyse wird aus den anorganischen Fluorsalzen ein Teil des Halogens als<br />
Fluorwasserstoff freigesetzt. Fluororganische Kunststoffe sind bei <strong>Holz</strong>abfällen<br />
bedeutungslos.<br />
1.5 Kohlenmonoxidemissionen<br />
Kohlenmonoxid lässt sich im Abgas von <strong>Holz</strong>feuerungen stets nachweisen. Erhöhte CO-<br />
Konzentrationen zeigen einen unvollständigen Verbrennungsprozess infolge<br />
Sauerstoffmangels oder zu niedrigen Verbrennungstemperaturen an. Handbeschickte<br />
<strong>Holz</strong>feuerungen haben wegen unzulänglicher Luftregelung zum Teil recht hohe CO-<br />
Emissionswerte. In Grossfeuerungsanlagen, die mit einer kontinuierlichen<br />
Brennstoffbeschickung sowie mit einer gestuften und geregelten Luftzufuhr ausgestattet<br />
sind, lassen sich die CO-Emissionen auf Werte unter 100 mg/Nm 3 vermindern.<br />
1.6 VOC-Emissionen<br />
Unter dem Sammelbegriff VOC (Volatile Organic Compounds) verbirgt sich eine Vielzahl von<br />
flüchtigen Kohlenwasserstoffverbindungen, die Zwischenprodukte des<br />
Verbrennungsvorgangs sind. Sie entstehen in sauerstoffarmen Bereichen der Flamme und<br />
haben im Abgas eine gewisse Beständigkeit. Die dominierenden VOC's sind C1-, C2- und C6-<br />
Verbindungen. Wesentliche C1-Verbindungen sind Methan und Formaldehyd, bei den C2-<br />
Verbindungen handelt es sich hauptsächlich um Ethan, Ethen und Acetaldehyd. Die C1- und<br />
C2-VOC's machen etwa 70 bis 80% der Gesamtmasse an organischen Verbindungen aus.<br />
Die wichtigsten C6-Verbindungen sind Benzol und Toluol, wobei das Benzol einen Anteil<br />
zwischen 5 und 10% an der Gesamtmasse der VOC-Kohlenwasserstoffe hat.<br />
Wie schon beim CO ist auch das Auftreten von VOC's im Rauchgas ein Hinweis auf eine<br />
unvollständige Verbrennung. Hohe VOC-Konzentrationen verursachen zudem<br />
Geruchsemissionen. Niedrige Kohlenwasserstoffemissionen sind daher bei der<br />
<strong>Holz</strong>verbrennung besonders wichtig, um eine Belästigung durch geruchsintensive Abgase zu<br />
vermeiden. In gut konstruierten Feuerungsanlagen, in denen alle Ausbrandbedingungen<br />
optimal umgesetzt sind (3-T-Regel: Temperature, Time, Turbulence), liegen die<br />
Emissionswerte für Kohlenwasserstoffe häufig im Bereich der Nachweisgrenze (1 bis 2<br />
mg/m 3 ).<br />
Dr.-Ing. Markus Franz | <strong>Rauchgasreinigung</strong> 6
Rohgaszusammensetzung<br />
1.7 Schwermetalle<br />
In allen Biomassebrennstoffen sind Spuren von Schwermetallen enthalten, wobei Kupfer,<br />
Blei, Cadmium und Quecksilber am relevantesten sind. Die meisten Schwermetalle werden<br />
bei der <strong>Holz</strong>verbrennung zum grössten Teil mit der Schlacke ausgetragen. Ein anderer Teil<br />
ist an Staubpartikeln gebunden. Eine wirkungsvolle Entstaubung ist somit gleichzeitig auch<br />
eine wirkungsvolle Schwermetallabscheidung. Eine Ausnahme bildet das leichtflüchtige<br />
Quecksilber, das durch den Verbrennungsprozess quantitativ ins Rauchgas gelangt und<br />
teilweise auch nicht an die Staubemissionen gekoppelt ist. Wenn daher quecksilberhaltiges<br />
Altholz nicht ausgeschlossen werden kann, muss in der <strong>Rauchgasreinigung</strong> neben einer<br />
sehr effektiven Staubabscheidung auch eine adsorptive Stufe zur Verhinderung von<br />
Quecksilberemissionen vorhanden sein. Gasförmiges Quecksilber kann mittels Aktivkohle<br />
bzw. Herdofenkoks quantitativ aus dem Rauchgas entfernt werden.<br />
1.8 Polychlorierte Dioxine und Furane<br />
Dioxine können in kleinsten Mengen in fast allen Rauchgasen der <strong>Holz</strong>verbrennung<br />
nachgewiesen werden. Polychlorierte Dibenzo-Dioxine (PCDD) und Dibenzofurane (PCDF)<br />
sind eine Gruppe hochtoxischer Verbindungen, deren Grundkörper aus zwei aromatischen<br />
Ringen besteht, die durch ein bzw. zwei Sauerstoffbrücken miteinander verbunden sind. Die<br />
Chloratome können an insgesamt acht Positionen an die Ringe gebunden sein, so dass eine<br />
grosse Anzahl an Stellungsisomeren möglichen ist (75 PCDD, 135 PCDF). Die Toxizität<br />
jeder Verbindung wird mit einem Gewichtungsfaktor (Äquivalent) bewertet. Für das 2,3,7,8-<br />
PCDD (sog. Seveso-Gift) wurde das Äquivalent "Eins" festgelegt. Mit der Summe der<br />
Wichtung erhält man das sogenannte Toxizitätsäquivalent (TE).<br />
Abbildung 2 Strukturformeln der polychlorierten Dibenzofurane (PCDF) und Dibenzodioxine (PCDD) mit<br />
Zahl der möglich Isomeren.<br />
Dr.-Ing. Markus Franz | <strong>Rauchgasreinigung</strong> 7
Rohgaszusammensetzung<br />
Die Dioxine gelangen in der Regel nicht aufgrund einer Brennstoffverunreinigung in das<br />
Rauchgas einer <strong>Holz</strong>feuerung. Die Ursache für Dioxinemissionen ist vielmehr eine De-Novo-<br />
Synthese, bei der es unter bestimmten Bedingungen in der Feuerungsanlage zu<br />
Neubildungen von Dioxinen kommen kann. Voraussetzung für die De-Novo-Synthese sind<br />
die Anwesenheit von Chlor und von bestimmten Vorläuferverbindungen (Präkursoren) sowie<br />
ein Temperaturfenster zwischen etwa 180 und 500°C. Bei Temperaturen oberhalb von<br />
500°C werden Dioxine in Gegenwart von Sauerstoff oxidativ zerstört. Die entscheidenden<br />
Präkursoren für die Dioxinbildung sind bestimmte höherkettige Kohlenwasserstoffe, z.B. PAK<br />
oder chlorierte Aromaten wie das Pentachlorphenol (PCP), welches über viele Jahre ein<br />
gebräuchliches <strong>Holz</strong>schutzmittel war.<br />
Untersuchungen haben gezeigt, dass ein erhöhter Brennstoff-Chlorgehalt bei einer<br />
optimierten Verbrennungsführung keine signifikanten Auswirkungen auf die Bildung von<br />
PCDD/F hat. Insofern muss die Verbrennung von chlorhaltigen Biomassebrennstoffen<br />
(einjährige Pflanzen, Althölzer) nicht von vornherein höhere PCDD/F-Emissionen zur Folge<br />
haben. Viel entscheidender für die beim Abkühlen der Rauchgase stattfindende De-Novo-<br />
Synthese ist die Anwesenheit der Präkursoren. Wenn diese im Rauchgas vermieden<br />
werden, z.B. durch die Einhaltung einer Mindestverbrennungstemperatur und einer<br />
Mindestverweilzeit der Rauchgase im Feuerraum, kann die Neubildung von PCDD/F<br />
drastisch reduziert werden. Eine moderne Feuerungsleistungsregelung, die heutzutage in<br />
allen Grossfeuerungsanlagen eingesetzt wird und mit deren Hilfe die Feuerungsführung<br />
optimiert und der Ausbrand der Rauchgase deutlich verbessert werden kann, ist daher eine<br />
äusserst wirksame Massnahme zur Verhinderung von Dioxinemissionen. In Verbindung<br />
einer Abscheidung der Restdioxingehalte an Aktivkohlen gelingt es, den PCDD/F-Grenzwert<br />
um den Faktor 30 zu unterschreiten.<br />
2 Emissionsgrenzwerte und faktische Emissionsdaten<br />
In der Schweiz wurde vom Gesetzgeber die Luftreinhalte-Verordnung (LRV) und in<br />
Deutschland die 17. Bundes-Immissionsschutz-Verordnung (17. BImSchV) erlassen. In<br />
Tabelle 2 sind die Emissionsgrenzwerte aufgeführt, die in beiden Ländern für<br />
Altholzverbrennungsanlagen gültig sind. Die angegebenen Konzentrationen beziehen sich<br />
jeweils auf Tagesmittelwerte und werden auf einen Sauerstoffgehalt von 11% und auf das<br />
Volumen des Abgases im Normzustand (0°C, 1013 mbar) nach Abzug des Feuchtegehaltes<br />
(trocken) umgerechnet.<br />
Beim Vergleich der beiden Verordnungen fällt auf, dass es nur wenige Übereinstimmungen<br />
gibt. Identisch sind in beiden Ländern lediglich die Grenzwerte für Staub und SOX, ansonsten<br />
kennt die 17. BImSchV durchweg strengere Grenzwerte. Eine Ausnahme gibt es bezüglich<br />
der NOX-Emissionen, wo in der Schweiz ein schärferer Grenzwert von 150 mg/Nm 3<br />
verordnet ist gegenüber 200 mg/Nm 3 nach der 17. BImSchV. In der Schweiz werden bei<br />
Dr.-Ing. Markus Franz | <strong>Rauchgasreinigung</strong> 8
Emissionsgrenzwerte und faktische Emissionsdaten<br />
Neuanlagen in den Genehmigungen jedoch mittlerweile NOX-Grenzwerte von 100 mg/Nm 3 ,<br />
vereinzelt sogar 80 mg/Nm 3 gefordert. Ein hochwirksames Entstickungsverfahren ist daher<br />
unabdingbarer Bestandteil eines <strong>Holz</strong>kraftwerks.<br />
Tabelle 2 Schweizerische und deutsche Emissionsgrenzwerte für Altholzverbrennungsanlagen<br />
Schadstoffe LRV<br />
Tagesmittelwert<br />
[mg/Nm 3 ]<br />
17. BImSchV<br />
Tagesmittelwert<br />
[mg/Nm 3 ]<br />
Gesamtstaub 10 10<br />
CO 250 50<br />
NOX (als NO2) 150 200<br />
SOX (als SO2) 50 50<br />
NH3 30 k.A.<br />
VOC 50 10<br />
HCl 30 10<br />
HF 5 1<br />
Summe Pb und Zn 5 0.5*<br />
Hg 0.2 0.03<br />
Cadmium 0.1 0.05 (Cd+Tl)<br />
Dioxine/Furane k.A. 0.1 [ng/Nm 3 ]<br />
*(Summe der Schwermetalle Sb, As, Pb, Cr, Co, Cu, Mn, Ni, V, Sn)<br />
Die deutlichsten Unterschiede zwischen LRV und 17. BImSchV bestehen bei den<br />
Parametern NH3 und PCDD/F. Für Ammoniak ist nach LRV ein Grenzwert von 30 mg/Nm 3<br />
einzuhalten, während die 17. BImSchV keinen Grenzwert für Ammoniak kennt. Andererseits<br />
fehlt in der schweizerischen LRV ein Dioxin-Grenzwert. In Deutschland wurde Anfang der<br />
90er Jahre die 17. BImSchV mit einem PCDD/F-Grenzwert von 0.1 ng TE/Nm 3 beschlossen,<br />
der ab Ende 1996 auch für Altanlagen galt. Jedoch wird in einigen Kantonen von den<br />
Lufthygieneämtern ein Dioxin-Grenzwert verordnet, der sich an der deutschen Verordnung<br />
anlehnt.<br />
Abgesehen von den gesetzlichen Emissionsgrenzwerten werden in fast allen<br />
<strong>Holz</strong>verbrennungsanlagen zum Teil deutlich niedrigere Emissionswerte erreicht. Hiervon<br />
ausgenommen ist in der Regel der NOX-Wert. In der Tabelle 3 sind die Resultate von<br />
Emissionsmessungen am schweizerischen <strong>Holz</strong>kraftwerk in Domat/Ems und am deutschen<br />
Biomasseheizkraftwerk Flohr in Neuwied gezeigt. Die beiden <strong>Holz</strong>kraftwerke haben mit 38<br />
Dr.-Ing. Markus Franz | <strong>Rauchgasreinigung</strong> 9
Emissionsgrenzwerte und faktische Emissionsdaten<br />
MW (Domat/Ems) bzw. 30 MW (Neuwied) ähnliche Feuerungswärmeleistungen. Die in<br />
beiden Anlagen eingesetzten <strong>Holz</strong>brennstoffe sind jedoch völlig verschieden. Während im<br />
Block III des <strong>Holz</strong>kraftwerks Domat/Ems zum Zeitpunkt der Messung nur Waldfrischholz<br />
gefeuert wurde, wurde beim Biomasse-Heizkraftwerk Flohr eine reine Altholzmischung aus<br />
75% AI/AII-<strong>Holz</strong> und 25% AIII/AIV-<strong>Holz</strong> eingesetzt.<br />
Tabelle 3 Emissionsmessungen am Block III des <strong>Holz</strong>kraftwerks in Domat/Ems und am<br />
Biomasseheizkraftwerk Flohr in Neuwied. Für Block III sind Mittelwerte über sieben Stunden und für Flohr<br />
sind die Jahresmittelwerte für 2007 angegeben. Alle Messwerte sind auf 11% O2 bezogen.<br />
Parameter Domat/Ems Block III<br />
Waldholz<br />
[mg/m 3 ]<br />
BHKW Flohr 1<br />
Altholz AI-AIV<br />
[mg/m 3 ]<br />
Staub 0.6 0.32<br />
Blei und Zink < 0.09 0.08<br />
Quecksilber < 0.002 0.00027<br />
Cadmium < 0.004 0.0011<br />
SO2 0.7 0.57<br />
NOX 74 121.13<br />
HCl 0.07 3.39<br />
HF < 0.04 0<br />
NH3 12 0.32<br />
VOC 3 0.05<br />
CO 73 23.33<br />
Dioxine/Furane als TEQ 0.03 ng/m 3 0.002 ng/m 3<br />
In beiden Anlagen ist zur Stickoxidreduktion eine SNCR-Anlage mit einer Eindüsung von<br />
Harnstoff und zur weitergehenden <strong>Rauchgasreinigung</strong> das Trockensorptionsverfahren mit<br />
Zugabe von Kalkhydrat als Absorbens installiert. In Domat/Ems war die SNCR-Anlage zum<br />
Zeitpunkt der Messung in Betrieb, was man auch an dem im Vergleich zur Anlage Flohr<br />
deutlich höheren NH3-Wert ablesen kann. Andererseits ist der sehr niedrige NH3-Wert, der<br />
an der Kesselanlage Flohr gemessen wurde, ein Indiz dafür, dass die SNCR-Anlage bei der<br />
Messung ausser Betrieb war. In Flohr hat sich gezeigt, dass die Stickoxidemissionen<br />
feuerungstechnisch bereits so weit reduziert werden können, dass kurz nach der<br />
1 Andries Adema et.al.: Trockene Abgasreinigung für Grossdampferzeuger, Biomasse- und<br />
Müllverbrennungsanlagen unter Einsatz von Kalkhydrat und Natriumbicarbonat, VGB PowerTech 1/2<br />
(2009) Seite 81-87<br />
Dr.-Ing. Markus Franz | <strong>Rauchgasreinigung</strong> 10
Emissionsgrenzwerte und faktische Emissionsdaten<br />
Inbetriebnahme die SNCR-Anlage ausser Betrieb genommen wurde. Der in Tabelle 3 für das<br />
BHKW Flohr genannte NOX-Wert stellt demzufolge die Emissionen ohne SNCR-Betrieb dar.<br />
Dass es gelingt, ohne Nachbehandlung der Abgase einen mittleren Stickoxidgehalt von 121<br />
mg/Nm 3 bei der Verbrennung von Altholz zu erreichen, ist ein schönes Beispiel dafür, wie es<br />
möglich ist, mit einer modernen Feuerungsleistungsregelung einen homogenen,<br />
emissionsarmen Verbrennungsprozess zu realisieren.<br />
Schliesslich sollen noch die Resultate der Staubmessungen herausgestellt werden, die den<br />
Gesamtstaubgehalt wiedergeben. Durch die effektive Staubabscheidung in Gewebefiltern<br />
gelingt es, den niedrigen Staubgrenzwert der LRV und der 17. BImSchV in Höhe von 10<br />
mg/Nm 3 um den Faktor 17 bis 31 zu unterschreiten. Von besonderem Interesse ist auch,<br />
welcher Anteil des Gesamtstaubgehalts als Feinstaub mit einer Partikelgrösse unter 10 �m<br />
(PM10) bzw. unter 2.5 �m (PM2.5) emittiert wird. Untersuchungen zur Grössenverteilung der<br />
Staubpartikel haben gezeigt, dass nur ca. 10% des Gesamtstaubgehaltes eine<br />
Partikelgrösse unter 10 �m hat und somit als Feinstaub (PM10) zu deklarieren ist.<br />
<strong>Holz</strong>kraftwerke sind daher keine relevante Quelle für Feinstaub. Die wesentlichen<br />
Verursacher von Feinstaub sind der Strassenverkehr, industrielle Produktionsprozesse und<br />
Kleinfeuerungen, die meist ohne leistungsfähige Filter zur Staubabscheidung ausgestattet<br />
sind. Die in <strong>Holz</strong>kraftwerken und Abfallverbrennungsanlagen eingesetzte hocheffektive<br />
Entstaubungstechnik kann sogar dazu führen, dass die Feinstaubgehalte im Rauchgas einer<br />
Abfallverbrennungsanlage geringer sind als die angesaugte Verbrennungsluft. Dies<br />
jedenfalls haben Untersuchungen des Anlagenbauers Von Roll und der Universität Zürich für<br />
die KVA Hinwil ergeben (Abbildung 3).<br />
Abbildung 3 Reingaswerte der KEZO (Kehrichtverwertung Zürcher Oberland) 2 .<br />
2 Brunner, M.: Trends und Highlights der thermischen Abfallbehandlung in Europa.<br />
Vortragsmanuskript, Tagung "Energie aus Abfall", 01.02.2007<br />
Dr.-Ing. Markus Franz | <strong>Rauchgasreinigung</strong> 11
Stickoxidminderung<br />
3 Stickoxidminderung<br />
In <strong>Holz</strong>kraftwerken wird zur Stickoxidminderung hauptsächlich das Verfahren der selektiven<br />
nicht-katalytischen Reduktion (SNCR) eingesetzt. Bei dieser Methode werden die Stickoxide<br />
bereits in den Kesselzügen abgebaut, indem ein Reduktionsmittel in den heissen<br />
Rauchgasstrom eingedüst wird, welches NO zu elementarem Stickstoff reduziert. Für den<br />
grosstechnischen Einsatz haben sich Ammoniakwasser und Harnstofflösungen als<br />
Reduktionsmittel durchgesetzt. Die Reaktionen mit Ammoniak bzw. Harnstoff verlaufen<br />
gemäss den folgenden Brutto-Reaktionsgleichungen, die sich aus zahlreichen<br />
Einzelreaktionen zusammensetzen:<br />
3.1 Ammoniak als Reduktionsmittel<br />
Ammoniak reagiert nicht direkt mit NO-Molekülen, da die Reaktivität von Ammoniak dafür zu<br />
gering ist. Die Umsetzung kann erst erfolgen, nachdem in einem ersten Reaktionsschritt in<br />
Gegenwart von OH-Radikalen ein NH2-Radikal aus dem Ammoniak gebildet wurde.<br />
Erst in einem zweiten Reaktionsschritt ist ausgehend vom NH2-Radikal eine Reduktion des<br />
NO unter Bildung von Stickstoff und Wasserdampf möglich.<br />
In Konkurrenz zur gewünschten Reaktion des NH2-Radikals mit NO steht dessen<br />
Weiteroxidation, die schliesslich zu unerwünschtem "de novo NO" führt. Welcher<br />
Reaktionspfad überwiegend beschritten wird, hängt vom Angebot an oxidierenden OH- und<br />
O-Radikalen ab. Einerseits wird eine gewisse Mindestkonzentration an OH- und O-Radikalen<br />
benötigt, um eine ausreichende Reaktionsgeschwindigkeit für die Bildung des NH2-Radikals<br />
zu erzielen. Andererseits ist eine zu hohe Konzentration von Nachteil, denn die NH2-Radikale<br />
werden dann zu NO oxidiert, anstatt bereits vorliegendes NO abzubauen. Für eine effektive<br />
NOX-Minderung durch die SNCR-Reaktion ist daher eine optimale Konzentration an OH- und<br />
O-Radikalen von entscheidender Bedeutung. Da die benötigten OH- und O-Radikale<br />
vorwiegend durch thermischen Zerfall von O2 oder H2O-Molekülen in der Gasphase erzeugt<br />
werden, wird deren Konzentration in erster Linie durch die Gastemperatur bestimmt. Anstelle<br />
einer optimalen Radikalenkonzentration kann daher auch ein optimales Temperaturfenster<br />
angegeben werden, in welchem hinreichende Entstickungsgrade möglich sind.<br />
Dr.-Ing. Markus Franz | <strong>Rauchgasreinigung</strong> 12
Stickoxidminderung<br />
Abbildung 4 SNCR mit Ammoniak. NOX-Umsatz als Funktion der Temperatur und als Parameter, 10%<br />
H2O und 4% O2. 3<br />
In Abbildung 4 ist der NOX-Umsatz in Abhängigkeit der Temperatur dargestellt. Die vier<br />
Kurvenverläufe unterscheiden sich durch den stöchiometrischen Faktor , durch den<br />
beschrieben wird, wie viele Mole an reduzierendem Stickstoff in Form von Ammoniak oder<br />
Harnstoff pro Mole Stickoxid dem Rauchgas zugegeben worden sind. Anhand der<br />
Kurvenverläufe wird deutlich, wie stark die SNCR-Reaktion von der Temperatur beeinflusst<br />
wird. Ein hoher NO-Umsatz wird in einem Temperaturfenster von etwa 900 bis 1000°C<br />
erreicht. Optimale Bedingungen für die Reduktion von NO mit NH3 herrschen bei 950°C. Zu<br />
den Rändern des optimalen Temperaturfensters hin nimmt der Wirkungsgrad des SNCR-<br />
Verfahrens stark ab. Bei zu hohen Temperaturen steigt die Radikalenkonzentration so weit<br />
an, dass in zunehmendem Masse Ammoniak zu NO oxidiert wird und für die SNCR-Reaktion<br />
nicht mehr zur Verfügung steht. Bei Temperaturen unterhalb von 900°C ist die<br />
Reaktionsgeschwindigkeit so gering, dass nicht umgesetztes NH3 aus dem optimalen<br />
Temperaturbereich des Prozesses ausgetragen wird. Das ausgetragene NH3 wird zu einem<br />
gewissen Teil emittiert (Ammoniakschlupf), zum überwiegenden Teil jedoch bei niedrigen<br />
Temperaturen in nachgeschalteten Anlagenteilen der <strong>Rauchgasreinigung</strong> in Form von<br />
Ammoniumsalzen wieder abgeschieden wird, was zu Sekundärproblemen in diesen<br />
Anlagenteilen führen kann.<br />
3.2 Harnstoff als Reduktionsmittel<br />
Neben Ammoniak ist Harnstoff ein sehr beliebtes Reduktionsmittel für das SNCR-Verfahren.<br />
Anstatt Ammoniakwasser wird eine Harnstofflösung in das Rauchgas gesprüht. Die<br />
harnstoffhaltigen Wassertropfen verdampfen und der Harnstoff wird in einem ersten<br />
Reaktionsschritt zu Ammoniak (NH3) und Isocyansäure (HNCO) zersetzt. Die thermische<br />
Zersetzung des Harnstoff findet in einem Temperaturbereich von 200 bis 450°C statt.<br />
3 M. Koebel, M. Elsener: Entstickung von Abgasen nach dem SNCR-Verfahren: Ammoniak oder<br />
Harnstoff als Reduktionsmittel. Chem.-Ing.-Tech. 64 (1992) Nr. 10, S. 934-937<br />
Dr.-Ing. Markus Franz | <strong>Rauchgasreinigung</strong> 13
Stickoxidminderung<br />
Die beim Primärzerfall gebildete Isocyansäure wird anschiessend bei Anwesenheit von<br />
Wasser zu Ammoniak und Kohlendioxid hydrolysiert. Die Hydrolyse der Isocyansäure läuft in<br />
der Wasserphase spontan ab. In der Gasphase jedoch kann die Isocyansäure auch bei<br />
Anwesenheit von Wasserdampf bis zu Temperaturen von 700-1000°C für mehrere<br />
Sekunden stabil sein.<br />
Aus beiden Reaktionsgleichungen ergibt sich die Bruttoumsatzgleichung für die<br />
Thermohydrolyse des Harnstoffs:<br />
Abbildung 5 SNCR mit Harnstoff. NOX-Umsatz als Funktion der Temperatur und als Parameter, 10%<br />
H2O und 4% O2.<br />
Abbildung 5 zeigt den Entstickungsgrad der Harnstoff-SNCR als Funktion der<br />
Reaktionstemperatur für verschiedene -Werte. Im Vergleich zu Ammoniak liegt für Harnstoff<br />
das optimale Temperaturfenster um ca. 50°C höher, d.h. ein maximaler Entstickungsgrad<br />
kann mit Harnstoff zwischen 950 – 1050°C erreicht werden, wobei die Optimaltemperatur bei<br />
etwa 1000°C liegt. Bei identischem stöchiometrischem Faktor ist aber der erreichbare<br />
Entstickungsgrad deutlich niedriger als bei Ammoniak (z.B. 87% statt 94% bei = 1.2).<br />
Während der Ammoniak-Anteil gemäss den oben aufgeführten klassischen SNCR-<br />
Reaktionen weiterreagiert, ermöglicht die parallel entstehende Isocyansäure zusätzliche<br />
Reaktionen. Dabei fällt speziell eine mögliche Lachgasbildung gemäss dem folgenden<br />
Reaktionsmechanismus ins Gewicht:<br />
Dr.-Ing. Markus Franz | <strong>Rauchgasreinigung</strong> 14
Stickoxidminderung<br />
Diese Reaktionsmöglichkeit ist für das SNCR-Entstickungsverfahren nachteilig. Koebel et.<br />
al. 4 haben anhand von Experimenten mit einer Laborapparatur gezeigt, dass bei<br />
Verwendung von Harnstoff anstatt Ammoniak als SNCR-Reduktionsmittel<br />
Lachgaskonzentrationen bis 130 ppm auftreten können (siehe Abbildung 6).<br />
Abbildung 6 SNCR mit Harnstoff bei =1.2, 10% H2O und 4% O2.<br />
3.3 Einfluss der Gaszusammensetzung<br />
Auf die SNCR-Reaktionen hat Kohlenmonoxid einen entscheidenden Einfluss, da dessen<br />
Oxidation, die nur langsam und daher über die gesamte Länge der Brennkammer erfolgt, mit<br />
einem Anstieg an OH- und O-Radikalen verbunden ist. Zunächst werden bei der CO-<br />
Oxidation zwar OH-Radikale aufgebraucht,<br />
anschliessend werden jedoch in mehreren Kettenverzweigungsreaktionen neue gebildet:<br />
In Abhängigkeit von der CO-Konzentration wurde eine Verschiebung des<br />
Temperaturfensters um 50°C (bei ca. 1000 ppm CO), 100°C (bei 0.5 % CO) bzw. 250°C (bei<br />
2% CO) zu niedrigeren Temperaturen hin beobachtet. Daher kann auch in Wirbelschicht-<br />
feuerungen das SNCR-Verfahren eingesetzt werden, obwohl die Temperaturen mit 850 bis<br />
900°C eigentlich viel zu niedrig für gute NOX-Reduktionsraten sind. Denn die in einer<br />
Wirbelschicht herrschenden hohen CO-Konzentrationen bewirken eine Verschiebung des<br />
wirksamen Temperaturfenster nach unten. Das Reduktionsmittel wird in diesem Fall direkt<br />
über dem Wirbelbett eingedüst, wo die Nachverbrennung von CO noch nicht abgeschlossen<br />
ist.<br />
4 M. Koebel, M. Elsener: Entstickung von Abgasen nach dem SNCR-Verfahren: Ammoniak oder<br />
Harnstoff als Reduktionsmittel. Chem.-Ing.-Tech. 64 (1992) Nr. 10, S. 934-937<br />
Dr.-Ing. Markus Franz | <strong>Rauchgasreinigung</strong> 15
Stickoxidminderung<br />
Damit die SNCR-Reaktion starten kann, wird eine Mindestkonzentration an Sauerstoff<br />
benötigt, um ausreichend OH- und O-Radikale zur Verfügung zu stellen. Andererseits nimmt<br />
der Wirkungsgrad der SNCR-Reaktion ab, wenn die Sauerstoffkonzentration ein gewisses<br />
Optimum überschreitet. Bei einem Anstieg der O2-Konzentration von 1 - 2% auf 10% wurde<br />
beispielsweise im Temperaturfenster zwischen 800°C und 1050°C eine Abnahme des<br />
SNCR-Wirkungsgrades um 15 - 20 Prozentpunkte beobachtet. Dies ist auf die Oxidation des<br />
Reduktionsmittels zu NO zurückzuführen. Als optimale O2-Konzentration werden je nach<br />
Temperatur und CO-Konzentration Werte zwischen 20 ppm und 5% angegeben.<br />
3.4 Einfluss der Einmischung<br />
Entscheidend für eine hohe NOX-Minderungsrate ist eine möglichst schnelle und vollständige<br />
Einmischung des Reduktionsmittels in das stickoxidbeladene Abgas bei der optimalen<br />
Temperatur. Dazu werden Lanzen eingesetzt, über die das Reduktionsmittel an mehreren<br />
Stellen des Strömungsquerschnitts fein verdüst aufgegeben wird.<br />
Die Schwierigkeit besteht nun darin, dass sich nur bedingt Stellen im Prozess finden lassen,<br />
an denen das Reduktionsmittel bei der optimalen Temperatur von 950°C zugegeben werden<br />
kann. Zudem ist die Verweilzeit des Reduktionsmittels im optimalen Temperaturfenster sehr<br />
kurz. Für den vollständigen Ablauf der SNCR-Reaktion sind Verweilzeiten zwischen 0.15<br />
Sekunden bei 950°C und 0.3 bis 0.5 Sekunden bei 850°C bzw. 750°C erforderlich. Stehen<br />
diese Verweilzeiten nicht zur Verfügung, ist der Reduktionsmittelumsatz unvollständig, und<br />
der nicht umgesetzte Anteil wird aus der Reaktionszone ausgetragen.<br />
Neben der Verteilung und der Vermischung im Rauchgas ist ein weiterer relevanter<br />
Parameter die Tropfengrösse des Reduktionsmittels. Zu kleine Tropfen würden zu schnell<br />
verdampfen und möglicherweise in einem zu hohen Temperaturbereich oder zu nahe an den<br />
kälteren Kesselwänden reagieren. Bei zu grossen Tropfen wäre die Verdampfung zu<br />
langsam, so dass die Reaktionen im niedrigen Temperaturbereich oder sogar ausserhalb<br />
des Temperaturfensters sattfinden würden. Beides hat negative Auswirkungen auf die NOX-<br />
Abscheidung und führt zu einem erhöhten NH3-Schlupf.<br />
Bei der Verwendung von Ammoniakwasser dampft das Ammoniak unmittelbar nach dem<br />
Einsprühen in das Rauchgas aus. Um zu verhindern, dass Ammoniak in der Nähe der kalten<br />
Kesselwände freigesetzt wird, muss mit einer grossen Luft- bzw. Dampfmenge eine hohe<br />
Eindringtiefe in den Feuerraum erreicht werden. Hingegen ist für die Eindüsung von<br />
Harnstofflösung in das Rauchgas ein geringerer Energieaufwand ausreichend, da die NOX-<br />
Abscheidung sowieso erst nach einer gewissen Wegstrecke stattfindet. Denn um reagieren<br />
zu können, muss der Harnstoff zuerst zersetzt werden, und die Zersetzung kann erst<br />
stattfinden, wenn die Harnstofftröpfchen komplett verdampft sind. Harnstoff reagiert also sehr<br />
viel träger als Ammoniakwasser.<br />
Dr.-Ing. Markus Franz | <strong>Rauchgasreinigung</strong> 16
Stickoxidminderung<br />
3.5 Anlagentechnik<br />
Das Schema der Abbildung 7 zeigt die Komponenten einer typischen SNCR-Anlage. Diese<br />
besteht im Wesentlichen aus einem Reduktionsmittellager, einem Misch- und Messmodul,<br />
dem Rohrleistungssystem und den Eindüslanzen, die mit Druckluft betrieben werden. Mit<br />
Hilfe von Pumpen wird das Reduktionsmittel vom Lagertank zum Misch- und Messmodul<br />
gefördert. Im Falle von Harnstoff können dazu kostengünstige Tauchpumpen eingesetzt<br />
werden. Zum Pumpen von Ammoniakwasser muss hingegen wegen der Explosionsgefahr<br />
eine separate Pumpenstation errichtet werden. Im Misch- und Messmodul erfolgt die<br />
Mischung von Reduktionsmittel und Verdünnungswasser, sowie die Aufteilung dieses<br />
Gemisches und der Luft auf die einzelnen Lanzenabgänge.<br />
Abbildung 7 Wesentliche Komponenten einer SNCR-Standardanlage. 5<br />
Im Rauchgas werden die NOX-Konzentration und die Temperaturen im oberen Kesselbereich<br />
und in der Kesseldecke gemessen. Zur Temperaturmessung werden standardmässig<br />
Thermoelemente verwendet. Zur Verteilung des Reduktionsmittels in das optimale<br />
Temperaturfenster haben sich zwei Eindüsebenen bewährt, die abhängig von der gemittelten<br />
Kesseldeckentemperatur umgeschaltet werden. Die Kosten für die SNCR-Anlage werden<br />
dabei hauptsächlich durch die Anzahl der Eindüspunkte bestimmt.<br />
Ein wesentlicher Bestandteil einer SNCR-Anlage ist das Reduktionsmittellager, wobei den<br />
erforderlichen Sicherheitsvorkehrungen und Umweltschutzvorschriften besondere Beachtung<br />
geschenkt werden muss. Aus genehmigungsrechtlichen Gründen hat sich Ammoniakwasser<br />
5 Energie aus Abfall, Band 7, TK Verlag Karl Thomé Kozmiensky (2010)<br />
Dr.-Ing. Markus Franz | <strong>Rauchgasreinigung</strong> 17
Stickoxidminderung<br />
mit einer Konzentration knapp unter 25% als optimal erwiesen. Harnstoff wird in einer<br />
wässrigen Lösung mit einer Konzentration von 40 bis 45% eingesetzt.<br />
Sowohl Harnstofflösung als auch Ammoniakwasser sind wassergefährdend. Für die<br />
Lagerung sind daher doppelwandige Behälter oder Behälter in Auffangwannen<br />
vorgeschrieben. Bei der Aufstellung im Freien werden die Behälter zudem beheizt und<br />
isoliert.<br />
Abbildung 8 Lagerbehälter für Ammoniakwasser mit Pumpenstation 6<br />
Die sicherheitstechnische Ausstattung der Tanklager unterscheidet sich erheblich, je<br />
nachdem ob Harnstofflösung oder Ammoniakwasser gelagert werden soll. Ammoniak ist ein<br />
giftiges und leicht brennbares Gas mit einem MAK-Wert von 50 ppm und einer<br />
Zündtemperatur in Luft von 630°C. Die Gefährlichkeit entsteht dadurch, dass bereits bei<br />
einer Temperatur von 38°C ein Ammoniak-Partialdruck von 1 bar erreicht wird. Daher<br />
werden an die Abfüllung und Lagerung von Ammoniakwasser umfangreichere<br />
Sicherheitsvorschriften gestellt als dies bei Harnstofflösung der Fall ist. Beispielsweise ist die<br />
Entladung von Strassentankwagen mittels Druckluft, die von bordeigenen Kompressoren<br />
erzeugt wird, im Falle von Ammoniakwasser nicht zulässig, da das verdrängte Gasvolumen<br />
aus den Lagertanks über eine Gaspendelleitung in den Tank des Lieferfahrzeugs<br />
zurückgeleitet werden muss. Dafür braucht es entsprechende Entladearme und Pumpen. Zu<br />
den weiteren Sicherheitsvorkehrungen für die NH3-Lagertanks gehören eine Gaswarnanlage<br />
(Ammoniaksensoren), ein Notabschaltsystem, beleuchtete Windrichtungsanzeiger,<br />
6 Energie aus Abfall, Band 4, TK Verlag Karl Thomé Kozmiensky (2008)<br />
Dr.-Ing. Markus Franz | <strong>Rauchgasreinigung</strong> 18
Stickoxidminderung<br />
Flammensperren am Überdruck- und Unterdruckventil, Notdusche, Augendusche und<br />
Einrichtungen zum Niederschlagen von NH3-Dämpfen bei Leckagen. Und die elektrischen<br />
Anlagen sind explosionsgeschützt auszuführen.<br />
Abbildung 9 Lagertank für Harnstofflösung 7<br />
Die meisten dieser Sicherheitsvorkehrungen sind für Harnstofflagertanks nicht nötig, da bei<br />
der Befüllung oder auch im Falle eine Behälterschadens keine gefährlichen Gase in die<br />
Umgebung entweichen können. Denn im Gegensatz zu Ammoniakwasser können<br />
Harnstofflösungen bis 106°C erwärmt werden, ohne dass Ammoniakgas entweicht. Und die<br />
Zersetzung von Harnstoff in Ammoniak und Kohlendioxid beginnt erst bei 130°C und erreicht<br />
ein Maximum bei etwa 380°C. Temperaturen, die bei der Lagerung nicht erreicht werden<br />
können.<br />
Der zusätzliche Planungs- und Genehmigungsaufwand und die genannten<br />
Zusatzeinrichtungen erhöhen die Kosten für ein Ammoniakwasser-Tanklager im Vergleich zu<br />
Harnstofftanklagern erheblich.<br />
7 Energie aus Abfall Band 4 TK Verlag Karl Thomé Kozmiensky (2008)<br />
Dr.-Ing. Markus Franz | <strong>Rauchgasreinigung</strong> 19
Stickoxidminderung<br />
Die Investitionskosten für eine SNCR-Anlage, die für einen trockenen<br />
Rauchgasvolumenstrom von 80'000 Nm 3 /h und NOX-Reingaswerte < 100 mg/Nm 3 ausgelegt<br />
ist, betragen je nach gewähltem Konzept zwischen 200'000 € und 500'000 €. Die geringeren<br />
Investitionskosten werden erzielt, wenn Harnstoff als Reduktionsmittel eingesetzt wird. Die<br />
mit Ammoniak betriebenen Anlagen führen zu höheren Kosten. SNCR-Anlagen der neuesten<br />
Generation mit akustischer Temperaturmessung und aufwendigen Eindüssystemen sind<br />
etwa doppelt so hoch in den Investitionskosten wie herkömmliche SNCR-Anlagen. Im<br />
Vergleich dazu betragen die Investitionskosten für eine katalytische DeNOX-Anlage mit 2.5<br />
Mio. € rund das Fünffache einer herkömmlichen SNCR-Anlage. Zudem sind die<br />
Betriebskosten einer katalytischen DeNOX-Anlage erheblich höher, weil infolge der höheren<br />
Gebläseleistung zur Überwindung des höheren Druckverlustes in den zusätzlichen<br />
Wärmeübertragern und dem Katalysator der Stromverbrauch steigt und außerdem für die<br />
Wiederaufheizung der Rauchgase Erdgas benötigt wird.<br />
3.6 Akustische Temperaturmessung<br />
Mit einem SNCR-Standardsystem können NOX-Grenzwerte von 120 bis 150 mg/Nm 3 bei<br />
einem NH3-Schlupf von 10 bis 15 mg/Nm 3 verlässlich eingehalten werden. Unter günstigen<br />
Betriebsbedingungen, wie sie bei der Verbrennung homogener Brennstoffe und konstanter<br />
Kessellast vorzufinden sind, sind mit diesem Konzept auch NOX-Reingaswerte unter 100<br />
mg/Nm 3 mit einem moderaten NH3-Schlupf möglich.<br />
Zur Erreichung von tieferen NOX-Reingaswerten reicht das Standardsystem nicht mehr aus.<br />
Um die NOX-Konzentrationen weiter zu reduzieren, muss unter allen vorherrschenden<br />
Betriebsbedingungen von jeder Lanze aus über den gesamten Kesselquerschnitt in das<br />
optimale Temperaturfenster eingedüst werden, das nur etwa 50 Kelvin umfasst. Infolge von<br />
ständig wechselnder Zusammensetzung des Brennstoffgemisches und bedingt durch den<br />
bei zunehmender Reisezeit zunehmenden und ungleichmässigen Verschmutzungsgrad der<br />
Heizflächen sind jedoch starke Schwankungen der Feuerraumtemperatur und<br />
Temperaturschieflagen von bis zu 150 Kelvin durchaus die Regel.<br />
Eine messtechnische Erfassung von vertikalen Temperaturprofilen bzw. horizontalen<br />
Temperaturschieflagen ist mit Thermoelementen nicht möglich. Thermoelemente haben den<br />
Nachteil, dass die aus dem Feuerraum und von den Kesselwänden abgestrahlte Wärme den<br />
Messwert beeinflusst, wodurch Differenzen zu den tatsächlichen Rauchgastemperaturen von<br />
60 bis 100 K auftreten können. Zudem bilden sich auf den Thermoelementen mit<br />
fortschreitender Reisezeit Ablagerungen, die je nach Stärke zunehmend isolierend wirken,<br />
was zur Folge hat, dass die tatsächlichen Temperaturen erst mit einer deutlichen<br />
Zeitverzögerung von mehreren Minuten im Prozessleitsystem vorliegen.<br />
Eine messtechnische Erfassung von Temperaturprofilen über den gesamten<br />
Feuerraumquerschnitt ist hingegen mit akustischen Gastemperaturmesssystemen machbar.<br />
Dr.-Ing. Markus Franz | <strong>Rauchgasreinigung</strong> 20
Stickoxidminderung<br />
Das in Echtzeit gemessene Temperaturprofil kann in Sektionen aufgeteilt und einzelnen<br />
Lanzen oder Lanzengruppen zugeordnet werden, die dann abhängig von der gemessenen<br />
Rauchgastemperatur umgeschaltet werden können. Hierdurch wird sichergestellt, dass das<br />
Reduktionsmittel auch bei schnell wechselnden Rauchgastemperaturen an die Stellen<br />
gelangt, wo der NOX-Umsatz am höchsten und der NH3-Schlupf am niedrigsten ist.<br />
Abbildung 10 Prinzipieller Aufbau eines akustischen Gastemperaturmesssystems 8<br />
In Abbildung 10 ist der Aufbau eines akustischen Temperaturmesssystems gezeigt. Das<br />
System besteht aus einer Sender- und Empfängereinheit und einer externen Steuereinheit.<br />
Bei der Messung sendet der Sender akustische Signale durch den Feuerraum, deren<br />
Schalllaufzeiten an der Sender- und Empfängerseite zeitgleich aufgezeichnet werden. Da die<br />
Wegstrecke bekannt ist, erhält man die Schallgeschwindigkeit, die in eine Temperatur, die<br />
sogenannten Pfadtemperatur umgerechnet wird. Mit mehreren kombiniert wirkenden<br />
Sender/Empfängereinheiten in einer Ebene kann dann eine zweidimensionale<br />
Temperaturverteilung ermittelt werden.<br />
Mit Hilfe der akustischen Temperaturmessung können NOX-Reingaswerte unter 100 mg/Nm 3<br />
bei einem NH3-Schlupf von weniger als 10 mg/Nm 3 dauerhaft eingehalten werden. Teilweise<br />
sind sogar NOX-Reingaswerte von 70 mg/Nm 3 bei einem NH3-Schlupf von kleiner 8 mg/Nm 3<br />
erreichbar, die bislang nur mit katalytischen Entstickungsverfahren möglich waren.<br />
8 Energie aus Abfall Band 4 TK Verlag Karl Thomé Kozmiensky (2008)<br />
Dr.-Ing. Markus Franz | <strong>Rauchgasreinigung</strong> 21
Zyklonabscheider<br />
4 Zyklonabscheider<br />
Zur Abscheidung der groben Flugasche und insbesondere von aus den Kesselzügen<br />
mitgerissenen, noch glimmenden <strong>Holz</strong>partikeln werden Zyklonabscheider verwendet, die<br />
sich wegen des einfachen Aufbaus und der grossen Betriebssicherheit in <strong>Holz</strong>kraftwerken<br />
bewährt haben. In Abbildung 11 ist die Funktionsweise und der schematische Aufbau eines<br />
Zyklons dargestellt.<br />
Abbildung 11 Zyklonschema 9<br />
Der Zyklon besteht aus einem zylindrischen Einlaufbereich mit drallerzeugender Geometrie,<br />
einem konischen Abscheideraum, einem Tauchrohr und einem Staubsammelbehälter. In der<br />
durch den tangentialen Strömungseinlass erzeugten Wirbelströmung wirken auf die Partikeln<br />
hohe Zentrifugalkräfte. Diese Kräfte sind massenproportional, so dass insbesondere die<br />
grossen Partikeln zur Aussenwand transportiert werden, während kleine Partikeln mit der<br />
Strömung zum Tauchrohr mitgerissen werden. In Abhängigkeit der Staubbeladung des<br />
Gases werden die ausgeschleuderten Partikeln entweder in spiralförmigen Bahnen, die die<br />
Zyklonwand entlang laufen, oder in breiten Strähnen, die auch die gesamte<br />
Zyklonmantelfläche bedecken können, zum Staubsammelbehälter ausgetragen. Das<br />
gereinigte Gas wird über das Tauchrohr nach oben aus dem Zyklon abgesaugt.<br />
9 Friedrich Löffler: Staubabscheiden, Georg Thieme Verlag, 1988<br />
Dr.-Ing. Markus Franz | <strong>Rauchgasreinigung</strong> 22
Zyklonabscheider<br />
Der Entstaubungsgrad eines Zyklons hängt von der Korngrösse, der Partikeldichte und der<br />
Zyklongeometrie ab. Einen wesentlichen Einfluss hat auch der Volumenstrom, mit dem sich<br />
die Gasgeschwindigkeit und der Druckverlust des Zyklons ändert. Bei einer geringeren<br />
Strömungsgeschwindigkeit vermindert sich auch die nach aussen gerichtete Zentrifugalkraft,<br />
die die Partikelabscheidung bewirkt, was insbesondere bei Teillastbetrieb einen schlechteren<br />
Entstaubungsgrad zur Folge hat. Um eine gleichbleibend hohe Abscheideleistung auch bei<br />
veränderlichen Strömungsverhältnissen zu erreichen, wird der Rauchgasstrom oftmals auf<br />
mehrere kleine, parallel geschaltete Zyklone, sogenannte Multizyklone, aufgeteilt. Ein<br />
Multizyklon für einen Abgasvolumenstrom von 700'000 m 3 /h besteht beispielsweise aus 31 x<br />
24 einzelnen Zyklonen mit einem Durchmesser von ca. 240 mm, die in einem Gehäuse<br />
installiert sind. In Abbildung 12 ist ein Multizyklon veranschaulicht. Das Abgas wird durch<br />
eine entsprechend ausgelegte Kammer auf die einzelnen Zyklone verteilt. Die gereinigte Luft<br />
gelangt jeweils über das Tauchrohr in eine obere Ausgangskammer und wird von dort durch<br />
einen Abluftkanal abgeführt. Der zentrifugierte Staub fällt aus den Zyklonen in einen unteren<br />
Auffangbehälter.<br />
Abbildung 12 Schema eines Multizyklons<br />
Mit Zyklonen können Partikel ab einer Grösse von ca. 10 �m zu 90% abgeschieden werden.<br />
Da aber ca. 10% der Flugascheteilchen kleiner als 10 �m sind, verbleibt dennoch nach der<br />
Zyklonentstaubung noch ein relativ hoher Reststaubgehalt zwischen 100 und 150 mg/Nm 3 .<br />
Zyklonabscheider eignen sich somit nicht zum Abreinigen von Feinstaub. Werden<br />
Reingasstaubgehalte deutlich unter 100 mg/Nm 3 gefordert, muss auf andere<br />
Entstaubungssysteme zurückgegriffen werden. Üblicherweise werden nach der Zyklon-<br />
Vorabscheidung Gewebefilter zur Feinstaubabscheidung eingesetzt.<br />
Dr.-Ing. Markus Franz | <strong>Rauchgasreinigung</strong> 23
Gewebefilter<br />
5 Gewebefilter<br />
Zur Entstaubung der Rauchgase aus Altholzfeuerungen werden vorwiegend Gewebefilter<br />
eingesetzt, weil nur damit der geforderte Staubemissionsgrenzwert von 10 mg/Nm 3 sicher<br />
eingehalten werden kann, denn mit Gewebefiltern können Reingaskonzentrationen von 1-10<br />
mg/Nm 3 erreicht werden. Zudem ist der hohe Abscheidegrad unabhängig vom<br />
Gasvolumenstrom, d.h. unabhängig vom Lastzustand der Anlage. Für den Einsatz eines<br />
Gewebefilters spricht weiterhin die Möglichkeit, durch Sorptionsmittelzugabe auch weitere<br />
Schadstoffe zu entfernen.<br />
Abbildung 13 Gewebefilter<br />
In Abbildung 13 ist die klassische Bauform einer Gewebefilteranlage in<br />
Mehrkammerbauweise dargestellt. Das Rohgas wird von unten in das Filtergehäuse<br />
eingeleitet, in dem zahlreiche Filterelemente aufgehängt sind. Je nach Form der<br />
eingesetzten Filterelemente unterscheidet man zwischen Schlauchfilter, Taschenfilter und<br />
Patronenfilter. In den <strong>Rauchgasreinigung</strong>sanlagen von <strong>Holz</strong>kraftwerken haben Schlauchfilter<br />
mit Druckstossabreinigung eine starke Verbreitung gefunden. Bei dieser Filterbauart ist das<br />
Filterelement ein zylindrischer Schlauch, der von aussen nach innen durchströmt wird. Die<br />
Filterschläuche sind deshalb über Stützkörbe gezogen (siehe Abbildung 14). Ein<br />
Schlauchfilter zur Reinigung von 144'000 Bm 3 Rauchgas pro Stunde hat 900 Schläuche mit<br />
5 Metern Länge.<br />
Dr.-Ing. Markus Franz | <strong>Rauchgasreinigung</strong> 24
Gewebefilter<br />
Zuerst werden die Staubteilchen im Inneren des Filtermediums abgeschieden. Mit<br />
zunehmender Filtrationszeit baut sich dann auf seiner Oberfläche eine Staubschicht auf.<br />
Dieser Staubkuchen ist die eigentliche, hochwirksame Filterschicht, die die<br />
Partikelabscheidung entscheidend verbessert. Da mit zunehmender Staubkuchendicke auch<br />
der Strömungswiderstand zunimmt, müssen die Filterelemente in regelmässigen Abständen<br />
mit Druckluft abgereinigt werden. Zur Entfernung der anhaftenden Staubschicht wird für<br />
kurze Zeit ein Spülgasstrom mit hohem Druck von oben in den Schlauch eingeleitet. Je nach<br />
Abreinigungssystem werden die Schläuche entweder einzeln oder in Reihen abgereinigt. Der<br />
gesamte Abreinigungsvorgang dauert ca. 100-200 Millisekunden, währenddessen ein<br />
Abschalten der Rohgaszufuhr nicht erforderlich ist. Es stehen deshalb für die Filtration immer<br />
nahezu 100% der Filterfläche zur Verfügung. Der für die Abreinigung benötigte<br />
Druckluftstoss wird dadurch erzeugt, dass der mit Schallgeschwindigkeit aus einer Düse<br />
austretende Treibstrahl Sekundärluft aus der Umgebung mitreisst und dadurch das 4-6 fache<br />
der Primärluft in den Filterschlauch fördert. Der mit hohem Druck in den Schlauch<br />
eintretende Luftstrahl bewirkt ein schnelles Aufblähen des Filterschlauchs und eine Umkehr<br />
der Strömungsrichtung, wodurch der anhaftende Staub abgelöst und in die Filtertrichter<br />
abgeworfen wird (siehe Abbildung 14).<br />
Abbildung 14 Filtrationsvorgang am Filterschlauch (links) und Abreinigung eines Filterschlauchs mittels<br />
Druckluftimpuls (rechts)<br />
Als Filtermedium werden neben Geweben vorwiegend nichtgewebte Filze und Vliese aus<br />
synthetischen Materialen eingesetzt. Die Filtermaterialien haben eine unterschiedliche<br />
Beständigkeit gegenüber Temperatur und aggresiven Medien. Besonders gefährdet sind die<br />
Filterschläuche durch Funkenflug und durch Temperaturen über dem zulässigen<br />
Maximalwert. Ein Gewebefilter muss daher mit einem Zyklon wirkungsvoll vor Funkenflug<br />
geschützt werden. Die Filterschläuche sind als Verschleissteile anzusehen, die nach 8'000<br />
Dr.-Ing. Markus Franz | <strong>Rauchgasreinigung</strong> 25
Gewebefilter<br />
bis 20'000 Betriebsstunden entsprechend einer Lebensdauer von 1 bis 3 Jahre erneuert<br />
werden müssen. Die Mehrkammerbauweise ermöglicht nun den Austausch der<br />
Filterschläuche im laufenden Betrieb. Für den Austausch wird jeweils eine Kammer mittels<br />
einer Klappe von der Rohgaszufuhr abgesperrt.<br />
Eine weitere Beeinträchtigung des Filterbetriebs geht auch von bestimmten Flugaschen aus,<br />
die latent hydraulisch oder hygroskopisch sind. Diese können mit Wasser zu klebrigen oder<br />
festen Hydratationsprodukten reagieren. Die Kondensation von Feuchtigkeit auf den<br />
Filterschläuchen ist daher unbedingt zu vermeiden, denn dadurch kann der Filterkuchen<br />
derart verkleben oder sich verfestigen, dass er anschliessend nicht mehr abreinigbar ist.<br />
Grundsätzlich wird daher ein Gewebefilter im Trichterbereich mit einer elektrischen<br />
Widerstandsheizung ausgestattet, um Taupunktunterschreitungen und dadurch entstehende<br />
Anbackungen zu verhindern.<br />
6 Trockensorptionsverfahren<br />
Bei der Verbrennung von Altholz kommt es zur Freisetzung von sauren Gaskomponenten<br />
wie Chlorwasserstoff (HCl), Schwefeloxiden (SO2/SO3) und in einigen Fällen auch<br />
Fluorwasserstoff (HF). Darüber hinaus können bei der Verbrennung von besonders<br />
belasteten Hölzern auch Schwermetalle (Hg, Pb, Zn) freigesetzt und Dioxine sowie Furane<br />
(PCDD/DF) gebildet werden. Zur Entfernung dieser gasförmigen Schadstoffe aus den<br />
Rauchgasen werden Trockensorptionsverfahren eingesetzt. Dabei wird vor dem<br />
Schlauchfilter im Temperaturbereich von 130 – 180°C ein pulverförmiges Sorptionsmittel in<br />
den Rauchgasstrom eingeblasen, das die genannten Schadstoffe über Chemiesorption und<br />
Adsorption an sich binden kann. Das beladene Sorptionsmittel wird schliesslich zusammen<br />
mit dem Staub in einem Schlauchfilter abgeschieden. Bereits in der Flugphase wird ein Teil<br />
der Schadgase vom Sorptionsmittel aufgenommen, die chemischen Reaktionen zwischen<br />
dem Sorptionsmittel und den Schadgase finden jedoch vorwiegend auf den Filterschläuchen<br />
in dem sich aufbauenden Filterkuchen statt. Bei der Abreinigung des Gewebefilters wird<br />
dann das mit den Schadgasen beladene Sorptionsmittel zusammen mit dem Flugstaub<br />
ausgetragen und in einem Flugaschesilo bis zur weiteren Entsorgung zwischengelagert.<br />
Die Wirksamkeit der Sorbentien ist sehr spezifisch für eine bestimmte Schadstoffart. Das<br />
saure HCl kann sehr gut mit basischem Kalkhydrat (Ca(OH)2) chemisch gebunden werden,<br />
während Dioxine und Furane besser an Aktivkohle oder Herdofenkoks (HOK) adsorbiert<br />
werden können. Zur Abscheidung sowohl von ionischem als auch von elementarem<br />
Quecksilber können auch spezielle, sulfidisch geimpfte Tonminerale eingesetzt werden. In<br />
der Regel werden verschiedene Sorbentien in Form von Additivmischungen verwendet.<br />
Gebräuchlich sind zum Beispiel Mischungen aus Kalkhydrat und 3 bis 5 Gew.-%<br />
Herdofenkoks. Andere Mischungen enthalten neben dem Kalkproduktanteil, der teilweise<br />
aus Ca(OH)2 und CaO bestehen kann, ein sulfidisch dotiertes Tonmineralgemisch.<br />
Dr.-Ing. Markus Franz | <strong>Rauchgasreinigung</strong> 26
Trockensorptionsverfahren<br />
Abbildung 15 Trockensorptionsverfahren<br />
In Abbildung 15 ist ein Anlagenfliessbild des Trockensorptionsverfahrens dargestellt. Im<br />
Einzelnen besteht die Anlage aus einem Sorptionsmittelsilo (Additivsilo), einer Dosier- und<br />
Injektionseinrichtung, mit der das Sorptionsmittel nach dem Zyklon direkt in den<br />
Rauchgaskanal eingeblasen wird, einem aus mehreren Kammern aufgebauten Gewebefilter<br />
und aus einem Flugaschesilo mit Fördereinrichtung. Darüber hinaus wird eine<br />
Druckluftanlage zum Betrieb der Filter-Abreinigungsanlage und des Flugaschesilos benötigt.<br />
Bei der in Abbildung 15 dargestellten Anlagentechnik wird quasi der Rauchgaskanal als<br />
Reaktionsraum genutzt, wobei die Verweilzeit im Gasstrom ca. 2 Sekunden betragen sollte.<br />
Jedoch ist die Ausnützung des Sorptionsmittels bei dieser einfachen Anlagentechnik nicht<br />
optimal, was insbesondere bei hohen Schadstoffkonzentrationen einen hohen Verbrauch an<br />
Sorptionsmittel zur Folge hat. Dieser kann reduziert werden, wenn es gelingt, die<br />
Schadstoffbeladung des Sorbens zu erhöhen. Sehr wirksam ist in dieser Hinsicht eine<br />
mehrmalige Rezirkulation des Sorptionsmittels mit einer gleichzeitigen Verlängerung der<br />
Flugstromphase. In Abbildung 16 ist ein Anlagenaufbau gezeigt, in dem entsprechende<br />
Massnahmen zur Erreichung dieser Verfahrensmerkmale umgesetzt sind. Vor dem<br />
Gewebefilter befindet sich ein Reaktor, mit dem die Reaktionszeit für die Gas-<br />
Dr.-Ing. Markus Franz | <strong>Rauchgasreinigung</strong> 27
Trockensorptionsverfahren<br />
Feststoffreaktion gezielt verlängert werden kann. Durch entsprechende Einbauten kann<br />
zudem Turbulenz erzeugt werden, um die Reaktionswahrscheinlichkeit zwischen den<br />
Gaskomponenten und den Sorbenspartikeln zu erhöhen. Aus der im Gewebefilter<br />
abgereinigten, sorptionsmittelhaltigen Flugasche wird ein Teilstrom entnommen und<br />
zusammen mit frischem Sorptionsmittel dem Flugstromreaktor aufgegeben. Die<br />
Rezirkulatmenge, die im Umlauf ist, beträgt rund das 3-5-fache der zugegebenen<br />
Sorbensmenge.<br />
Bei der Auslegung des Gewebefilters als Sorptionsfilter ist darauf zu achten, dass mit einer<br />
gleichmässigen Beaufschlagung der einzelnen Filterelemente und mit einer guten<br />
Filteranströmung der Aufbau eines ausreichenden Filterkuchens für eine optimierte<br />
Abscheidung sichergestellt ist. Die Rückstände aus dem Trockensorptionsverfahren werden<br />
entweder nach einer Stabilisierung auf Schlackendeponien verbracht, teilweise findet auch<br />
eine Entsorgung in Untertagedeponien statt.<br />
Abbildung 16 Trockensorptionsverfahren mit Wirbelschichtabsorber und Rezirkulation des<br />
Sorptionsmittels<br />
Dr.-Ing. Markus Franz | <strong>Rauchgasreinigung</strong> 28
Trockensorptionsverfahren<br />
6.1 Verfahren mit Kalkhydrat<br />
Zur Neutralisation der säurebildenden Schadstoffe werden in der Regel Kalkhydrate<br />
(Ca(OH)2) eingesetzt. An den Oberflächen der Kalkhydratpartikeln reagieren die gasförmigen<br />
Schadstoffe gemäss den folgenden Reaktionsgleichungen:<br />
Die Reaktivität der betreffenden Schadgaskomponenten gegenüber Kalkhydrat lässt sich wie<br />
folgt einteilen:<br />
SO3 > HF >> HCl >> SO2 > CO2<br />
SO3 und HF haben eine so hohe Affinität zu Ca(OH)2, dass eine nahezu augenblickliche<br />
Abscheidung zu den entsprechenden Reaktionsprodukten abläuft. Etwas schwächer ist die<br />
Reaktivität von HCl. Die Reaktion des SO2 mit Kalkhydrat verläuft am langsamsten. Am Ende<br />
der Selektivitätsreihe steht die Absorption von CO2, die zur Bildung von Calciumcarbonat<br />
führt. Diese Reaktion ist unerwünscht, da das gebildete CaCO3 nur im geringen Umfang mit<br />
den sauren Schadgasen reagieren kann und im trockenen Zustand relativ inert ist.<br />
Für die Gas-Feststoffreaktion muss eine grosse Oberfläche zur Verfügung stehen, damit<br />
eine hohe Beladung der Partikeloberfläche mit Schadstoffen erzielt werden kann. Während<br />
herkömmliches Weisskalkhydrat üblicherweise eine spezifische Oberfläche zwischen 18 und<br />
23 m 2 /g besitzt, weisen hochreaktive Kalkhydrate eine spezifische BET-Oberfläche von mehr<br />
als 40 m 2 /g auf. Bei geringen HCl-Konzentrationen insbesondere in den Rauchgasen der<br />
<strong>Holz</strong>verbrennung lassen sich günstige Stöchiometrien auch durch die Verwendung<br />
oberflächenreicher Kalkhydrate erreichen.<br />
Neben der spezifischen Oberfläche der Kalkhydratpartikeln wird die Abscheideleistung des<br />
Trockensorptionsverfahrens auch stark von der relativen Rauchgasfeuchte beeinflusst. Die<br />
gasförmigen Schadstoffe sind alle mehr oder weniger in Wasser löslich und damit<br />
absorbierbar. Der stets vorhandene Wasserdampf im Rauchgas bildet eine Hydrathülle um<br />
die Kalkhydratpartikeln, welche den Stoffübergang von der Gasphase zur Partikeloberfläche<br />
begünstigt. Die Absorption der Gase HCl, HF und SO2 verläuft dadurch sehr viel schneller<br />
als der Vorgang der Adsorption auf der Oberfläche von Trockenkristalliten. Durch eine<br />
Erhöhung der relativen Rauchgasfeuchte kann die Reaktionskinetik ausserordentlich<br />
gesteigert werden. Das Kalkhydrat sollte daher in einen Bereich des Rauchgasweges<br />
eingeblasen werden, wo die Rauchgasfeuchte hoch ist. Durch eine geeignete<br />
Prozessführung kann der Rauchgasstrom auch abgekühlt werden, so dass der Taupunkt<br />
Dr.-Ing. Markus Franz | <strong>Rauchgasreinigung</strong> 29
Trockensorptionsverfahren<br />
unterschritten wird und eine Kondensation des Wasserdampfs stattfinden kann. Eine<br />
Reagenzeindüsung in diesem Bereich bewirkt dann, dass die eingedüsten<br />
Kalkhydratpartikeln als Kondensationskeime wirken können und dadurch schnell<br />
Hydrathüllen ausgebildet werden. Die relative Rauchgasfeuchte kann des Weiteren durch<br />
Eindüsung von Wasser oder von Sattdampf angehoben werden. Während Wasser direkt in<br />
den Rauchgasstrom eingedüst wird, erfolgt die Dampfeindüsung direkt in den relativ kühlen<br />
Förderluftstrom synchron mit der Sorbenseindüsung. Werden derartige Massnahmen zur<br />
Verbesserung der Reaktionsbedingungen umgesetzt, spricht man von einer konditionierten<br />
Trockensorption.<br />
Auch die chemischen Eigenschaften der Reaktionsprodukte beeinflussen die Ausbildung<br />
einer Hydrathülle. Beispielsweise hat das Calciumchlorid, das aus der Reaktion zwischen<br />
HCl und Ca(OH)2 entsteht, stark hygroskopische Eigenschaften. In dem für die konditionierte<br />
Trockensorption üblichen Temperaturbereich von 130 bis 150°C liegt es als Dihydrat vor.<br />
Insofern kann die Anwesenheit von Chlorwasserstoff im Rauchgas die Abscheidung von<br />
anderen Schadgasen wegen der Bildung von CaCl2 sogar verbessern. Dieser Effekt konnte<br />
insbesondere bei der Abscheidung von Schwefeldioxid beobachtet werden.<br />
Für den Betreiber eines <strong>Holz</strong>kraftwerks ist der jährliche Bedarf an Sorptionsmittel von<br />
grossem Interesse, da sich sowohl die Beschaffung aber auch die Entsorgung des<br />
Sorptionsmittels in den Betriebskosten niederschlägt. Der stöchiometrische Faktor, der den<br />
erforderlichen Überschuss an Sorptionsmittel bezogen auf die Schadgaskonzentration im<br />
Rohgas angibt, ist meist wegen fehlender Rohgasdaten nur wenig hilfreich. Zielführender für<br />
den Betreiber einer Anlage ist eine Information zum Sorbensbedarf im Verhältnis zur<br />
Brennstoffmenge. Aus den Betriebsdaten von 26 <strong>Holz</strong>kraftwerken mit einem jährlichen<br />
Brennstoffbedarf von insgesamt ca. 2 Mio. Tonnen <strong>Holz</strong> wurde der Bedarf an Sorptionsmittel<br />
in Kilogramm pro Tonne <strong>Holz</strong> ermittelt 10 . Es wurden sowohl <strong>Holz</strong>kraftwerke mit Rost- als<br />
auch mit Wirbelschichtfeuerung ausgewertet, deren Trockensorptionsanlagen mit<br />
herkömmlichem aber auch mit reaktivem Kalkhydrat betrieben wurden. Das Ergebnis dieser<br />
Erhebung ist in Abbildung 17 veranschaulicht. Es stellte sich heraus, dass bei Einsatz von<br />
Altholz der Qualität AI/AII generell ein niedrigerer Sorbensbedarf notwendig ist als bei<br />
Einsatz von AI–AIV-<strong>Holz</strong>. Auch die Streuung der Werte war bei den mit AI/AII-<strong>Holz</strong><br />
gefeuerten Anlagen weitaus geringer, was auf den gleichmässigeren und geringeren<br />
Schadstoffeintrag zurückgeführt wurde. Bei Rostfeuerungen, die mit Altholz der Qualität AI –<br />
AIV gefeuert werden, lag der Kalkhydratverbrauch im Mittel bei 9.2 kg pro Tonne <strong>Holz</strong>. Die<br />
Verbrauchsdaten der einzelnen Anlagen streuten jedoch sehr stark. Durch den Einsatz von<br />
reaktivem Kalkhydrat konnte im Mittel der untersuchten Anlagen der Verbrauch bis auf 4.8<br />
kg/t <strong>Holz</strong> beträchtlich reduziert werden.<br />
10 D. Walter, M. Sindram: <strong>Rauchgasreinigung</strong> an Biomassekraftwerken – ein trockenes Thema.<br />
Rheinkalk GmbH, Wülfrath<br />
Dr.-Ing. Markus Franz | <strong>Rauchgasreinigung</strong> 30
Trockensorptionsverfahren<br />
Spezifischer Sorbensbedarf [kg/t <strong>Holz</strong>]<br />
Bei den Wirbelschichtffeuerungen lag der Kalkhydratverbrauch im Mittel bei 6.5 kg/t wenn<br />
herkömmliches und bei 3.8 kg/t wenn reaktives Kalkhydrat verwendet wurde. Bedingt durch<br />
die Direkteinbindung von SO2 im Wirbelbett sind die Emissionen einer Wirbelschichtfeuerung<br />
tiefer und somit auch der Kalkhydratverbrauch im Vergleich zur Rostfeuerung geringer.<br />
14<br />
12<br />
10<br />
8<br />
6<br />
4<br />
2<br />
0<br />
herk.<br />
Kalkhydrat<br />
Rostfeuerung<br />
AI - AII <strong>Holz</strong><br />
reaktives<br />
Kalkhydrat<br />
herk.<br />
Kalkhydrat<br />
Abbildung 17 Spezifischer Sorbensbedarf des Trockensorptionsverfahrens mit herkömmlichem und<br />
reaktivem Kalkhydrat mit grösserer spezifischer Oberfläche<br />
In vielen Anlagen werden Kalk-Kohle-Mischungen zur Einhaltung aller Grenzwerte<br />
eingesetzt. Dem Kalkprodukt werden dazu zwischen 2 bis 5% HOK oder Aktivkohle<br />
beigemischt. Der Kohlebedarf liegt in diesen Fällen üblicherweise im Bereich von ca. 10-30<br />
mg/Nm 3 . Hieraus ergeben sich sehr geringe Zugabemengen von 0.07 bis 0.11 kg/t <strong>Holz</strong><br />
(entsprechend ca. 10 bis 17 t/a bei 150'000 t/a <strong>Holz</strong>durchsatz).<br />
Mit einstufigen konditionierten Trockensorptionsverfahren kann bei Verwendung von<br />
Normalkalkhydrat selbst bei hohen HCl-Rohgaskonzentrationen von 1500 mg/m 3 und 600<br />
mg/m 3 SO2, wie sie beispielsweise bei Müllverbrennungsanlagen vorkommen können, der<br />
HCl-Emissionsgrenzwert der 17. BImSchV (10 mg/Nm 3 ) eingehalten werden. Mit einer<br />
Überdosierung bis zur doppelten stöchiometrisch erforderlichen Kalkmenge kann die HCl-<br />
Reingaskonzentration sogar bis unter 5 mg/Nm 3 reduziert werden. Die einstufigen<br />
Trockensorptionsverfahren stossen erst an ihre Leistungsgrenze, und zwar sowohl in<br />
technischer als auch in wirtschaftlicher Hinsicht, sollten HCl-Rohgaskonzentrationen von<br />
mehr als 2'500 mg/Nm 3 als Dauerlast auftreten. Bei derart hohen HCl-Konzentrationen ist die<br />
Kombination von einem trockenen und nassen Verfahren oder ein rein nasses Verfahren<br />
günstiger. Ebenso würde die Halbierung des HCl-Grenzwertes auf < 5 mg/m 3 in jedem Fall<br />
ein mehrstufiges Verfahren erforderlich machen.<br />
Rostfeuerung<br />
AI - AIV <strong>Holz</strong><br />
reaktives<br />
Kalkhydrat<br />
herk.<br />
Kalkhydrat<br />
Wirbelschicht<br />
AI - AIV <strong>Holz</strong><br />
reaktives<br />
Kalkhydrat<br />
Dr.-Ing. Markus Franz | <strong>Rauchgasreinigung</strong> 31
Trockensorptionsverfahren<br />
6.2 Verfahren mit Natriumhydrogencarbonat<br />
Der Einsatz von Kalkhydrat setzt eine ausreichend hohe Rauchgasfeuchte voraus. Mit der<br />
Verwendung von Natriumhydrogencarbonat (NaHCO3) als Sorptionsmittel lässt sich ein<br />
Trockensorptionsverfahren realisieren, das von der Rauchgasfeuchte unabhängig ist. Denn<br />
Natriumhydrogencarbonat zersetzt sich bei Temperaturen von mehr als 140°C zu<br />
Natriumcarbonat (Na2CO3), Kohlendioxid (CO2) und Wasserdampf (H2O).<br />
Die Reaktivität des Natriumhydrogencarbonats entsteht erst durch die Abspaltung von<br />
Kohlendioxid und Wasser. Daher muss sichergestellt werden, dass die Zerfallsreaktion zum<br />
Natriumcarbonat mit hohem Umsatz stattfindet. Das Gewebefilter wird daher üblicherweise<br />
bei 180°C betrieben und die Dosierstelle wird mit ausreichendem Abstand davor angeordnet,<br />
so dass die Verweilzeit im Rauchgasstrom mindestens 2 Sekunden beträgt. Die CO2- und<br />
H2O-Moleküle hinterlassen Lücken bzw. Löcher im Natriumcarbonat, so dass hierdurch ein<br />
Partikelkorn mit einer hohen spezifischen Oberfläche entsteht. Das frisch erzeugte<br />
Natriumcarbonat ist deshalb reaktiver als das normale Kalkhydrat. Trotzdem wird für eine<br />
effektive Schadgasabscheidung das körnige Natriumhydrogencarbonat vor der Dosierung in<br />
Sichtermühlen fein aufgemahlen, um über eine grosse Oberfläche die Reaktivität<br />
herbeizuführen.<br />
Schwefeldioxid, Chlor- und Fluorwasserstoff reagieren mit Natriumcarbonat gemäss den<br />
folgenden Reaktionsgleichungen zu Natriumsulfit, Natriumsulfat, Natriumchlorid und<br />
Natriumfluorid. Bei der Reaktion von Natriumcarbonat mit SO2 entsteht etwa ein Drittel<br />
Natriumsulfit und zwei Drittel Natriumsulfat.<br />
Die Reaktivität der betreffenden Schadgaskomponenten gegenüber Natriumcarbonat lässt<br />
sich wie folgt einteilen:<br />
SO3 > HCl > SO2 >> HF > CO2<br />
Aus den Reaktionsgleichungen ist ersichtlich, dass Natriumhydrogencarbonat im Gegensatz<br />
zu Kalkhydrat nur mit einem Chloridion reagiert. Ebenso werden bei der Reaktion mit SO2<br />
zwei Teile Natriumhydrogencarbonat benötigt aber nur ein Teil Kalkhydrat. Aus den<br />
Stoffmengenbilanzen können die Massen berechnet werden. Dementsprechend beträgt der<br />
Absorbensverbrauch zur Abscheidung von 1 kg Chlorid bei stöchiometrischer Umsetzung<br />
nur 1.04 kg Calciumhydroxid, aber 2.37 kg Natriumhydrogencarbonat. Für die Reaktion mit 1<br />
kg SO2 sind 1.16 kg Calciumhydroxid, aber 2.63 kg Natriumhydrogencarbonat erforderlich.<br />
Dr.-Ing. Markus Franz | <strong>Rauchgasreinigung</strong> 32
Trockensorptionsverfahren<br />
Die stöchiometrische Einsatzmenge an NaHCO3 für die Abscheidung einer Tonne Chlorid ist<br />
also wesentlich höher als diejenige von Ca(OH)2.<br />
Für eine effektive Schadgasabscheidung müssen die Absorbensmengen jedoch<br />
überstöchiometrisch dosiert werden. Beim Einsatz von NaHCO3 ist etwa das 1.2-fache der<br />
stöchiometrischen Menge erforderlich, bei Einsatz von Ca(OH)2 beträgt der erforderliche<br />
Überschuss etwa 1.6 – 2.0. Trotz der geringeren Überdosierung ist aber in Anbetracht der<br />
ungünstigeren Stöchiometrie die tatsächliche spezifische Einsatzmenge des NaHCO3 im<br />
Vergleich zu Ca(OH)2 erheblich höher.<br />
Tabelle 4 Vergleich der Sorptionsmittel des Trockensorptionsverfahrens<br />
Einsatz-<br />
temperatur <br />
Stöchio-<br />
metrisches<br />
Verhältnis<br />
Erforderliche<br />
Sorbensmenge<br />
zur Abscheidung<br />
einer Tonne Chlorid<br />
Reststofffaktor<br />
Ca(OH)2 140°C 1.6 1.66 t 1.6 - 1.7<br />
NaHCO3 180°C 1.2 2.84 t 0.75 - 0.8<br />
Zu berücksichtigen ist auch der Reststoffanfall. In dieser Hinsicht hat das NaHCO3-System<br />
einen Vorteil, denn dessen gasförmige Zersetzungsprodukte CO2 und H2O werden an den<br />
Rauchgasstrom abgegeben, sodass die Reagenzmasse insgesamt abnimmt. Dadurch<br />
verringert sich die anfallende Reststoffmenge im Vergleich zur Trockensorption mit<br />
Kalkhydrat um nahezu 50%. Wie der Tabelle 4 entnommen werden kann, beträgt der<br />
Reststofffaktor bei NaHCO3 nur ca. 0.75 - 0.8, während beim Kalkeinsatz mit einem<br />
Reststofffaktor von ca. 1.6 - 1.7 gerechnet werden muss. Wenn jedoch die insgesamt höhere<br />
Einsatzmenge des Natriumhydrogencarbonats berücksichtigt wird, fallen in Relation zum<br />
Kalkeinsatz nur etwa 20% weniger Reststoffe an.<br />
Mit welchem Sorptionsmittel ist nun das Trockensorptionsverfahren wirtschaftlicher zu<br />
betreiben? Obwohl Anlagen für den Betrieb mit Natriumhydrogencarbonat ohne Rezirkulation<br />
etwas einfacher aufgebaut sind, da die Abscheideleistung damit nur sehr wenig gesteigert<br />
werden kann, und obwohl bei Verwendung von NaHCO3 infolge der CO2-Freisetzung<br />
weniger Reststoffe anfallen, ist der Einsatz von Kalkhydrat meist wirtschaftlicher. Denn für<br />
die Wirtschaftlichkeit der Verfahren sind letztlich die Beschaffungskosten der Sorptionsmittel<br />
ausschlaggebend. Diesbezüglich muss jedoch konstatiert werden, dass der Preis des<br />
Natriumhydrogencarbonats fast dreimal so hoch ist als der Preis des Kalkhydrats, was auch<br />
darauf zurückgeführt werden kann, dass es nur wenige Lieferanten für<br />
Natriumhydrogencarbonat gibt.<br />
Dr.-Ing. Markus Franz | <strong>Rauchgasreinigung</strong> 33




