Facing the Heat Barrier - NASA's History Office
Facing the Heat Barrier - NASA's History Office
Facing the Heat Barrier - NASA's History Office

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
<strong>Facing</strong> <strong>the</strong> <strong>Heat</strong> <strong>Barrier</strong>: A <strong>History</strong> of Hypersonics<br />
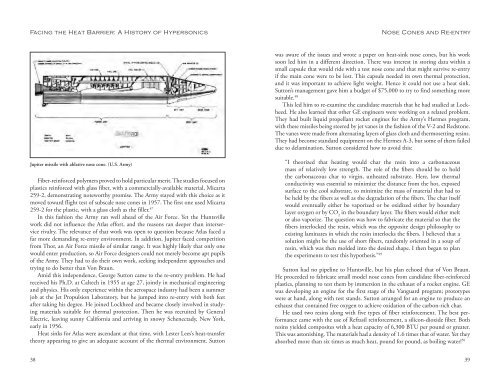
Jupiter missile with ablative nose cone. (U.S. Army)<br />
Fiber-reinforced polymers proved to hold particular merit. The studies focused on<br />
plastics reinforced with glass fiber, with a commercially-available material, Micarta<br />
259-2, demonstrating noteworthy promise. The Army stayed with this choice as it<br />
moved toward flight test of subscale nose cones in 1957. The first one used Micarta<br />
259-2 for <strong>the</strong> plastic, with a glass cloth as <strong>the</strong> filler. 47<br />
In this fashion <strong>the</strong> Army ran well ahead of <strong>the</strong> Air Force. Yet <strong>the</strong> Huntsville<br />
work did not influence <strong>the</strong> Atlas effort, and <strong>the</strong> reasons ran deeper than interservice<br />
rivalry. The relevance of that work was open to question because Atlas faced a<br />
far more demanding re-entry environment. In addition, Jupiter faced competition<br />
from Thor, an Air Force missile of similar range. It was highly likely that only one<br />
would enter production, so Air Force designers could not merely become apt pupils<br />
of <strong>the</strong> Army. They had to do <strong>the</strong>ir own work, seeking independent approaches and<br />
trying to do better than Von Braun.<br />
Amid this independence, George Sutton came to <strong>the</strong> re-entry problem. He had<br />
received his Ph.D. at Caltech in 1955 at age 27, jointly in mechanical engineering<br />
and physics. His only experience within <strong>the</strong> aerospace industry had been a summer<br />
job at <strong>the</strong> Jet Propulsion Laboratory, but he jumped into re-entry with both feet<br />
after taking his degree. He joined Lockheed and became closely involved in studying<br />
materials suitable for <strong>the</strong>rmal protection. Then he was recruited by General<br />
Electric, leaving sunny California and arriving in snowy Schenectady, New York,<br />
early in 1956.<br />
<strong>Heat</strong> sinks for Atlas were ascendant at that time, with Lester Lees’s heat-transfer<br />
<strong>the</strong>ory appearing to give an adequate account of <strong>the</strong> <strong>the</strong>rmal environment. Sutton<br />
38<br />
Nose Cones and Re-entry<br />
was aware of <strong>the</strong> issues and wrote a paper on heat-sink nose cones, but his work<br />
soon led him in a different direction. There was interest in storing data within a<br />
small capsule that would ride with a test nose cone and that might survive re-entry<br />
if <strong>the</strong> main cone were to be lost. This capsule needed its own <strong>the</strong>rmal protection,<br />
and it was important to achieve light weight. Hence it could not use a heat sink.<br />
Sutton’s management gave him a budget of $75,000 to try to find something more<br />
suitable. 48<br />
This led him to re-examine <strong>the</strong> candidate materials that he had studied at Lockheed.<br />
He also learned that o<strong>the</strong>r GE engineers were working on a related problem.<br />
They had built liquid propellant rocket engines for <strong>the</strong> Army’s Hermes program,<br />
with <strong>the</strong>se missiles being steered by jet vanes in <strong>the</strong> fashion of <strong>the</strong> V-2 and Redstone.<br />
The vanes were made from alternating layers of glass cloth and <strong>the</strong>rmosetting resins.<br />
They had become standard equipment on <strong>the</strong> Hermes A-3, but some of <strong>the</strong>m failed<br />
due to delamination. Sutton considered how to avoid this:<br />
“I <strong>the</strong>orized that heating would char <strong>the</strong> resin into a carbonaceous<br />
mass of relatively low strength. The role of <strong>the</strong> fibers should be to hold<br />
<strong>the</strong> carbonaceous char to virgin, unheated substrate. Here, low <strong>the</strong>rmal<br />
conductivity was essential to minimize <strong>the</strong> distance from <strong>the</strong> hot, exposed<br />
surface to <strong>the</strong> cool substrate, to minimize <strong>the</strong> mass of material that had to<br />
be held by <strong>the</strong> fibers as well as <strong>the</strong> degradation of <strong>the</strong> fibers. The char itself<br />
would eventually ei<strong>the</strong>r be vaporized or be oxidized ei<strong>the</strong>r by boundary<br />
layer oxygen or by CO 2 in <strong>the</strong> boundary layer. The fibers would ei<strong>the</strong>r melt<br />
or also vaporize. The question was how to fabricate <strong>the</strong> material so that <strong>the</strong><br />
fibers interlocked <strong>the</strong> resin, which was <strong>the</strong> opposite design philosophy to<br />
existing laminates in which <strong>the</strong> resin interlocks <strong>the</strong> fibers. I believed that a<br />
solution might be <strong>the</strong> use of short fibers, randomly oriented in a soup of<br />
resin, which was <strong>the</strong>n molded into <strong>the</strong> desired shape. I <strong>the</strong>n began to plan<br />
<strong>the</strong> experiments to test this hypo<strong>the</strong>sis.” 49<br />
Sutton had no pipeline to Huntsville, but his plan echoed that of Von Braun.<br />
He proceeded to fabricate small model nose cones from candidate fiber-reinforced<br />
plastics, planning to test <strong>the</strong>m by immersion in <strong>the</strong> exhaust of a rocket engine. GE<br />
was developing an engine for <strong>the</strong> first stage of <strong>the</strong> Vanguard program; prototypes<br />
were at hand, along with test stands. Sutton arranged for an engine to produce an<br />
exhaust that contained free oxygen to achieve oxidation of <strong>the</strong> carbon-rich char.<br />
He used two resins along with five types of fiber reinforcement. The best performance<br />
came with <strong>the</strong> use of Refrasil reinforcement, a silicon-dioxide fiber. Both<br />
resins yielded composites with a heat capacity of 6,300 BTU per pound or greater.<br />
This was astonishing. The materials had a density of 1.6 times that of water. Yet <strong>the</strong>y<br />
absorbed more than six times as much heat, pound for pound, as boiling water! 50<br />
39