

AMMJ - Library
AMMJ - Library
AMMJ - Library

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
<strong>AMMJ</strong> Mill Downtime Tracking 41<br />
Basically what we are doing is seeking management approval by selling our<br />
improvement ideas. Our improvement initiatives have to be quantitatively<br />
convincing.<br />
POOLING TOGETHER SOLUTIONS<br />
The plan was to hold mini shop floor sessions of the same presentation as given<br />
to management and highlight the dominant breakdown causes of equipment to<br />
the work teams responsible for maintaining these problem equipments. The<br />
intent was also to seek what solutions they thing should solve the problem or<br />
how they think these problems should be addressed.<br />
By rolling this down to the shop floor teams we hope to be bipartisan in our<br />
approach and develop cooperative solutions to our problems. The aim is to get<br />
the shop floor personnel to buy into our initiative as it gives them a sense of<br />
ownership and value in their job.<br />
This step, pooling together of solutions, was a challenging one especially<br />
with the concern plant personnel reverting to the ‘fire fighting’ mode. In such<br />
a reactive situation it was a struggle to book a time to have all of the shop floor<br />
personnel present and often the sessions were deferred. As a way forward and<br />
instead of holding a group session the author have resorted to booking a time<br />
with those key personnel (i.e. leading hands and team coordinators) to pool<br />
together their ideas.<br />
COMMUNICATING SOLUTIONS TO MANAGEMENT<br />
Communicating the solutions to management for their approval was a step factored in incase we do come up with<br />
improvement ideas that will require large capital investment and that may require management to sign off on. However,<br />
as we pooled together our solutions we also drew up guidelines to ensure that solutions identified are both practical<br />
and within our control and that we can implement them as normal part of our duties with the resources available to us<br />
immediately rather than having to all the time seeking to get management approval for every solution presented. This<br />
has cut down on the bureaucracy that would otherwise be involved. Of course every effort is made now and then to<br />
keep the upper management in the loop.<br />
This does not, however, mean that solutions involving large capital investment have not been identified and will not<br />
be presented to management. These will be pursued outside the requirements of this unit.<br />
TRACK AND FOLLOW SOLUTIONS AND MEASURE OUTCOMES: AN EXAMPLE<br />
At the end of a given period of time after implementing of the solutions, we should be able to measure against set<br />
performance indicators in Availability, Cost, Breakdown Frequency and Downtime Durations.<br />
As an example, one of the problems identified was excessive mill leakage due to broken liner bolts. This has cost<br />
OTML a lot of downtimes. One of the solutions that we have implemented was for the CM crew to do random<br />
Ultrasonic Testing (UT) of the liner bolts. After six months of doing UT on liner bolts to eliminate broken bolts whilst in<br />
service, the outcome was tracked and measured. This resulted in a revenue loss savings of US $3 million. This was<br />
highlighted in the presentation [3] given during the residential school in September 2008.<br />
This will be eventually presented to our maintenance people as way of trumpeting the wins of our combined efforts.<br />
CONCLUSION<br />
From this paper and as presented during the residential school, this analysis of the MDTDB has:<br />
• Identified plant equipment costing OTML in Mill Availability,<br />
• Quantified the performance indicators in Cost, Frequency and Downtime Duration,<br />
• Drilled down to the Dominant Causes,<br />
• Pooled together some Solutions to address the dominant issues,<br />
• Implemented and tracked some viable solutions,<br />
• Determined after six months the wins of a particular solution<br />
Overall, a systematic approach to follow the Plan-Do-Check-Act (PDCA) cycle is now customized from the MDTDB<br />
for continuous improvement and sustaining of the Mill Uptime at Ok Tedi.<br />
REFERENCES<br />
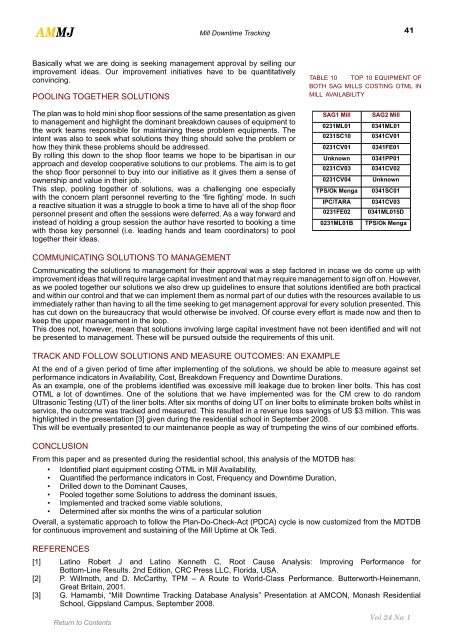
TABLE 10 TOP 10 EQUIPMENT OF<br />
BOTH SAG MILLS COSTING OTML IN<br />
MILL AVAILABILITY<br />
SAG1 Mill SAG2 Mill<br />
0231ML01 0341ML01<br />
0231SC10 0341CV01<br />
0231CV01 0341FE01<br />
Unknown 0341PP01<br />
0231CV03 0341CV02<br />
0231CV04 Unknown<br />
TPS/Ok Menga 0341SC01<br />
IPC/TARA 0341CV03<br />
0231FE02 0341ML015D<br />
0231ML01B TPS/Ok Menga<br />
[1] Latino Robert J and Latino Kenneth C, Root Cause Analysis: Improving Performance for<br />
Bottom-Line Results. 2nd Edition, CRC Press LLC, Florida, USA.<br />
[2] P. Willmoth, and D. McCarthy, TPM – A Route to World-Class Performance. Butterworth-Heinemann,<br />
Great Britain, 2001.<br />
[3] G. Hamambi, “Mill Downtime Tracking Database Analysis” Presentation at AMCON, Monash Residential<br />
School, Gippsland Campus, September 2008.<br />
Vol 24 No 1














