PDF Available - JMP
PDF Available - JMP
PDF Available - JMP

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
SIX SIGMA<br />
benefit us all. The assembly process uses costly<br />
materials and many different kinds of tooling.<br />
What if we could consolidate tooling? What if we<br />
could cut material waste or use alternative materials<br />
to reduce cost while still meeting or exceeding<br />
quality levels? At National, our Singapore assembly<br />
and test facility did just that.<br />
In 2000, the central technology and manufacturing<br />
group (CTMG), National’s manufacturing arm<br />
at the time, began a continuous improvement initiative.<br />
After two years, CTMG senior management<br />
was still not satisfied with the improvement level.<br />
So in 2002, they invited representatives of Thomas<br />
A. Little Consulting to speak at the annual CTMG<br />
summit about their experience in high-tech disk<br />
drive processes that had a lot in common with semiconductor<br />
fabrication. They presented compelling<br />
arguments for Six Sigma when applied to the semiconductor<br />
industry’s highly process driven manufacturing<br />
methods.<br />
With fewer than 10 defective parts per million,<br />
National was satisfied with its track record and<br />
reputation but realized there’s always room for<br />
improvement. It was apparent reducing costs while<br />
maintaining product quality was a goal ripe for a<br />
Six Sigma effort.<br />
C.S. Liu, senior vice president of National’s<br />
plant in Melaka, Malaysia, at the time, agreed to<br />
conduct a nine-month Six Sigma pilot program,<br />
which showed encouraging results. In June 2003,<br />
Kamal Aggarwal, then executive vice president<br />
of CTMG, mandated all CTMG units would deploy<br />
Six Sigma. National is now on wave three of<br />
its Six Sigma deployment.<br />
Reducing Cost, Waste With DMAIC<br />
National’s Singapore plant was ideally situated<br />
for success with a material cost reduction project. It<br />
had a staff with plenty of Six Sigma experience<br />
plus access to software that could make Six Sigma<br />
projects run smoothly with less wasted time and<br />
manpower.<br />
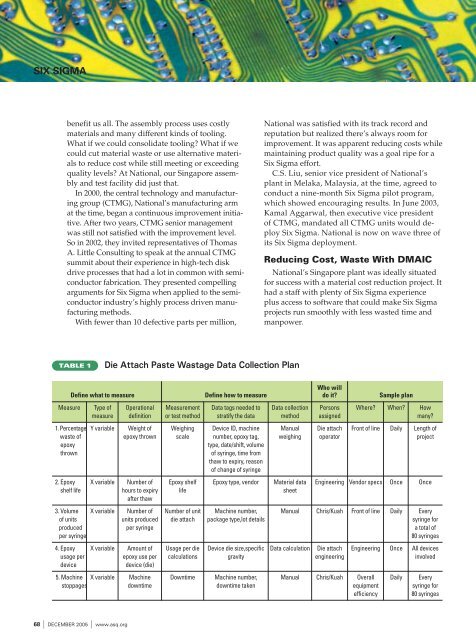
TABLE 1<br />
Die Attach Paste Wastage Data Collection Plan<br />
Who will<br />
Define what to measure Define how to measure do it? Sample plan<br />
Measure Type of Operational Measurement Data tags needed to Data collection Persons Where? When? How<br />
measure definition or test method stratify the data method assigned many?<br />
1. Percentage Y variable Weight of Weighing Device ID, machine Manual Die attach Front of line Daily Length of<br />
waste of epoxy thrown scale number, epoxy tag, weighing operator project<br />
epoxy<br />
type, date/shift, volume<br />
thrown<br />
of syringe, time from<br />
thaw to expiry, reason<br />
of change of syringe<br />
2. Epoxy X variable Number of Epoxy shelf Epoxy type, vendor Material data Engineering Vendor specs Once Once<br />
shelf life hours to expiry life sheet<br />
after thaw<br />
3. Volume X variable Number of Number of unit Machine number, Manual Chris/Kuah Front of line Daily Every<br />
of units units produced die attach package type,lot details syringe for<br />
produced per syringe a total of<br />
per syringe<br />
80 syringes<br />
4. Epoxy X variable Amount of Usage per die Device die size,specific Data calculation Die attach Engineering Once All devices<br />
usage per epoxy use per calculations gravity engineering involved<br />
device<br />
device (die)<br />
5. Machine X variable Machine Downtime Machine number, Manual Chris/Kuah Overall Daily Every<br />
stoppages downtime downtime taken equipment syringe for<br />
efficiency<br />
80 syringes<br />
68 I<br />
DECEMBER 2005 I<br />
www.asq.org