Welcome to Dorr-Oliver's Open House - Dorr-Oliver Alumni
Welcome to Dorr-Oliver's Open House - Dorr-Oliver Alumni
Welcome to Dorr-Oliver's Open House - Dorr-Oliver Alumni

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
TELL<br />
VOLUME 5, No.3 "PEOPLE ARE OUR MOST IMPORTANT ASSET" SEPTEMBER,1977<br />
<strong>Welcome</strong> <strong>to</strong> <strong>Dorr</strong>-<strong><strong>Oliver</strong>'s</strong> <br />
<strong>Open</strong> <strong>House</strong> <br />
One can enjoy a visit <strong>to</strong> the major<br />
manufacturing plant of <strong>Dorr</strong>-<strong>Oliver</strong><br />
more fully if they have some knowledge<br />
of the plants previous days. Its<br />
his<strong>to</strong>ry has been a long growing one<br />
making it a community leader over<br />
the years.<br />
A brief look at the early his<strong>to</strong>ry of<br />
the two corporate families will enable<br />
us <strong>to</strong> link the present flourishing<br />
world wide industry with the early<br />
years of the Hazle<strong>to</strong>n plant.<br />
<strong>Dorr</strong>-<strong>Oliver</strong> characterizes its his<strong>to</strong>ry<br />
and its present growth in the<br />
words "A beginning in gold - a future<br />
unlimited".<br />
The reference <strong>to</strong> gold takes the<br />
company back <strong>to</strong> its founding days in<br />
1904 when John Van Nostrand <strong>Dorr</strong><br />
invented a reciprocating rake classifier<br />
<strong>to</strong> replace inadequate equipment<br />
in a gold mine in which he was<br />
a partner in Terry, S.D.<br />
Two years later, Dr. <strong>Dorr</strong> developed<br />
the <strong>Dorr</strong>-Thickener, the first<br />
continuous mechanically operated<br />
sedimentation unit.<br />
At the same time, Edwin Letz<br />
<strong>Oliver</strong>, faced with ' the necessity of<br />
devising some means of separating<br />
waste ore solids from gold bearing<br />
chemical solution, developed the<br />
<strong>Oliver</strong> Continuous Vacuum Filter at<br />
the North Star Mines in Grass Valley,<br />
California.<br />
These two inven<strong>to</strong>rs were, in succeeding<br />
years <strong>to</strong> leave the gold mining<br />
industry <strong>to</strong> develop and manufacture<br />
process equipment which frequently<br />
complimented each others<br />
operation in the mining and chemical<br />
industries throughout the United<br />
States.<br />
During the 1930's they formed<br />
joint operations abroad, and<br />
climaxed their individual company<br />
growth by merging their own organizations<br />
in<strong>to</strong> <strong>Dorr</strong>-<strong>Oliver</strong>, Incorporated,<br />
near the close of 1954.
While all of this was taking place the Hazle<strong>to</strong>n plant was<br />
having its own auspicious beginning.<br />
Ernest J . Sweetland, an inven<strong>to</strong>r whose career paralleled<br />
that ofE. L. <strong>Oliver</strong> and Dr. <strong>Dorr</strong>, played the major role in the<br />
company's early development in Hazle<strong>to</strong>n. The inven<strong>to</strong>r of<br />
the Sweetland Filter and a pioneer in industrial filtration, he<br />
became president of the United Filter Corporation, a company<br />
formed from the American and Kelly Filter Companies<br />
and the Sweetland Filter Press Company. This company had<br />
its beginning in 1907.<br />
In 1919Sweetland looked for a plant site. He found a plant<br />
in Hazle<strong>to</strong>n with a foundry, office & machine shop. It was<br />
situated on thirteen acres of land, most of it wooded. He<br />
purchased the site, that ofthe present plant - and moved in.<br />
Almost immediately, plans were made for expanding the<br />
30,000 sq. ft. facilities and by the end of 1920, additions were<br />
completed bringing the <strong>to</strong>tal <strong>to</strong> 53,000 sq. ft. The company's<br />
products, the Sweetland Pressure Filter, American Disc Filter<br />
and Plate and Frame Presser found welcome markets,<br />
principally in the sugar producing industry and the metallurgical<br />
fields.<br />
In 1923, the manufacture of Kelly Filter was added at the<br />
plant and the period from 1920 <strong>to</strong> 1928 was marked with<br />
sizable growth for both the company and the plant itself. A<br />
pattern shop and s<strong>to</strong>rage building was completed in 1925 and<br />
the following year a north wing was added <strong>to</strong> the office building.<br />
Then in 1928, a second era in the his<strong>to</strong>ry of the plant began.<br />
This is the year that the United Filter Corp. and the <strong>Oliver</strong><br />
Continuous Filter Corp. merged <strong>to</strong> form the <strong>Oliver</strong> United<br />
Filters, Inc. The merger increased the combined operations<br />
line of products measurably. The staff in Hazle<strong>to</strong>n increased<br />
and in 1929, an expansion of the facility, which included a<br />
fabricating shop and a labora<strong>to</strong>ry, was completed. Many filters<br />
of <strong>Oliver</strong> origin began <strong>to</strong> appear on the assembly floor<br />
and in 1937 the original foundry building was converted <strong>to</strong> an<br />
assembly shop <strong>to</strong> accommodate the widened line of products<br />
manufactured.The outbreak of World War II brought United<br />
States industry <strong>to</strong> a hectic pace. In 1942, a long side bay was<br />
added <strong>to</strong> the assembly shop <strong>to</strong> provide for expanding production.<br />
Notable during this period was the production of <strong>Oliver</strong><br />
Synrub Filters built for the government for their synthetic<br />
rubber program. This was an important contribution <strong>to</strong> the<br />
company's war-time effort. The important post-war expansion<br />
of the Hazle<strong>to</strong>n facility <strong>to</strong>ok place in 1947 when the<br />
capacity of the fabricating shop was doubled and a sizable<br />
addition <strong>to</strong> the assembly shop was completed.<br />
January 1, 1955 was the beginning of the third and most<br />
important period in the his<strong>to</strong>ry ofthe plant. This marked the<br />
merging ofthe <strong>Dorr</strong>Company and <strong>Oliver</strong> United Filters, Inc.<br />
<strong>to</strong> form <strong>Dorr</strong>-<strong>Oliver</strong>, Inc. An unprecedented increase of<br />
equipment orders quickly filled the plant facility and sharply<br />
raised the number of employees. By 1956, volumes of orders<br />
entered by the company became <strong>to</strong>o great for its production<br />
capacity and it was decided <strong>to</strong> undertake an expansion ofthe<br />
Hazle<strong>to</strong>n plant. Fabricating shop space was again doubled<br />
and the service departments gained much needed additional<br />
floor space. This capacity increase, sizable as it was, was not<br />
enough <strong>to</strong> balance production with sales and in late 1956, a<br />
second capacity increase was announced. Under this program,<br />
assembly shop space was enlarged <strong>to</strong> twice its 1947<br />
proportions while the service shops again received increased<br />
space. Much new equipment was installed and offices were<br />
completely renovated and enlarged.<br />
Additional phases of this expansion were increased in outside<br />
s<strong>to</strong>rage area and material handling facilities and the<br />
purchase of an unoccupied lot adjacent <strong>to</strong> the plant site and<br />
its conversion in<strong>to</strong> an improved parking area for employees<br />
<strong>to</strong>· supplement the overcrowded existing lot.<br />
While <strong>Dorr</strong>-<strong>Oliver</strong> was experiencing this unprecedented<br />
growth, the Hazle<strong>to</strong>n area was going through some of its most<br />
trying times. There was a drastic decrease in coal mining<br />
operations and related employment. <strong>Dorr</strong>-<strong>Oliver</strong> emerged as<br />
a major industrial leader, providing stable employment<br />
while unemployment ran rampant throughout the area. The<br />
firm played an important role in the industrial rebuilding of<br />
the area in conjunction with Can-Do, Hazle<strong>to</strong>n's industrial<br />
development organization. <strong>Dorr</strong>-<strong>Oliver</strong> management and its<br />
employees actively supported a Can-Do drive for funds <strong>to</strong><br />
acquire property for industrial use and the construction of<br />
shells <strong>to</strong> attract industrial prospects.<br />
In 1960, another expansion was completed at the Hazle<strong>to</strong>n<br />
plant which brought the size of the plant <strong>to</strong> in excess of<br />
222,000 sq. ft. In 1961 the centrifugal line of business was<br />
transferred from the company's facility in Oakland, California<br />
<strong>to</strong> Hazle<strong>to</strong>n. In 1963, another major equipment line,<br />
sedimentation, was transferred <strong>to</strong> Hazle<strong>to</strong>n. This line of<br />
equipment had been manufactured in the company's operation<br />
in Denver, Colorado. The last decade and more importantly<br />
the last fi ve years has seen millions of dollar in new<br />
machine <strong>to</strong>ols bein g installed in the Hazle<strong>to</strong>n plant. These<br />
new machine <strong>to</strong>ols have enabled the Hazle<strong>to</strong>n facility <strong>to</strong><br />
increase production, reduce costs, and reduce lead time required<br />
<strong>to</strong> ship products <strong>to</strong> the cus<strong>to</strong>mer. A new addition is<br />
under construction at the present time. When this addition is<br />
completed, the engine lathe section and the surface grinding<br />
equipment will be moved in.<br />
As this equipment is moved, preparation will be made for<br />
the installation of a Giddings and Lewis computernumerically<br />
controlled boring mill. This new machine <strong>to</strong>ol<br />
will cost a half million dollars.<br />
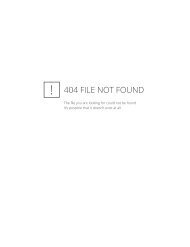
Looking back, the his<strong>to</strong>ry of the plant has been one of<br />
continued growth in capacity and importance <strong>to</strong> its worldwide<br />
organization and <strong>to</strong> the community itself. In 1919,50<br />
employees ma naged a small foundry and shop. In the<br />
mid-1950's the employment grew <strong>to</strong> 250 people and <strong>to</strong>day itis<br />
just under 500 capable, skilled personnel. This diverse team<br />
of employees represent a combination of management,<br />
supervision, skilled machinists, welders and assemblers, and<br />
support personnel, and a skilled office force.<br />
When you walk through the Hazle<strong>to</strong>n manufacturing segment<br />
of <strong>Dorr</strong>-<strong>Oliver</strong>, Inc., you will become witness <strong>to</strong> its great<br />
heritage.<br />
Note: A great deal of the information in this article came {rom a (o rmer Plant<br />
Manager, Wilbur Evans. We thank him for his kind cooperation.<br />
N<br />
LEGgND""<br />
~I, ""N T Xi!0WTH<br />
o O IUQ,l\; 1~ 1... ~ "',.::: ~oo M . "<br />
[] I~ O~~O~o. l :~ ' ~~o~~ !)<br />
~ 14 OO:IIt~ , :;~ "'!O~.. l.<br />
~ ... · ° o;lt~ :~ l"~:~4-"<br />
~ 1i~. o~: ~~~T. ~~~o<br />
o 'I' !.IOI! 'PU"" " TOI....t.t.<br />
..AZL.L TO" \Ire. Pl"NI ....1 ....<br />
Pa!.!.tt .".T 10T...."- ~..f. ..... <br />
IS . OOO .Q -': 1 .
DO-TELL - From P. Stern<br />
I would like <strong>to</strong> extend my welcome <strong>to</strong> our <strong>Open</strong> <strong>House</strong> <strong>to</strong> the<br />
employees of the Hazle<strong>to</strong>n facility and their families and<br />
friends.<br />
Over the past two <strong>to</strong> three years, <strong>Dorr</strong>-<strong>Oliver</strong> has made a<br />
corporate commitment <strong>to</strong> the plant by purchasing new<br />
equipment, machines and a variety of other items which<br />
improve productivity and working conditions for our employees.<br />
I am sure you have seen the new machines being<br />
installed. We plan <strong>to</strong> continue <strong>to</strong> improve the plant in the<br />
future.<br />
As you <strong>to</strong>ur the facility <strong>to</strong>day, I hope you have an opportunity<br />
<strong>to</strong> meet with your fellow employees and enjoy your day<br />
here at <strong>Dorr</strong>-<strong>Oliver</strong>.<br />
DO-TELL - From E. Kokinda<br />
<strong>Welcome</strong> <strong>to</strong> <strong>Dorr</strong>-<strong><strong>Oliver</strong>'s</strong> <strong>Open</strong> <strong>House</strong>.<br />
As a life-time resident of the Hazle<strong>to</strong>n area, I am particularly<br />
proud <strong>to</strong> have my neighbors visit us here at the<br />
Hazle<strong>to</strong>n facility.<br />
It is with a matter of personal and community pride that I<br />
call your attention <strong>to</strong> the fact that <strong>Dorr</strong>-<strong>Oliver</strong> has been in<br />
this same location for almost 60 years. We have grown over<br />
the years and this year again we are building a new addition<br />
<strong>to</strong> the plant and installing advanced machinery, and this<br />
planned growth will continue in<strong>to</strong> 1978.<br />
The cooperation and good will of all employees will enable<br />
us <strong>to</strong> grow here in Hazle<strong>to</strong>n.<br />
Have a good visit.<br />
Seated t. <strong>to</strong> r.: George Hardish, Manager Manufacturing and Engineering;<br />
John Tough, Quality Control Manager; Eugene Kokinda, Plant Manager;<br />
John Yeager, Plant Superintendent.<br />
Standing: Allan Cope, Assistant Controller; Charles Andrews, Manager of<br />
Data Processing; John Leshko, Production & Inven<strong>to</strong>ry Control Manager;<br />
Robert Stelma, Superintendent Second Shift; Pat Neligan, Industrial Relations<br />
Manager; George Gyurko, Purchasing Agent.<br />
The Management of <strong>Dorr</strong>-<strong>Oliver</strong> welcomes everyone <strong>to</strong> our<br />
<strong>Open</strong> <strong>House</strong>. We thank you for your in~rest in the company<br />
and its activities. We have been a neighbor and friend in our<br />
community for many years and it is nice <strong>to</strong> have you visit<br />
with us. We hope that your <strong>to</strong>ur of the facility will be an<br />
interesting and enjoyable experience.<br />
Judy Griesing, President of Local 202 of the Office & Professional<br />
Employees International Union and Vi<strong>to</strong> Bove,<br />
President of Lodge 1648 of the International Association of<br />
Machinistsjoin with the management of<strong>Dorr</strong>-<strong>Oliver</strong>, Inc. <strong>to</strong><br />
welcome you <strong>to</strong> our <strong>Open</strong> <strong>House</strong>.<br />
During recent months both labor and management have<br />
been making efforts, through joint meetings, <strong>to</strong> reach a better<br />
understanding ofeach other. Producing a quality product for<br />
our cus<strong>to</strong>mer is a common goal for both groups.<br />
We would also like <strong>to</strong> take this opportunity <strong>to</strong> say "thank<br />
you" <strong>to</strong> the members ofour respective labor organizations for<br />
the time and effort they have extended <strong>to</strong> help make this<br />
<strong>Open</strong> <strong>House</strong> a success.
OFFICE PERSONNEL <br />
Office Services<br />
Data Processing Programmers & Supervisor!<br />
Seated: R. Petronio<br />
Standing; I. <strong>to</strong> r.: J. Grie.ing,<br />
J. Hollick. J. Capozzelli<br />
I. <strong>to</strong> r. front row: M. Heintzleman,<br />
E. Lazo, J. Wendt<br />
Back row: D. Moscon, J. Willard,<br />
V. Kashulon, G. <strong>House</strong>r ,<br />
R. Grozier<br />
The Office Services group is responsible for all the support functions<br />
in the office operation. These responsibilties include communications,<br />
reproduction services, office supplies and furnishings,<br />
secretarial serv ices and mail services.<br />
Data Processing Keypunch Opera<strong>to</strong>rs<br />
Purchasing<br />
I. <strong>to</strong> r.: J. Snyder, B. ShafTer<br />
C. Kashi, N. Tarselli<br />
Seated: F. Amorose<br />
I. <strong>to</strong> r. standing: B. Steward, T.<br />
Toth , J. Potash, M. L.<br />
McBrearty, M. Arnold<br />
Second row: M. Dorso, J. Ferrare,<br />
J. Fetter, B. Facinelli<br />
The Purchasing Department places thousands oforders each year<br />
for everything from a 2 cent nut or bolt <strong>to</strong> a half million dollar<br />
machine <strong>to</strong>ol. The annual volume of orders placed by this department<br />
is in excess of 12 million dollars.<br />
I. <strong>to</strong> r.: A. Wolbert, J. Cienki<br />
E. Porreca, E. Franek, M<br />
Mumie<br />
Cost Accounting<br />
I. 10 r. sealed: J. Kulina, L.<br />
Palermo <br />
Second row: J. Feschuk, E. <br />
O'Grodnick, K Witanek, B. <br />
Evert, W. Coli <br />
Third row : S. Yarish , C.<br />
Sanko, R. Witkowski, N.<br />
Cio<strong>to</strong>la, J. Phillips, N.<br />
Palucci, A. Hopeck<br />
Cost Accounting is the area where the final accumulation of all<br />
costs, labor and material are audited and charged <strong>to</strong> the jobs.<br />
The Data Processing department in Hazle<strong>to</strong>n serves <strong>Dorr</strong>-Olive<br />
facilities throughout the world. It is a hub of much of the company'<br />
activity and its service continues <strong>to</strong> grow.<br />
Accounts Payable<br />
Scheduling<br />
Sealed: M. Thaler<br />
I. <strong>to</strong> r. standing: N. Postupack<br />
K. <strong>House</strong>r, J. Phillips, B<br />
Boyer<br />
I. <strong>to</strong> r. slanding: H. Floyd, J.<br />
Bra.key, C. McGlynn, D. Undeck,<br />
R. Corrado<br />
Seated: R. Leshko, M. Rusnock<br />
Accounts Payable department is responsible for the payment 0<br />
all bills for the entire corporation. Each week hundreds ofthousand<br />
of dollars are mailed from this department <strong>to</strong> pay the companie<br />
obligations.<br />
The Scheduling department is the group that sets the priority for<br />
what will be machined or fabricated on a given day. They keep<br />
ilr.r.lIrilt.p rpr.orns of<br />
Note: A number of people were absent or on vacation when the pictures weI<br />
taken. They are valued em loyees and we are sorr we missed them.
The major portion of Parts Service comes out of our Allen<strong>to</strong>wn<br />
facility. We still do almost a half million dollars a month in Parts<br />
Service orders in Hazle<strong>to</strong>n and these people consolidate the effort.<br />
Production & Inven<strong>to</strong>ry Control<br />
Manufacturing Engineering<br />
Seated: W. Dinsmore, L. Sims,<br />
B. Stanziola <br />
Standing, I. <strong>to</strong> r.: C. Puza, J. <br />
McNeal, F. Washko, T. On<br />
drey, J. Shewack, E. Siwski, <br />
D. Magavich, J. Foz, E. <br />
Jacoby, R. Antinozzi, E. <br />
Skitski, C. Ravina, D. Smith, <br />
D. Baran.<br />
I. <strong>to</strong> r. front row: M. Yatsula,<br />
B. Murray, J. Liwstansky, M. <br />
Gabriel. <br />
Back row: D. Dargay, M. Fel<br />
ler, J. Zola, J. Vecolitis. <br />
The Production Control department is responsible for the planning<br />
and ordering of material for the manufacture of our products.<br />
Inven<strong>to</strong>ry Control functions are also located in this department.<br />
Quality Control<br />
The Manufacturing group consists of industrial engineers and<br />
<strong>to</strong>ol designers. The I.E.'s evaluate job performance, times and cost.<br />
Programming of numerically controlled machines originate in this<br />
department. Also coordinated in this department is the purchase of<br />
all new machine <strong>to</strong>ols. The <strong>to</strong>ol designers design and draw <strong>to</strong>oling<br />
required <strong>to</strong> manufacture new products. Plant layout is another<br />
function of this department.<br />
Seated: F. Roman<br />
Standing: S. Bro<strong>to</strong>n, W.<br />
Jones, F. Bamesevitch<br />
Seated: B. Zukovich<br />
Standing: W. Hess, L. Payne<br />
The Quality Assurance group makes certain that products manufactured<br />
in the plant conform <strong>to</strong> the specifications called out on the<br />
drawing. They are also a liaison between cus<strong>to</strong>mers and vendors on<br />
quality related problems.<br />
Traffic<br />
The Methods Engineers, working from engineering drawings,<br />
determine the machining, fabricating and assembly requirements.<br />
They select the machines which will best do the job from a quality<br />
and time standpoint and route the job <strong>to</strong> those machines in the<br />
proper sequence. They also establish times and request <strong>to</strong>oling if<br />
required.<br />
I. <strong>to</strong> r.: G. Gurinowich. M. P.<br />
Chomo<br />
Personnel<br />
As <strong>Dorr</strong>-<strong>Oliver</strong> continues <strong>to</strong> design larger equipment, the problems<br />
of the Traffic department grow. It is a challenge <strong>to</strong> build this<br />
huge equipment and it is an equal challenge <strong>to</strong> find ways <strong>to</strong> ship it.<br />
Next issue ofDo-Tell will show how we shipped the 32' filter that we<br />
are presently fabricating.<br />
Seated: R. Trego<br />
Standing: M. Romano, D.<br />
Polanesky<br />
Repair Parts<br />
Seated: B. Geisick, P. <strong>House</strong>knecht<br />
Standing: R. Leshko<br />
These are the people who do such a fine job in handling all<br />
employees Personnel requirements. Few people realize the amount<br />
of work that is required in the administration of an adequate industrial<br />
relations program. The phone never ceases <strong>to</strong> ring and they<br />
always seem <strong>to</strong> have the answers.
:.. ;. -/:.:. •.~'<br />
. ' ~ s 1<br />
Machine Shop<br />
G.Danko<br />
R. Stanek<br />
J. Lowery W. Harring<br />
The machine shop in DOlT-<strong>Oliver</strong>, Hazle<strong>to</strong>n is a large well equipped<br />
shop capable of producing high quality machined parts. It co n<br />
tains many modern machine <strong>to</strong>ols and a compliment of capable<br />
opera<strong>to</strong>rs. Parts range in size from fractions of an inch <strong>to</strong> fourteer<br />
feet in diameter and lengths up <strong>to</strong> 41 feet. Crane facilities car<br />
handle ten <strong>to</strong>n in the main bay and twenty <strong>to</strong>n in the east bay.<br />
Engine Lathe Opera<strong>to</strong>rs<br />
Engine Lathe Opera<strong>to</strong>rs Second Shift<br />
l. <strong>to</strong> T.: R. Lohenitz, B. Gulas, W. Waneo, T. Fidishun, S. Kogoy , E. Wasileski,<br />
C. Eroh<br />
1. <strong>to</strong> T.: G . Deeb, G. Gerhard, T. Trovitch. A. Golumbeski, T. Hischar<br />
Engine lathes are used where limited numbers of operations are<br />
required, quantities are small, or threading operations are required<br />
where dies are not available. Also they are capable ofclose <strong>to</strong>lerance<br />
cutting. Included in the engine lathe pho<strong>to</strong> are the tracer lat<br />
opera<strong>to</strong>rs. The tracer lathe performs machining operations {olio<br />
ing the con<strong>to</strong>urs of a template.
Thrret Lathe Opera<strong>to</strong>rs<br />
Thrret Lathe Opera<strong>to</strong>rs Second Shift<br />
I. <strong>to</strong> r.: M. Moser, J. Noga, E. Rusnock<br />
A turret lathe is used when turning, boring and facing operations<br />
are required on a large number ofpieces. Required <strong>to</strong>ols are set up in<br />
a revolving turret. As the <strong>to</strong>ols are needed <strong>to</strong> perform an operation<br />
VTL & Boring Mill Opera<strong>to</strong>rs<br />
I. <strong>to</strong> r.: S. Holloman, P. Warkolla<br />
the turret is indexed <strong>to</strong> that <strong>to</strong>ol position and the machine is ready <strong>to</strong><br />
run. Die can also be set in the crOi5S slide <strong>to</strong>ol holder <strong>to</strong> perform<br />
standard threading operations.<br />
Boring Mill & VTL Opera<strong>to</strong>rs Second Shift<br />
I. <strong>to</strong> r. kneeling: D. Gray, M. Lapacinski, A. Vendel<br />
Standing: C. Pecile, W. Taney, E. Vack, B. Koch<br />
Vertical Turret Lathes have the same advantages as the Horizontal<br />
Turret Lathes but are used <strong>to</strong> machine larger parts which mLlst<br />
be rotated in a vertical position.<br />
Boring mills are used <strong>to</strong> machine parts which require turning,<br />
boring and facing operations. They are used <strong>to</strong> machine parts which<br />
Milling Machine Opera<strong>to</strong>rs<br />
I. <strong>to</strong> r. (irst row: J. Kaschak, R. Christman, D. Mika, C. Fritz<br />
Second row: V. Sherkness, C Lizbinski, C. Bums, B. Simkovich. G. Craigie<br />
lend themselves <strong>to</strong> being cut in an upright po~ition rather than a<br />
horizontal position as an engine lathe. The boring mill in the one<br />
pho<strong>to</strong>graph is capable of machining parts in excess of fourteen feet<br />
in diameter.<br />
Milling Machine Opera<strong>to</strong>rs Seco.nd Shift<br />
I. <strong>to</strong> r.: M. Heaney, J. Klinger, J. Rayno, R. GrafT, D. Boehmer, B. Gogola I. <strong>to</strong> r.: J. Valagene, F. Yaich, J. Fulmer, R. Mensinger, J. Ballick<br />
precisely <strong>to</strong> complete a bore on the other side ofa piece in the precise<br />
location it was bored on the first side. Also included in the pho<strong>to</strong><br />
graph is the planer-mill opera<strong>to</strong>r. A planer mill is used <strong>to</strong> machine<br />
large long, flat surfaces.<br />
Milling machines are used <strong>to</strong> machine flat surfaces. In the case of<br />
the Jig Mill shown in the pho<strong>to</strong>graph, flat surfaces can be machined,<br />
bores can be exactly located and machined and tap threading operations<br />
can be performed. Parts can be indexed and bores located
Machine Shop <br />
Drill Press Opera<strong>to</strong>rs<br />
Drill Press Opera<strong>to</strong>rs Second Shift<br />
I. <strong>to</strong> r. kneeling: J. Machey, C. Yuhas<br />
Standing: J. Welshko, G. Moser, D. Drunbor, J. Thoryk<br />
I. <strong>to</strong> r.: J. Petrilla, D. Fenkner, W. Farrell, C<br />
Rodriguez, R. Ulshafer<br />
Humes, D. Rockman, A<br />
Radial drill presses are used for a wide variety of cutting operations.<br />
One thinks of a drill press as a <strong>to</strong>ol used only <strong>to</strong> cut a round<br />
hole using a drill bit. Using proper <strong>to</strong>ol bars, cuting bars and bushings,<br />
we use drill presses <strong>to</strong> perform many boring operations. Also<br />
included in the pho<strong>to</strong>graph are tape drill opera<strong>to</strong>rs. The tape drills<br />
perform drilling operations from a punched tape. This allows the<br />
opera<strong>to</strong>r <strong>to</strong> drill an infinite variety of holes without having <strong>to</strong> lay the<br />
piece out or use expensive jigs or fixtures.<br />
Layout and Saw<br />
Machine Shop G.S.W. & Laborers<br />
I. <strong>to</strong> r.: E. Cann, W. Thomas, H. Barna, C. Weidenbach<br />
I. <strong>to</strong> r. kneeling: R. Banyas, T. Brogan<br />
Standing: L. Hruniuk, M. Ebert, R. MacNeal, G. Bit<strong>to</strong>rf
Fabrication Shop<br />
w. Snyder<br />
Boilermakers<br />
Crane Opera<strong>to</strong>rs<br />
I. <strong>to</strong> r. kneeling: G. Stetz, W. Faust, P. HoJic, J. Lutkavage, T. Palko<br />
Second row: N. Andrasi, J. Fendrick, A. Podraza, J. Medvetz<br />
Third row: J . Mainiero, J. Richenderfer, W. Weeks, H. Haberle, P. Lettiere,<br />
V. Stecker, J. Irving, E. Arnold<br />
Boilermakers Second Shift<br />
I. <strong>to</strong> r.: F. Olenik, J. Lengen, C. Walper, G. Greech , J. Kulsa, S. Scarcella, E.<br />
Harris<br />
Crane Opera<strong>to</strong>rs Second Shift<br />
I. <strong>to</strong> r. , {irts row: E. Washko, S. Reshetar, R. San<strong>to</strong>rski<br />
Second row: E. Trovitch, R. Rockovich, E. Galski, E. Cherny I, R. Pavlick, W.<br />
Denke, m<br />
Boilermakers perform all operations required <strong>to</strong> convert steel<br />
plate in<strong>to</strong> the sizes and forms needed <strong>to</strong> rn.ake finished parts <strong>to</strong><br />
drawing specification. They layout the plate, operate shears,<br />
punches, rolls or press brakes <strong>to</strong> transform fl a t plate in<strong>to</strong> an i nfi ni te<br />
variety ofsizes and shapes that conform <strong>to</strong> exact engineering drawing<br />
requirements.<br />
I. <strong>to</strong> r.: B. Denke. G. Kattner, V. Bove, C. Briglio, A. Urban<br />
Crane opera<strong>to</strong>rs perform many I ifts throughout the work shift and<br />
transport hundreds of <strong>to</strong>ns of' material in a day. Their broad knowledge<br />
of material handling enables them <strong>to</strong> make skilful lifts of<br />
many "hard <strong>to</strong> handle" object;;.
)<br />
]<br />
)<br />
- -- - -<br />
,<br />
f<br />
~<br />
..<br />
!~<br />
a:::<br />
cFFk2 AJ1J,I<br />
-<br />
I<br />
_~,e.."""",<br />
8()/L.J~.<br />
.<br />
_ ~AY.dro.t:i'<br />
rr=J I (y;> JEll] J I I<br />
/N ~/.N ~G3<br />
1 _~0i,- [i;"""<br />
Ld, ;}', e J 1<br />
4<br />
Ul "<br />
~ BAT7~ J<br />
I<br />
] _ _____ I I<br />
[<br />
J~'PP~<br />
=PT,<br />
r-:-~~~
!-' -~<br />
fo<br />
0<br />
~~<br />
i<br />
1'6<br />
~~~[<br />
L __________________ ~<br />
~I<br />
T<br />
:.::::.:::....:J<br />
T<br />
0 Q<br />
/c:.z ~7<br />
o<br />
1'/<br />
:----"1<br />
- I<br />
, ~~<br />
V ",,8<br />
l'<br />
/'9 "1<br />
[ ==:1<br />
S<br />
,tg<br />
"'-<br />
~I<br />
,<br />
'-(<br />
1 ----<br />
rl<br />
I<br />
0 I<br />
1<br />
0<br />
I<br />
J<br />
[] []J ~il<br />
I~<br />
;0;1 <br />
r<br />
r--- '<br />
L,\ ~,J<br />
..c.<br />
~jl<br />
i<br />
r<br />
~~L<br />
1 ---<br />
L _<br />
o /~G<br />
/;;;/<br />
l<br />
I<br />
~<br />
1<br />
[LAO~<br />
o.&K<br />
I<br />
U-VolilU~r<br />
, ••rN<br />
'\<br />
-t- - ---+----;- -.£=4<br />
T<br />
~"......r<br />
,_nv<br />
~ ,<br />
~<br />
~~----------- - -----------------<br />
I 1<br />
138<br />
o<br />
o<br />
---+E~U~I~-----T----~----r=--·--+--<br />
I I<br />
""f»4i/rf8L"I 4e'5A<br />
1-----~------~f~----~f-<br />
1/8 1<br />
~<br />
'<br />
[<br />
I<br />
N.eC" ~T (,A{I~IL'i..<br />
I<br />
I<br />
~T T T T<br />
,1-]- I I I I I I<br />
S7'ae''''~4 .<br />
,J'1A/,,-,r<br />
/\/fIre"<br />
s-;r,,¥6f'.<br />
~,.------,<br />
T T ~ T T
Welding<br />
Welders<br />
Welders Second Shift<br />
F. Brislin<br />
l. <strong>to</strong> r. {irst row, kneeling: J. Campana, W. Yurchak, P. Libonate, N. Secunda,<br />
J. Medvetz, A. Hartig, J. Redash, J. Grace <br />
Second row: E. Beish, L. Dejana, F. Fellin, J. Ritecki, J. Rushinski, E. Sipple, <br />
L. Tunilla<br />
Third row: C. Kozak, M. Marinock. F . Heckman, E. Lally, T. Kuritz, P.<br />
Stasukonis, M. Sentiwany, E. Mellas, P. Sabol<br />
Thru the years welding has changed dramatically and <strong>to</strong>days<br />
welder must have knowledge ofmany different welding techniques.<br />
Many of the welders in the Hazle<strong>to</strong>n plant are code certified.<br />
l. <strong>to</strong> r., {irst row: A. Kirschner, G. Brekke, J. Daniels. B. Cryder, T. Disca 1<br />
age, W. Lausterer<br />
Second row: C. Shaffer, V. Katzor, H. Bankes, W. Gilbert, F. Lutz, J. Jun<br />
Third row: J. Yuhas, G. Yuhas, E. Moore, P. Fidishun, L. Vi<strong>to</strong>, S. Cardinal.<br />
J. Vi<strong>to</strong><br />
Plate Shop G.S.W. & Laborers<br />
l. <strong>to</strong> r., kneeling: D. Briglio, R Kapuscinski, T. Kennedy, M. Stabert<br />
Standing: C. <strong>House</strong>knecht, R. Marolo, B. Shofran, S. Bitsko, B. Baran<br />
D. Drazenovich
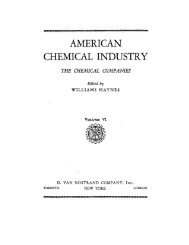
Assembly Shop<br />
S. Tomushunis<br />
Assembly Second Shift<br />
I. <strong>to</strong> r. kneeling: G. Minnick, T. Gerhard, .J. Petrilla<br />
S econd row. G. Felter, G. Holly, C. Budwash, W. Frey, T. Tokash, W. <br />
Floating <br />
Third row. E. Corch, 1. Melkosky, E. Madochick, ,J. Biaare, N. Dzia k, J. <br />
Ellison<br />
,<br />
The Assembly Shop is divided in<strong>to</strong> four major areas, Filtration,<br />
Sedimentation, Centrifugal and DSM. The filtration assembly department<br />
assembles mainly drum filters in sizes ranging up <strong>to</strong> 13'6"<br />
in diameter and thirty two feet long. The fil ter drum in the largest of<br />
this equipment weighs in excess of thirty <strong>to</strong>n and the vat in excess of<br />
twenty <strong>to</strong>n.<br />
The sedimentation group assembles the drive mechanisms. The<br />
assembly of this equipment requires the installation of gearing <strong>to</strong><br />
exacting <strong>to</strong>lerances <strong>to</strong> assure a rei iabJe drive assembly. The largest<br />
of these drive assemblies is 130" in diameter and weighs approximately<br />
41 ,000 lbs. <strong>Dorr</strong>-<strong>Oliver</strong> center mechanisms drive equ ipment<br />
up <strong>to</strong> 400 ft. in diameter.<br />
The centrifugal group assembles and tests our high speed centrifuges.<br />
These centrifuges range in size from 9" which rotate at a<br />
speed of 9,000 RP.M. <strong>to</strong> 36" in diameter with a rotation speed of<br />
2,600 R.P.M. The equipment uses high speed rotation as its method<br />
of separation. The parts are made of stainless steel and require<br />
precision machining and exacting balancing. They are used mainly<br />
in the food industry. Other wide applications include the pharmaceutical<br />
and chemical industries.<br />
The DSM area fabricates a screen type filtration unit ranging ilJ<br />
size from 8" <strong>to</strong> 7 ft. It uses either a pressure or gravity type of f10w<br />
and the screen opening determines the magnitude ofthe separation.<br />
The assemblers job requires the ability <strong>to</strong> take finished parts, fit<br />
and precisely align them <strong>to</strong> drawing specification. The product lines<br />
made in Hazle<strong>to</strong>n require the s<strong>to</strong>cking of over 12,000 part numbered<br />
items plus many made special for jobs. This requires the assembler<br />
<strong>to</strong> have broad knowledge of our product lines.<br />
Sandblasting and painting operations are also a part of the assembly<br />
department.
Centrifugal Assembly <br />
C. Warg<br />
t. <strong>to</strong> r.: J. Hiza, E. Novitsky, W. Miller, A. Danko, 1. Cancerius<br />
Filtration Assembly<br />
J. Williams<br />
t. <strong>to</strong> r., {irts row: P. Notaro, A. Morrell, R. Barry, W. Gilbert, G. Koch, '<br />
Danko, J. Schrum<br />
Second row: K. Yanick, M. Baran, F. Massage, W. Miller, M. Chulock,'<br />
Gimbi<br />
Third row: A. Kendra, L. Tucci, P. Andrasko, J. Rooney<br />
Fourth row: P. Wanuga, S. Rossi<br />
DSM Assembly<br />
W. Field<br />
' t .<br />
' \J,I.<br />
t. <strong>to</strong> r.: F. Kusiak, M. Somits, B. Mastellar
Sedimentation Assembly <br />
S. Soika 1.10 rJirsl !'OW.' N . Lewis, M. Cichowic, J. McGee , J. Hubosky, J. Malitsky<br />
Second row: E. Evancho,J. Gomber, P. Moi~ey, G. Kibler, P. Kenvin, R. Todd<br />
G.S.W. & Burners Second Shift<br />
I. 10 r., (rani row: F . Hayes, G. DeRenzo, P. Walko, D. Mi'lheim <br />
Back row: P. Sabol, A. Malaska, P. Zakrewsky <br />
Inspection <br />
I<br />
•<br />
.'<br />
• I<br />
0<br />
" 1 '<br />
, . . .<br />
F. Dute t. <strong>to</strong> r., standing: M. Sanzie, M. Williams, V. Henry, A. S<strong>to</strong>lpe<br />
Kneeling: R. Berger, C. Es<strong>to</strong>k<br />
"What do you mean you rejected it!!" They accept many times the<br />
number they reject but there is an "oops" now and then and it is the<br />
Inspection department that catches it.
Toolroom & Tool Crib <br />
E. Gill I. <strong>to</strong> r., kneeling: T. Hollick, J. Zumar, B. Kisenwether<br />
Standing: J. Godinsky, J. Yurcho, C. Mattem, A. Sockolosky, J. Kreiger<br />
The <strong>to</strong>ol room and <strong>to</strong>ol crib are responsible for the maintenance,<br />
s<strong>to</strong>rage and issuing of all <strong>to</strong>ols, jigs and fixtures. Many of our jigs<br />
S<strong>to</strong>reroom<br />
and fixtures are made right in our own <strong>to</strong>ol room. All of our cutting<br />
<strong>to</strong>ols are sharpened in this area.<br />
Maintenance<br />
W. Gallo l. <strong>to</strong> r., (irst row: J. Schnorr, J. Leskosky, F. Getz, J. Pendal<br />
Second row: J. Mihal, G. Oakes, K. Radley, M. Zboray, N. Dubick, A.Drusda<br />
The S<strong>to</strong>reroom is the group responsible for about 12,000 numbered<br />
<strong>Dorr</strong>-<strong>Oliver</strong> parts and many more thousands of commercial<br />
items needed <strong>to</strong> sustain our production team.<br />
R. Deis I. <strong>to</strong> r., kneeling: V. Montefour, J. Quinn, A. Ferko<br />
Second row: G. Korba, P. Wandishin, R. Kisenwether<br />
If there is a group of unsung heroes, it has <strong>to</strong> be the Maintenance<br />
department. These are the guys who keep the place running, install<br />
the new equipment and wade through a pile of maintenance requests<br />
all marked "do me first."
Tool Crib, S<strong>to</strong>res,<br />
Inspection, Maintenance<br />
& Toolroom Second Shift<br />
l. <strong>to</strong> r., {irst row: J . Rusnock, M. Bredbenner, A. Miller<br />
Second row: A. Shimukonas. H. Beitel, D. Kingsbury<br />
Receiving <br />
M. Hydock l. <strong>to</strong> r., {irst row: G. Stronko, D. Ma<strong>to</strong>nte, G. Ballick, C. Cancerius<br />
Second row: C. Ammon, H. Malisko, S. Correll, D. Welliver. W. Jones<br />
Everything that purchasing buys ends up in the area where these<br />
men are working. Our Receiving group works in all kinds ofweather<br />
<strong>to</strong> see that the trucks are un loaded and the material checked in.<br />
They are also responsible <strong>to</strong> see that all raw material gets in<strong>to</strong> the<br />
shop on schedule.<br />
Shipping<br />
K. Guenther l. <strong>to</strong> r. , {ront row: L. Spivak, S. Gido. J. Kozak<br />
Back row: J. MatarelIi, M. Por<strong>to</strong>nova, J. Schafer, A. Schreibmaier<br />
We've built it and it's the best, then it's up <strong>to</strong> Shipping <strong>to</strong> do the<br />
rest. These are the guys that get the finest process equipment in the<br />
world from our shop floor <strong>to</strong> the cus<strong>to</strong>mer.
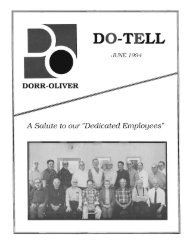
VTL Tool Changer Operation -<br />
simplicity of design.<br />
positive action,<br />
01 At the command 01 a " (" word, the ram<br />
posItions over the plck·up pomt.<br />
oJ<br />
The ram posillons down over Ihe <strong>to</strong>ol shank<br />
and drivIng keys.<br />
01 Th <strong>to</strong>ol coupler mechanIsm engages Wllh<br />
Ihe <strong>to</strong>ol<br />
oJ The coupler mechanISm Clamps the <strong>to</strong>ol 10<br />
the ram ,<br />
01 The ram positions out 01 the matrix and<br />
performs liS machinIng operallons,<br />
oJ<br />
The ram positIons back <strong>to</strong> the matrix at the<br />
command 01 a new "t" word<br />
01 The <strong>to</strong>ol is unclamped Irom Ihe ram<br />
oJ The coupl r dIsengages Irom Ihe 1001.<br />
01 The ram posillons up <strong>to</strong> clear tne <strong>to</strong>ol.<br />
oJ The maIn. Indexes <strong>to</strong> the nexl 1001.<br />
01 The <strong>to</strong>ol I. picked up, and machinIng<br />
resumes<br />
I I<br />
I<br />
I I<br />
I I<br />
I I<br />
tL~<br />
l _ J<br />
I •<br />
I I<br />
I<br />
Time is rapidly approaching when<br />
the new computer controlled Vertical<br />
Turning Center will arrive. This new<br />
Giddings and Lewis machine is the<br />
most modern boring mill available. The<br />
machine harnesses the power of a computer<br />
for most calculations enabling<br />
programmers <strong>to</strong> enter dimensions directly<br />
from the part print.<br />
All controls are located on a single<br />
station convenient <strong>to</strong> the opera<strong>to</strong>r. Variable<br />
information may be entered<br />
quickly through the keyboard.<br />
The machine will have a sixty inch<br />
table and a twelve station <strong>to</strong>ol changer.<br />
(See related diagram.)<br />
Another interesting feature is the<br />
diagnostic service. The machine is tied<br />
in<strong>to</strong> a computer diagnostic service. If<br />
you have a machining problem, the<br />
computer will search out the difficulty<br />
and print out the corrective action.<br />
..<br />
1I<br />
~<br />
:=: .. : ~<br />
• • - -:.- flU;lIICIIII(.t.<br />
- :. <br />
.. - ''''''<br />
.... _. <br />
~ ..~ .<br />
I Ni l'<br />
IIlf ll ~<br />
''tv·';' ~<br />
ADDRESS<br />
KEYBOARD<br />
OCTAL<br />
DECIMAL<br />
INCH<br />
000000<br />
000000<br />
00000000000<br />
!OOOOO<br />
! OOOOOOOOOOO<br />
00000<br />
0000000000<br />
BIT 00<br />
01<br />
02<br />
03<br />
04<br />
OS<br />
06<br />
07<br />
10<br />
11<br />
12<br />
13<br />
14<br />
15<br />
16<br />
17<br />
0 0<br />
0 0<br />
0 0<br />
0 0<br />
0 0<br />
0 0<br />
0 0<br />
0 0<br />
0 0<br />
0 0<br />
0 0<br />
0 0<br />
0 0<br />
0 0<br />
0 0<br />
0 0<br />
...-!!!1..!2lI11---...<br />
'~0u, "m" <br />
FOR TEST<br />
MODE "An<br />
PRESS TO ENTER<br />
TEST MODE "An<br />
USE TO ENTER <br />
MEMORY ADDRESS <br />
.. 1;' .,<br />
~.<br />
P'~<br />
~D 010 G [] [] 8 [J I£]rotdtj:<br />
L[j'tfo [J G G ~ [] ~l[] [J [J i<br />
[:][]O[]GGG . ~![][]81<br />
DOD - DO O:[J:[];]:D ..., '.--- DO:<br />
~ _. _..'<br />
-<br />
11.&\ 11' ~<br />
tun ,......<br />
fill "<br />
"" . "<br />
@ ~ @ @<br />
-<br />
IdUS'UOc;O_IROI<br />
CltU<br />
'L
<strong>Dorr</strong>-<strong>Oliver</strong> honors 104 for service <br />
Speakers at Pill Dinller I. /0 r.: Pat e li ga n. Indu stri al Relation Nt anager;<br />
Ru Raynor. Vi ce Pres id ent Operati on; Martin Corbett . Bu siness<br />
Represe nt ative I. A.M. ; Ge ne Koki nda. Pl ant Manage r; Judy Gri csin g.<br />
Pre ident O. & P. E. I. .; Vi <strong>to</strong> Bovc. I.M.A .; John Yeage r. Shop Superintenden<br />
t.<br />
I. /0 t:: Pat Ncligan. Ru Raynor, 35-year pin recipients Charles Weidenbach and<br />
Roland Deis, Gene Kokinda. John Yeager.<br />
<strong>Dorr</strong>-<strong>Oliver</strong>, Inc. has recognized 104 of its employes for<br />
years of service <strong>to</strong> the Hazle<strong>to</strong>n plant.<br />
The main address at the dinner meeting in the Lincoln<br />
Room of the Gus Genetti Mo<strong>to</strong>r Lodge was delivered by Russ<br />
Raynor, Stamford, Conn., vice president of operations.<br />
Raynor congratulated the honored employes and emphasized<br />
the company's intention <strong>to</strong> establish good communications<br />
at all levels of the corporation. He presented a<br />
20-year service pin <strong>to</strong> plant manager Gene Kokinda and a<br />
25-year service pin <strong>to</strong> Charles Andrews, manager of data<br />
processing.<br />
Other speakers included Martin Corbett, business agent<br />
for the International Association of Machinists; and Vi<strong>to</strong><br />
Bove, president of Lodge 1648, LA.M., and Judy Griesing,<br />
president of Local 202, Office and Professional Employees<br />
International Union. She talked about cooperation between<br />
her union and management.<br />
Pat Neligan, manager of industrial relations, was master<br />
of ceremonies. Remarks were offered by John Yeager, shop<br />
superintendent, and by Kokinda.<br />
Recipients of 35-year service pins were Ronald Deis, Carl<br />
Eroh, Thomas Kuritz, Vernon Stecker and Charles Weidenbach.<br />
Employees who received 30-year pins were Rudoph Antinozzi,<br />
Stephen Gido, Vernon Henry, John Kreiger, John<br />
Lowery, Robert Schaar, John Schafer and William Snyder.<br />
Twenty-five year service pin recipients were: Charles Andrews,<br />
Harry Barna, Francis Barnasevitch, Francis Donsecz,<br />
Gerald Evans, William Facinelli, Wilbur Field, Walter Gilbert,<br />
Earl Jacoby, Frank Lutz, John Matarelli, Edmund Mellas,<br />
J oseph Mestrow; Helene Miller, Anthony Podrasa,<br />
Charles Reimiller. J oseph Sotack, Bernard Stanziola, John<br />
Spock, Robert Todd and Harold Zboray.<br />
The following received 20-year service awards:<br />
Nicholas Andrasi, Harold Bankes, Michael Baran, Herman<br />
Beitel, Robert Berger, Edward Brugger, Joseph Campana,<br />
Michael Chulock, William Denke, Michael Dorso, Cornelius<br />
Es<strong>to</strong>k, Emil Evancho, Byron Evert, Warren Faust,<br />
Walter Gallo, Walter Ganc, Frederick Getz, Joseph Gomber,<br />
George Greech, Andrew Gregor, Herbert Grice, William<br />
Harring and Michael Hospodar.<br />
Gary <strong>House</strong>r, Michael Hudock, Paul Kenvin, Eugene<br />
Kokinda, J ohn Kozak, Felix Kusiak, Joseph Lengen, John<br />
Machey, J ohn McNeal, Joseph Mihal, Wesley Miller, Edward<br />
Novitsky, Francis Olenik, Thomas Ondrey, J ohn Pe<strong>to</strong>csky,<br />
Peter Sabol, Maurice Sanzl, Al Schreibmaier, Michael Sentiwany,<br />
Edwin Sipple, Robert Steward, J ohn S<strong>to</strong>ll, Lewis<br />
Tucci, William Wanco, Carl Warg, William Weeks, Ario Welliver,<br />
Joseph Welshko and John Yeager.<br />
Recipients of 15-year pins were: Mary Arnold, Daniel Dargay,<br />
J oseph Fertare, Karl Guenther, George Hardish, Mary<br />
Romano and John Tough.<br />
Ten-year pins were awarded <strong>to</strong>: Donald Baran, Gerald<br />
Brekke, Joseph Dewosky, Patrick Fid ishun, Joseph<br />
Hubosky, Joseph Juna, Pasquale Libonate, Eugene Moser,<br />
Stephen Reshetar, Ralph Stanziola and Raymond Ulshafer.