comparative study for mrr on die-sinking edm using electrode ... - ijater
comparative study for mrr on die-sinking edm using electrode ... - ijater
comparative study for mrr on die-sinking edm using electrode ... - ijater

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Internati<strong>on</strong>al Journal of Advanced Technology & Engineering Research (IJATER)<br />
in <strong>on</strong>ly <strong>on</strong>e directi<strong>on</strong>, resulting in properties or “grain” similar<br />
to wood, that varied relative to the directi<strong>on</strong> of pressing.<br />
As an outgrowth of the space program, methods were developed<br />
to isostatically press graphite such that its properties<br />
became “isotropic”, that is the same in all directi<strong>on</strong>s. All<br />
high quality, high per<str<strong>on</strong>g>for</str<strong>on</strong>g>mance graphites are now manufactured<br />
this way. After compacting, the “green” compacted<br />
material undergoes a series of thermal treatments that c<strong>on</strong>vert<br />
the Carb<strong>on</strong> to graphite. Graphite has certain properties<br />
quite different than wrought metal based <strong>electrode</strong> materials:<br />
• Graphite has an extremely high melting point. Actually,<br />
graphite does not melt at all, but sublimes directly from a<br />
solid to a gas (just as the Carb<strong>on</strong> Dioxide in dry ice) at a<br />
temperature thousands of degrees higher than the melting<br />
point of Copper. This resistance to temperature makes graphite<br />
an ideal <strong>electrode</strong> material.<br />
• Graphite has significantly lower mechanical strength properties<br />
than metallic <strong>electrode</strong> materials. It is neither as hard,<br />
as str<strong>on</strong>g, nor as stiff as metallic <strong>electrode</strong> materials. However,<br />
since the EDM process is <strong>on</strong>e of relatively low macro<br />
mechanical <str<strong>on</strong>g>for</str<strong>on</strong>g>ces, these property differences are not often<br />
significant. Due to the significant differences between metallic<br />
<strong>electrode</strong>s and graphite, there are certain properties,<br />
unique to graphite that are comm<strong>on</strong>ly specified and c<strong>on</strong>trolled.<br />
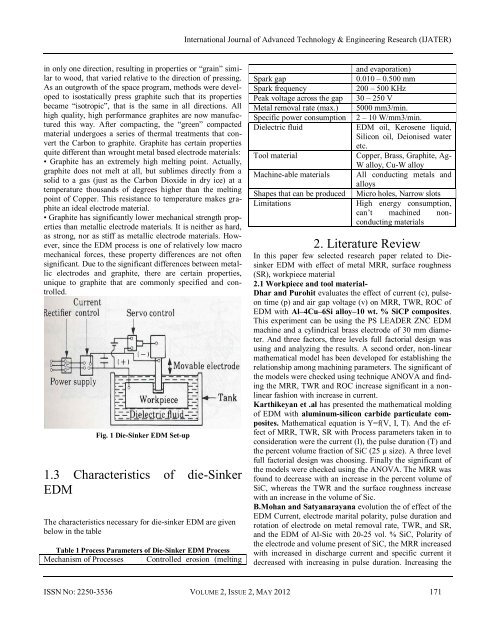
Fig. 1 Die-Sinker EDM Set-up<br />
1.3 Characteristics of <strong>die</strong>-Sinker<br />
EDM<br />
The characteristics necessary <str<strong>on</strong>g>for</str<strong>on</strong>g> <strong>die</strong>-sinker EDM are given<br />
below in the table<br />
Table 1 Process Parameters of Die-Sinker EDM Process<br />
Mechanism of Processes C<strong>on</strong>trolled erosi<strong>on</strong> (melting<br />
Spark gap<br />
Spark frequency<br />
Peak voltage across the gap<br />
Metal removal rate (max.)<br />
Specific power c<strong>on</strong>sumpti<strong>on</strong><br />
Dielectric fluid<br />
Tool material<br />
Machine-able materials<br />
Shapes that can be produced<br />
Limitati<strong>on</strong>s<br />
and evaporati<strong>on</strong>)<br />
0.010 – 0.500 mm<br />
200 – 500 KHz<br />
30 – 250 V<br />
5000 mm3/min.<br />
2 – 10 W/mm3/min.<br />
EDM oil, Kerosene liquid,<br />
Silic<strong>on</strong> oil, Dei<strong>on</strong>ised water<br />
etc.<br />
Copper, Brass, Graphite, Ag-<br />
W alloy, Cu-W alloy<br />
All c<strong>on</strong>ducting metals and<br />
alloys<br />
Micro holes, Narrow slots<br />
High energy c<strong>on</strong>sumpti<strong>on</strong>,<br />
can’t machined n<strong>on</strong>c<strong>on</strong>ducting<br />
materials<br />
2. Literature Review<br />
In this paper few selected research paper related to Diesinker<br />
EDM with effect of metal MRR, surface roughness<br />
(SR), workpiece material<br />
2.1 Workpiece and tool material-<br />
Dhar and Purohit evaluates the effect of current (c), pulse<strong>on</strong><br />
time (p) and air gap voltage (v) <strong>on</strong> MRR, TWR, ROC of<br />
EDM with Al–4Cu–6Si alloy–10 wt. % SiCP composites.<br />
This experiment can be <strong>using</strong> the PS LEADER ZNC EDM<br />
machine and a cylindrical brass <strong>electrode</strong> of 30 mm diameter.<br />
And three factors, three levels full factorial design was<br />
<strong>using</strong> and analyzing the results. A sec<strong>on</strong>d order, n<strong>on</strong>-linear<br />
mathematical model has been developed <str<strong>on</strong>g>for</str<strong>on</strong>g> establishing the<br />
relati<strong>on</strong>ship am<strong>on</strong>g machining parameters. The significant of<br />
the models were checked <strong>using</strong> technique ANOVA and finding<br />
the MRR, TWR and ROC increase significant in a n<strong>on</strong>linear<br />
fashi<strong>on</strong> with increase in current.<br />
Karthikeyan et .al has presented the mathematical molding<br />
of EDM with aluminum-silic<strong>on</strong> carbide particulate composites.<br />
Mathematical equati<strong>on</strong> is Y=f(V, I, T). And the effect<br />
of MRR, TWR, SR with Process parameters taken in to<br />
c<strong>on</strong>siderati<strong>on</strong> were the current (I), the pulse durati<strong>on</strong> (T) and<br />
the percent volume fracti<strong>on</strong> of SiC (25 μ size). A three level<br />
full factorial design was choosing. Finally the significant of<br />
the models were checked <strong>using</strong> the ANOVA. The MRR was<br />
found to decrease with an increase in the percent volume of<br />
SiC, whereas the TWR and the surface roughness increase<br />
with an increase in the volume of Sic.<br />
B.Mohan and Satyanarayana evoluti<strong>on</strong> the of effect of the<br />
EDM Current, <strong>electrode</strong> marital polarity, pulse durati<strong>on</strong> and<br />
rotati<strong>on</strong> of <strong>electrode</strong> <strong>on</strong> metal removal rate, TWR, and SR,<br />
and the EDM of Al-Sic with 20-25 vol. % SiC, Polarity of<br />
the <strong>electrode</strong> and volume present of SiC, the MRR increased<br />
with increased in discharge current and specific current it<br />
decreased with increasing in pulse durati<strong>on</strong>. Increasing the<br />
ISSN NO: 2250-3536 VOLUME 2, ISSUE 2, MAY 2012 171