

Wega 401 M2.40 FKW - EWM Hightec Welding GmbH
Wega 401 M2.40 FKW - EWM Hightec Welding GmbH
Wega 401 M2.40 FKW - EWM Hightec Welding GmbH
- No tags were found...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
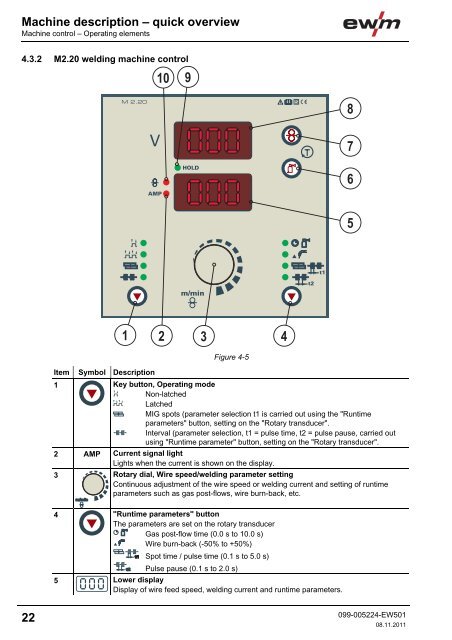
Machine description – quick overviewMachine control – Operating elements4.3.2 M2.20 welding machine controlItem Symbol Description 0Figure 4-51 Key button, Operating modeNon-latchedLatchedMIG spots (parameter selection t1 is carried out using the "Runtimeparameters" button, setting on the "Rotary transducer".Interval (parameter selection, t1 = pulse time, t2 = pulse pause, carried outusing "Runtime parameter" button, setting on the "Rotary transducer".2 AMP Current signal lightLights when the current is shown on the display.3 Rotary dial, Wire speed/welding parameter settingContinuous adjustment of the wire speed or welding current and setting of runtimeparameters such as gas post-flows, wire burn-back, etc.4 "Runtime parameters" buttonThe parameters are set on the rotary transducerGas post-flow time (0.0 s to 10.0 s)Wire burn-back (-50% to +50%)Spot time / pulse time (0.1 s to 5.0 s)Pulse pause (0.1 s to 2.0 s)5 Lower displayDisplay of wire feed speed, welding current and runtime parameters.22099-005224-EW50108.11.2011













