

Wega 401 M2.40 FKW - EWM Hightec Welding GmbH
Wega 401 M2.40 FKW - EWM Hightec Welding GmbH
Wega 401 M2.40 FKW - EWM Hightec Welding GmbH
- No tags were found...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
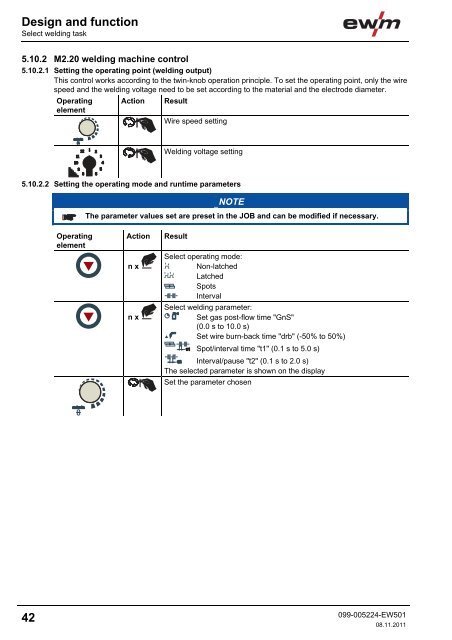
Design and functionSelect welding task5.10.2 M2.20 welding machine control5.10.2.1 Setting the operating point (welding output)This control works according to the twin-knob operation principle. To set the operating point, only the wirespeed and the welding voltage need to be set according to the material and the electrode diameter.OperatingelementAction ResultWire speed setting<strong>Welding</strong> voltage setting5.10.2.2 Setting the operating mode and runtime parametersNOTEThe parameter values set are preset in the JOB and can be modified if necessary.OperatingelementActionn xn xResultSelect operating mode:Non-latchedLatchedSpotsIntervalSelect welding parameter:Set gas post-flow time "GnS"(0.0 s to 10.0 s)Set wire burn-back time "drb" (-50% to 50%)Spot/interval time "t1" (0.1 s to 5.0 s)Interval/pause "t2" (0.1 s to 2.0 s)The selected parameter is shown on the displaySet the parameter chosen42099-005224-EW50108.11.2011













