

Wega 401 M2.40 FKW - EWM Hightec Welding GmbH
Wega 401 M2.40 FKW - EWM Hightec Welding GmbH
Wega 401 M2.40 FKW - EWM Hightec Welding GmbH
- No tags were found...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
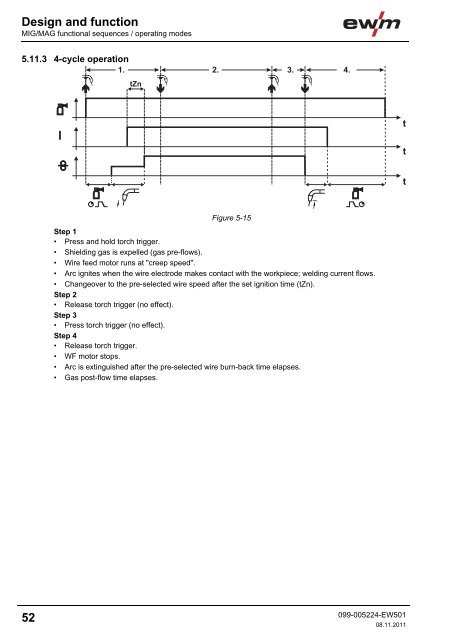
Design and functionMIG/MAG functional sequences / operating modes5.11.3 4-cycle operationFigure 5-15Step 1• Press and hold torch trigger.• Shielding gas is expelled (gas pre-flows).• Wire feed motor runs at "creep speed".• Arc ignites when the wire electrode makes contact with the workpiece; welding current flows.• Changeover to the pre-selected wire speed after the set ignition time (tZn).Step 2• Release torch trigger (no effect).Step 3• Press torch trigger (no effect).Step 4• Release torch trigger.• WF motor stops.• Arc is extinguished after the pre-selected wire burn-back time elapses.• Gas post-flow time elapses.52099-005224-EW50108.11.2011













