DAY 1 - AMMJ
DAY 1 - AMMJ
DAY 1 - AMMJ
- No tags were found...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
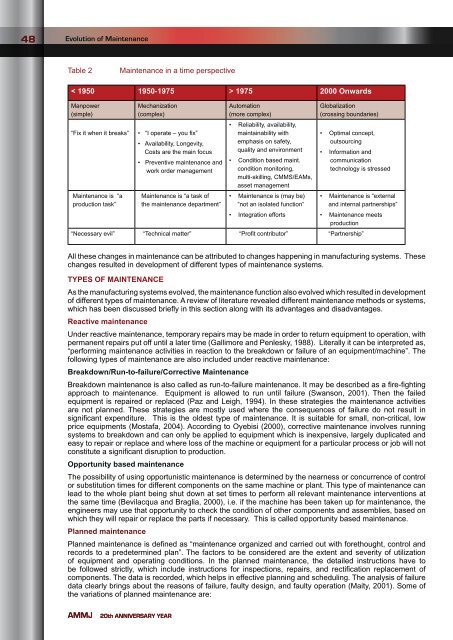
48Evolution of MaintenanceTable 2Maintenance in a time perspective< 1950 1950-1975 > 1975 2000 OnwardsManpower(simple)“Fix it when it breaks”Maintenance is “aproduction task”Mechanization(complex)• “I operate – you fix”• Availability, Longevity,Costs are the main focus• Preventive maintenance andwork order managementMaintenance is “a task ofthe maintenance department”Automation(more complex)• Reliability, availability,maintainability withemphasis on safety,quality and environment• Condition based maint.condition monitoring,multi-skilling, CMMS/EAMs,asset management• Maintenance is (may be)“not an isolated function”• Integration effortsGlobalization(crossing boundaries)• Optimal concept,outsourcing• Information andcommunicationtechnology is stressed• Maintenance is “externaland internal partnerships”• Maintenance meetsproduction“Necessary evil” “Technical matter” “Profit contributor” “Partnership”All these changes in maintenance can be attributed to changes happening in manufacturing systems. Thesechanges resulted in development of different types of maintenance systems.TYPES OF MAINTENANCEAs the manufacturing systems evolved, the maintenance function also evolved which resulted in developmentof different types of maintenance. A review of literature revealed different maintenance methods or systems,which has been discussed briefly in this section along with its advantages and disadvantages.Reactive maintenanceUnder reactive maintenance, temporary repairs may be made in order to return equipment to operation, withpermanent repairs put off until a later time (Gallimore and Penlesky, 1988). Literally it can be interpreted as,“performing maintenance activities in reaction to the breakdown or failure of an equipment/machine”. Thefollowing types of maintenance are also included under reactive maintenance:Breakdown/Run-to-failure/Corrective MaintenanceBreakdown maintenance is also called as run-to-failure maintenance. It may be described as a fire-fightingapproach to maintenance. Equipment is allowed to run until failure (Swanson, 2001). Then the failedequipment is repaired or replaced (Paz and Leigh, 1994). In these strategies the maintenance activitiesare not planned. These strategies are mostly used where the consequences of failure do not result insignificant expenditure. This is the oldest type of maintenance. It is suitable for small, non-critical, lowprice equipments (Mostafa, 2004). According to Oyebisi (2000), corrective maintenance involves runningsystems to breakdown and can only be applied to equipment which is inexpensive, largely duplicated andeasy to repair or replace and where loss of the machine or equipment for a particular process or job will notconstitute a significant disruption to production.Opportunity based maintenanceThe possibility of using opportunistic maintenance is determined by the nearness or concurrence of controlor substitution times for different components on the same machine or plant. This type of maintenance canlead to the whole plant being shut down at set times to perform all relevant maintenance interventions atthe same time (Bevilacqua and Braglia, 2000), i.e. if the machine has been taken up for maintenance, theengineers may use that opportunity to check the condition of other components and assemblies, based onwhich they will repair or replace the parts if necessary. This is called opportunity based maintenance.Planned maintenancePlanned maintenance is defined as “maintenance organized and carried out with forethought, control andrecords to a predetermined plan”. The factors to be considered are the extent and severity of utilizationof equipment and operating conditions. In the planned maintenance, the detailed instructions have tobe followed strictly, which include instructions for inspections, repairs, and rectification replacement ofcomponents. The data is recorded, which helps in effective planning and scheduling. The analysis of failuredata clearly brings about the reasons of failure, faulty design, and faulty operation (Maity, 2001). Some ofthe variations of planned maintenance are:<strong>AMMJ</strong> 20th ANNIVERSARY YEAR