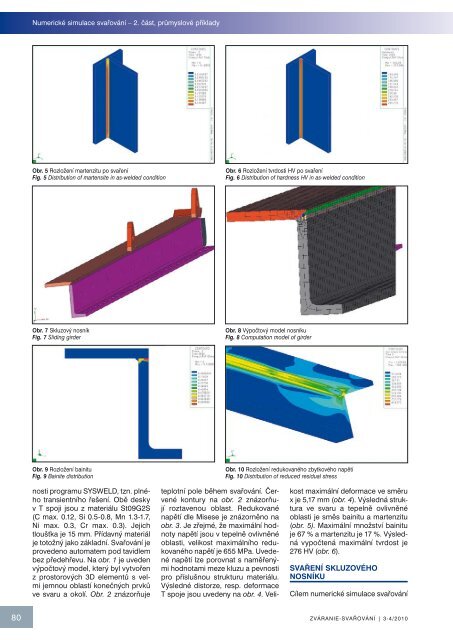
Numerické simulace svařování – 2. část, průmyslové příkladyObr. 5 Rozložení martenzitu po svařeníFig. 5 Distribution of martensite in as-welded conditionObr. 6 Rozložení tvrdosti HV po svařeníFig. 6 Distribution of hardness HV in as-welded conditionObr. 7 Skluzový nosníkFig. 7 Sliding girderObr. 8 Výpočtový model nosníkuFig. 8 Computation model of girderObr. 9 Rozložení bainituFig. 9 Bainite distributionObr. 10 Rozložení redukovaného zbytkového napětíFig. 10 Distribution of reduced residual stressnosti programu SYSWELD, tzn. plnéhotransientního řešení. Obě deskyv T spoji jsou z materiálu St09G2S(C max. 0.12, Si 0.5-0.8, Mn 1.3-1.7,Ni max. 0.3, Cr max. 0.3). Jejichtloušťka je 15 mm. Přídavný mate riálje totožný jako základní. Svařování jeprovedeno automatem pod tavidlembez předehřevu. Na obr. 1 je uvedenvýpočtový model, který byl vytvořenz prostorových 3D elementů s velmijemnou oblastí konečných prvkůve svaru a okolí. Obr. 2 znázorňujeteplotní pole během svařování. Červenékontury na obr. 2 znázorňujíroztavenou oblast. Redukovanénapětí dle Misese je znázorněno naobr. 3. Je zřejmé, že maximální hodnotynapětí jsou v tepelně ovlivněnéoblasti, velikost maximálního redukovanéhonapětí je 655 MPa. Uvedenénapětí lze porovnat s naměřenýmihodnotami meze kluzu a pevnostipro příslušnou strukturu materiálu.Výsledné distorze, resp. deformaceT spoje jsou uvedeny na obr. 4. Velikostmaximální deformace ve směrux je 5,17 mm (obr. 4). Výsledná strukturave svaru a tepelně ovlivněnéoblasti je směs bainitu a martenzitu(obr. 5). Maximální množství bainituje 67 % a martenzitu je 17 %. Výslednávypočtená maximální tvrdost je276 HV (obr. 6).SVAŘENÍ SKLUZOVÉHONOSNÍKUCílem numerické simulace svařování80 ZVÁRANIE-SVAŘOVÁNÍ | 3-4/2010
ODBORNÉ ČLÁNKYbyla predikce deformace skluzovéhonosníku po svaření. Skluzový nosníks délkou 10 m je vyroben z oceliS355J2G3 a duplexní oceli 1.4462.Svarový spoj obsahuje 7 svarovýchhousenek. Nosník a výpočtový modelje uveden na obr. 7 a 8. Numerickásimulace svařování byla provedenadvěma způsoby, a to modernítransientní „macro bead“ metodouprogramem SYSWELD a metodou„smršťování“ programem WELDPLANNER. Rozložení bainitu ve svarua okolí v materiálu S355J2G3je uvedeno na obr. 9. Redukovanézbytkové napětí po svařování je uvedenona obr. 10. Celková deformaceskluzového nosníku vypočtenav programu SYSWELD je uvedenana obr. 11, na obr. 12 je uvedena celkovádeformace skluzového nosníkuvypočtená v programu WELD PLAN-NER. V tab. 1 je uvedeno porovnánívypočtených deformací programemSYSWELD a WELD PLANNER.Rozdíl v numerické simulaci svařováníprogramem SYSWELD a WELDPLANNER je v kvalitě a kvantitě výsledkůa délce řešení. ProgramemSYSWELD obdržíme, tzv. kompletnívýsledky, tzn. výsledné deformace,zbytkové napětí, materiálovoustrukturu, tvrdost struktury atd.Ovšem celé řešení, tzn. příprava výpočtovéhomodelu, zadání všechpotřebných vstupních parametrůvčetně vyhledání a přípravy materiálovýchvlastností a přípravy tepelnéhozdroje, výpočtový čas počítačea vyhodnocení výsledků trvalo4 pracovní dny (48 hodin trvalo pouzenumerické řešení). Provedení numerickéanalýzy programem WELDPLANNER je výrazně jednodušší,co do přípravy výpočtového modelu,výpočtového času počítače (několikminut) a vyhodnocení výsledků.Celá analýza programem WELDPLANNER byla provedena běhemjednoho pracovního dne. Ovšemvýsledkem jsou pouze deformacekonstrukce, parametry jako je materiálovástruktura, zbytková napětíči tvrdost jsou programem WELDPLANNER zanedbány.Po svaření skluzového nosníku(obr. 13) byla naměřena deformacea ta velmi dobře odpovídala s vypočtenýmihodnotami.Numerická simulace skluzovéhonosníku z hlediska velikosti a náročnostianalýzy na přípravu výpočtovéhomodelu, zadání vstupních data délku výpočtového času lze zařaditjako středně obtížnou.Numerická analýza byla provedenapro společnost Umoe Schat-Hardings. r. o jako zhodnocení stávajícíhostavu výroby. Pomocí numerickýchsimulací bylo provedeno i testovánízměn v technologii svařování (změnasvařovací sekvence a upnutí),tyto změny ale nevedly k výraznémusnížení deformací, což vedlo k závěru,že je potřeba změnit konstrukcinosníku, hlavně umístění svarovéhospoje. Na základě provedených analýzbude provedena optimalizacekonstrukce tak, aby svarový spoj bylumístěn blíže neutrální ose skluzovéhonosníku, a tak se snížili celkovédeformace po svařování.ZÁVĚRCílem článku bylo ukázat využitínumerických analýz svařovánív praxi. V kombinaci s experimentálnímměřením jsou velmi silnýmnástrojem během přípravy výroby,velice pružně reagují na změnyv technologickém postupu, dáleredukují množství experimentálníchzkoušek, což má za následeksnížení nákladů a samozřejmě zvyšováníkvality, spolehlivosti a konkurenceschopnostivyráběnýchsvařovaných konstruk čních celků.V přípravě je ještě třetí část, kdebude detailně rozebrána jedna numerickáanalýza, včetně přípravymodelu, tepelného zdroje, svařenískutečného testovacího kusu s rozboremvýsledků a porovnání vypočtenýcha naměřených hodnot.CONCLUSIONSThe objective of the paper was toshow the exploitation of numericalanalyses of welding in practice.In combination with experimentalmeasurement they representa strong tool during productionpreparation, they react flexibly onthe changes in technological procedure,furthermore they reduce thenumber of experimental tests whatresults in decrease of costs and, ofcourse, increase of quality, reliabilityand competitiveness of manufacturedstructural complexes.The third part is in progress whereone numerical analysis will be analysedin detail including preparationof model, heat source, welding ofreal test piece together with the analysisof results and comparisonof computed and measuredvalues.