GuÃa de usuario Devcon - Sintemar
GuÃa de usuario Devcon - Sintemar
GuÃa de usuario Devcon - Sintemar

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
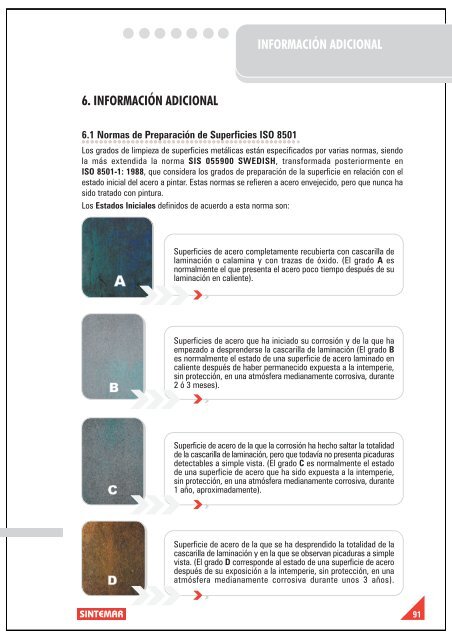
INFORMACIÓN ADICIONAL6. INFORMACIÓN ADICIONAL6.1 Normas <strong>de</strong> Preparación <strong>de</strong> Superficies ISO 8501Los grados <strong>de</strong> limpieza <strong>de</strong> superficies metálicas están especificados por varias normas, siendola más extendida la norma SIS 055900 SWEDISH, transformada posteriormente enISO 8501-1: 1988, que consi<strong>de</strong>ra los grados <strong>de</strong> preparación <strong>de</strong> la superficie en relación con elestado inicial <strong>de</strong>l acero a pintar. Estas normas se refieren a acero envejecido, pero que nunca hasido tratado con pintura.Los Estados Iniciales <strong>de</strong>finidos <strong>de</strong> acuerdo a esta norma son:Superficies <strong>de</strong> acero completamente recubierta con cascarilla <strong>de</strong>laminación o calamina y con trazas <strong>de</strong> óxido. (El grado A esnormalmente el que presenta el acero poco tiempo <strong>de</strong>spués <strong>de</strong> sulaminación en caliente).Superficies <strong>de</strong> acero que ha iniciado su corrosión y <strong>de</strong> la que haempezado a <strong>de</strong>spren<strong>de</strong>rse la cascarilla <strong>de</strong> laminación (El grado Bes normalmente el estado <strong>de</strong> una superficie <strong>de</strong> acero laminado encaliente <strong>de</strong>spués <strong>de</strong> haber permanecido expuesta a la intemperie,sin protección, en una atmósfera medianamente corrosiva, durante2 ó 3 meses).Superficie <strong>de</strong> acero <strong>de</strong> la que la corrosión ha hecho saltar la totalidad<strong>de</strong> la cascarilla <strong>de</strong> laminación, pero que todavía no presenta picaduras<strong>de</strong>tectables a simple vista. (El grado C es normalmente el estado<strong>de</strong> una superficie <strong>de</strong> acero que ha sido expuesta a la intemperie,sin protección, en una atmósfera medianamente corrosiva, durante1 año, aproximadamente).Superficie <strong>de</strong> acero <strong>de</strong> la que se ha <strong>de</strong>sprendido la totalidad <strong>de</strong> lacascarilla <strong>de</strong> laminación y en la que se observan picaduras a simplevista. (El grado D correspon<strong>de</strong> al estado <strong>de</strong> una superficie <strong>de</strong> acero<strong>de</strong>spués <strong>de</strong> su exposición a la intemperie, sin protección, en unaatmósfera medianamente corrosiva durante unos 3 años).91
6.1.1 Grados <strong>de</strong> preparaciónA partir <strong>de</strong> cada uno <strong>de</strong> los estados iniciales se <strong>de</strong>finen varios tipos <strong>de</strong> preparación, <strong>de</strong>nominadoscon las siglas St, Sa.El estado inicial A sólo admite preparación por chorreado abrasivo (Sa), único método que permiteeliminar la calamina.ISO-SA. Chorreado:La preparación <strong>de</strong> superficie con chorreado se <strong>de</strong>signa con las letras "Sa".Antes <strong>de</strong>l chorreado hay que eliminar cualquier capa gruesa <strong>de</strong> óxido con rasquetas. También hayque eliminar el aceite, la grasa y la suciedad visible. Después <strong>de</strong>l chorreado la superficie <strong>de</strong>beestar limpia <strong>de</strong> polvo y residuos sueltos.Grado SA3. Descripción:Eliminar la totalidad <strong>de</strong>l óxido visible, cascarilla <strong>de</strong> laminación, pintura vieja y cualquier materiaextraña. Limpieza por chorreado hasta metal blanco. El chorro se pasa sobre la superficie duranteel tiempo necesario para eliminar la totalidad <strong>de</strong> la cascarilla <strong>de</strong> laminación, herrumbre y materiasextrañas. Finalmente, la superficie se limpia con un aspirador, aire comprimido limpio y seco ocon un cepillo limpio, para eliminar los residuos <strong>de</strong> polvo <strong>de</strong> abrasivo. Debe entonces quedar conun color metálico uniforme.Grado SA 2 ½. Descripción:Chorreado abrasivo hasta metal casi blanco, a fin <strong>de</strong> conseguir que por lo menos el 95% <strong>de</strong> cadaporción <strong>de</strong> la superficie total que<strong>de</strong> libre <strong>de</strong> cualquier residuo visible. Chorreado muy cuidadoso.El chorro se mantiene sobre la superficie el tiempo necesario para asegurar que la cascarilla <strong>de</strong>laminación, herrumbre y materias extrañas son eliminados <strong>de</strong> tal forma que cualquier residuoaparezca sólo como ligeras sombras o manchas en la superficie. Finalmente, se elimina el polvo<strong>de</strong> abrasivo con un aspirador, con aire comprimido limpio y seco o con cepillo limpio.Grado SA2. Descripción:Chorreado hasta que al menos los 2/3 <strong>de</strong> cualquier porción <strong>de</strong> la superficie total estén libres <strong>de</strong>todo residuo visible. Chorreado cuidadoso. El chorro se pasa sobre la superficie durante el tiemposuficiente para eliminar la casi totalidad <strong>de</strong> cascarilla <strong>de</strong> laminación, herrumbre y materias extrañas.Finalmente se elimina el polvo abrasivo con un aspirador, con aire comprimido limpio y seco ocon un cepillo limpio.Grado SA1. Descripción:La superficie <strong>de</strong>be estar libre <strong>de</strong> aceite, grasa y suciedad y sin ninguna calamina mal adherida,ni óxido, ni revestimientos <strong>de</strong> pintura ni materias extrañas.92
ISO-St. Limpieza Manual:La preparación <strong>de</strong> superficie por limpieza manual o con herramienta mecánica como lijadora,cepillo <strong>de</strong> alambre, máquina <strong>de</strong> cepillado y amolado se <strong>de</strong>signa con las letras "St".Antes <strong>de</strong> la limpieza manual o con herramienta mecánica hay que eliminar cualquier capa gruesacon oxidación con rasquetas. También hay que eliminar el aceite, la grasa y la suciedad quesean visibles.Después <strong>de</strong> la limpieza manual y con herramienta mecánica la superficie <strong>de</strong>be estar sin polvosuelto ni residuos.Grado St3. Descripción:Rascado con rasquetas <strong>de</strong> metal duro y cepillado con cepillo <strong>de</strong> alambre, muy cuidadoso. Elrascado y cepillado <strong>de</strong>ben realizarse en primer lugar en una dirección y <strong>de</strong>spués en sentidoperpendicular. Una vez eliminado el polvo, la superficie <strong>de</strong>be mostrar un pronunciado aspectometálico.Grado ST2. Descripción:Rascado cuidadoso con rasquetas <strong>de</strong> metal duro y cepillado con cepillo <strong>de</strong> alambre. El rascadoy cepillado <strong>de</strong>ben realizarse en primer lugar en una dirección y <strong>de</strong>spués en sentido perpendicular.Una vez eliminado el polvo, la superficie <strong>de</strong>be mostrar aspecto metálico.En complemento a lo expuesto anteriormente vamos a contemplar <strong>de</strong> forma gráfica, el grado <strong>de</strong>preparación SA3 <strong>de</strong> la citada norma ISO 8501, partiendo <strong>de</strong> superficies a restaurar y/o a reconstruirya pintadas, con restos <strong>de</strong> pintura, zonas <strong>de</strong>sgastadas, zonas oxidadas, zonas corroídas y conpicaduras, incluyendo las soldaduras <strong>de</strong> estas superficies.Partimos <strong>de</strong> los siguientes estados iniciales:Zona CorroídaSoldadura OxidadaObteniéndose los siguientes resultados:Zona CorroídaSoldadura OxidadaNota:En la zona corroída, con picaduras, se observa <strong>de</strong>spués <strong>de</strong> realizada la limpieza <strong>de</strong> la superficie al grado ISO SA3 lapresencia <strong>de</strong> contaminantes, los cuales es necesario eliminar o en su <strong>de</strong>fecto neutralizar mediante tratamiento químicoy <strong>de</strong>spués volver a realizar la limpieza al grado ISO SA3.93