


Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
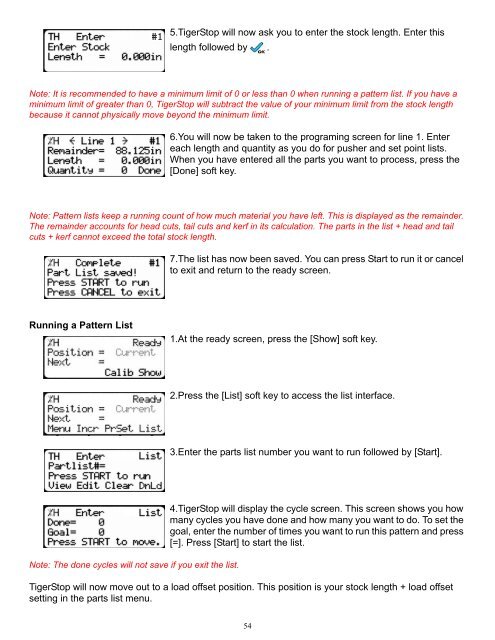
5.TigerStop will now ask you to enter the stock length. Enter this<br />
length followed by .<br />
Note: It is recommended to have a minimum limit of 0 or less than 0 when running a pattern list. If you have a<br />
minimum limit of greater than 0, TigerStop will subtract the value of your minimum limit from the stock length<br />
because it cannot physically move beyond the minimum limit.<br />
6.You will now be taken to the programing screen for line 1. Enter<br />
each length and quantity as you do for pusher and set point lists.<br />
When you have entered all the parts you want to process, press the<br />
[Done] soft key.<br />
Note: Pattern lists keep a running count of how much material you have left. This is displayed as the remainder.<br />
The remainder accounts for head cuts, tail cuts and kerf in its calculation. The parts in the list + head and tail<br />
cuts + kerf cannot exceed the total stock length.<br />
7.The list has now been saved. You can press Start to run it or cancel<br />
to exit and return to the ready screen.<br />
Running a Pattern List<br />
1.At the ready screen, press the [Show] soft key.<br />
2.Press the [List] soft key to access the list interface.<br />
3.Enter the parts list number you want to run followed by [Start].<br />
Note: The done cycles will not save if you exit the list.<br />
4.TigerStop will display the cycle screen. This screen shows you how<br />
many cycles you have done and how many you want to do. To set the<br />
goal, enter the number of times you want to run this pattern and press<br />
[=]. Press [Start] to start the list.<br />
TigerStop will now move out to a load offset position. This position is your stock length + load offset<br />
setting in the parts list menu.<br />
54