

CPT International 02/2017
The leading technical journal for the global foundry industry – Das führende Fachmagazin für die weltweite Gießerei-Industrie
The leading technical journal for the
global foundry industry – Das führende Fachmagazin für die
weltweite Gießerei-Industrie

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
above the inside bottom<br />
All in<br />
one line<br />
M3: In the middle of the refractory<br />
<br />
inside bottom<br />
<br />
<br />
the inside bottom<br />
Figure 1:<br />
ously held at that temperature. This is<br />
to be performed with maximum efficiency<br />
and flexibility, while subjecting<br />
the ladle to fewest possible temperature<br />
changes, in order to maximize the lining<br />
life and minimize ladle repair.<br />
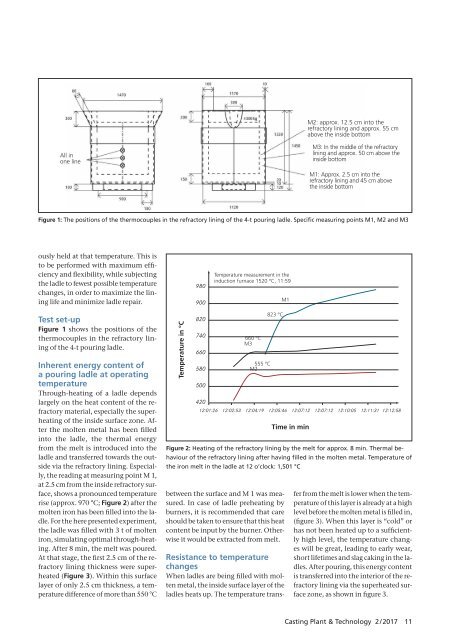
980<br />
900<br />
Temperature measurement in the<br />
<br />
<br />
Test set-up<br />
Figure 1 shows the positions of the<br />
thermocouples in the refractory lining<br />
of the 4-t pouring ladle.<br />
Inherent energy content of<br />
a pouring ladle at operating<br />
temperature<br />
Through-heating of a ladle depends<br />
largely on the heat content of the refractory<br />
material, especially the superheating<br />
of the inside surface zone. After<br />
the molten metal has been filled<br />
into the ladle, the thermal energy<br />
from the melt is introduced into the<br />
ladle and transferred towards the outside<br />
via the refractory lining. Especially,<br />
the reading at measuring point M 1,<br />
at 2.5 cm from the inside refractory surface,<br />
shows a pronounced temperature<br />
rise (approx. 970 °C; Figure 2) after the<br />
molten iron has been filled into the ladle.<br />
For the here presented experiment,<br />
the ladle was filled with 3 t of molten<br />
iron, simulating optimal through-heating.<br />
After 8 min, the melt was poured.<br />
At that stage, the first 2.5 cm of the refractory<br />
lining thickness were superheated<br />
(Figure 3). Within this surface<br />
layer of only 2.5 cm thickness, a temperature<br />
difference of more than 550 °C<br />
Temperature in °C<br />
820<br />
740<br />
660<br />
580<br />
500<br />
<br />
M3<br />
<br />
M2<br />
<br />
420<br />
12:01:26 12:<strong>02</strong>:53 12:04:19 12:05:46 12:07:12 12:07:12 12:10:05 12:11:31 12:12:58<br />
Figure 2: Heating of the refractory lining by the melt for approx. 8 min. Thermal be-<br />
<br />
the iron melt in the ladle at 12 o’clock: 1,501 °C<br />
between the surface and M 1 was measured.<br />
In case of ladle preheating by<br />
burners, it is recommended that care<br />
should be taken to ensure that this heat<br />
content be input by the burner. Otherwise<br />
it would be extracted from melt.<br />
Time in min<br />
Resistance to temperature<br />
changes<br />
When ladles are being filled with molten<br />
metal, the inside surface layer of the<br />
ladles heats up. The temperature transfer<br />
from the melt is lower when the temperature<br />
of this layer is already at a high<br />
level before the molten metal is filled in,<br />
(figure 3). When this layer is “cold” or<br />
has not been heated up to a sufficiently<br />
high level, the temperature changes<br />
will be great, leading to early wear,<br />
short lifetimes and slag caking in the ladles.<br />
After pouring, this energy content<br />
is transferred into the interior of the refractory<br />
lining via the superheated surface<br />
zone, as shown in figure 3.<br />
Casting Plant & Technology 2 / <strong>2017</strong> 11














